ВОЗМОЖНОЕ ИСПОЛЬЗОВАНИЕ КОЛОННЫ С РАЗДЕЛИТЕЛЬНОЙ СТЕНКОЙ НА УСТАНОВКЕ ГАЗОФРАКЦИОНИРОВАНИЯ
ВОЗМОЖНОЕ ИСПОЛЬЗОВАНИЕ КОЛОННЫ С РАЗДЕЛИТЕЛЬНОЙ СТЕНКОЙ НА УСТАНОВКЕ ГАЗОФРАКЦИОНИРОВАНИЯ

Аннотация
На блок газофракционирования комплекса газоразделения и стабилизации бензина нефтеперерабатывающего предприятия для разделения углеводородов поступает смесь конденсата высокого давления и широкой фракции лёгких углеводородов, заметно различающихся по углеводородному составу. Анализ промышленных данных показал, что процесс характеризуется недостаточной чёткостью разделения углеводородов и значительным наложением фракций. Пропан-пропиленовая фракция содержит значительное количество бутанов (до 58% масс.) и более тяжёлых углеводородов более 5%масс, бутан-бутиленовая фракция загрязнена пентанами и более тяжёлыми углеводородами до 40% масс. Целью работы являлось технико-технологическое обоснование применения колонны с разделительной стенкой в составе блока газофракционирования с использованием математического моделирования и сравнительного анализа с существующей двухколонной схемой. Исследование проводили с использованием программной среды Aspen HYSYS, в которой разработана модель блока газофракционирования с учетом данных на типовое технологическое оборудование и параметров технологического режима. Предложена модернизированная технологическая схема с использованием колонны с разделительной стенкой DWC, обеспечивающая достижение фракционных характеристик ППФ и ББФ, удовлетворяющих требованиям технических условий к качеству товарных продуктов, и уменьшение энергозатрат на 39%, что сокращает расход пара, охлаждающей воды и электроэнергии. Предлагаемое использование колонны с разделительной стенкой в блоке газофракционирования нефтеперерабатывающего предприятия является экономически обоснованным, быстро окупаемым и стратегически выгодным решением.
1. Введение
В современных условиях химической, нефтегазовой и перерабатывающей промышленности наблюдается тенденция расширения ассортимента продукции и повышения её качества, поскольку от степени разделения углеводородных фракций зависит возможность их дальнейшего применения. На многих предприятиях наблюдается недостаточно чёткое разделение лёгких углеводородов, приводящее к взаимному присутствию компонентов в товарных фракциях и, как следствие, к экономическим потерям из-за несоответствия продукции требованиям технических условий.
Процесс ректификации является одним из основных методов разделения многокомпонентных смесей. Его популярность обусловлена универсальностью и способностью обеспечивать высокую чистоту продуктов разделения. В то же время ректификация отличается высокой энергоёмкостью: на неё приходится до 40% энергопотребления в химико-технологическом секторе
. Кроме того, для разделения сложных многокомпонентных смесей зачастую требуется каскад из нескольких последовательно соединённых ректификационных колонн, что увеличивает суммарные энергозатраты и капитальные вложения по сравнению с одной колонной.В связи с энергетическими и технологическими ограничениями традиционной ректификации возникает необходимость интенсификации процессов разделения. Интенсификация ректификационных процессов направлена на повышение эффективности и снижение энергозатрат, в том числе за счёт внедрения новых схем, аппаратурных решений и автоматизации процессов
, .Особое внимание при разделении лёгких углеводородов уделяется узлу выделения этан-пропановой и пропановой фракций. Это обусловлено тем, что использование данных фракций становится всё более востребованным в процессе пиролиза — они служат ценным сырьём для производства этилена и пропилена, применяемых далее при синтезе полимеров и алкилировании углеводородов. На отечественных установках сырьём пиролиза преимущественно служит этан-пропановая фракция, поэтому повышение эффективности её разделения имеет важное прикладное значение. Таким образом, задача увеличения выхода пропановой фракции требуемого качества и, при возможности, получения отдельной этановой фракции является актуальной для нефтегазоперерабатывающих предприятий.
Эффективным инструментом решения задач разделения лёгких углеводородов выступают методы математического моделирования. Моделирование используется как на этапе проектирования (статические расчёты балансов и ректификационных колонн), так и на этапе эксплуатации для анализа динамического поведения установки, отработки режимов пуска/останова и систем управления. Помимо этого, быстрое развитие методов вычислительной гидродинамики (CFD) дает возможность исследовать тонкие гидродинамические особенности работы колонн, недоступные для упрощенных моделей. Интеграция процессных моделей с системами автоматического управления (АСУ ТП) открывает дополнительные возможности для оптимизации и предиктивного управления технологическими процессами
.Моделирование стационарного состояния газофракционирующих установок (ГФУ) используется при проектировании и оптимизации для расчета материальных и тепловых балансов, определения параметров оборудования (число тарелок или высота насадки колонн, расход и состав потоков, требуемые теплонагрузки в ребойлерах и конденсаторах и др.) в установившемся режиме. Расчёт переходных режимов ГФУ учитывает запасы вещества и энергии в аппаратах (колоннах, теплообменниках, трубопроводах), инерционность датчиков и исполнительных механизмов и позволяет рассчитывать изменение параметров во времени.
В работах
и выполнено моделирование типовой системы фракционирования широкой фракции лёгких углеводородов, где полученные результаты показали возможность разделения метана, этана, пропана, изобутана и н-бутана с высокой степенью чистоты продуктов. Валидизация модели подтвердила соответствие результатов теоретическим принципам ректификации, что дает основание использовать модель для дальнейших анализов и оптимизации процесса.В исследовании
результаты моделирования показали более высокую эффективность работы газофракционирующего блока с циркуляцией потоков по сравнению с типовой схемой без циркуляции.В
проведено цифровое моделирование действующей газофракционирующей установки в Aspen HYSYS V12 с последующим созданием модели машинного обучения для оптимизации процесса. На основе результатов симуляции разработан ML-алгоритм (Python/Pandas/Sklearn) для прогноза выхода целевого продукта в зависимости от расхода абсорбента и состава сырья. Модель предсказывает изменение выхода с точностью 99,4% и позволяет оперативно выбирать оптимальные параметры, повышая эффективность и экономичность работы ГФУ.Модель ГФУ нефтеперерабатывающего завода позволила выявить потенциальные резервы модернизации установки и её узкие места
.Исследование эффективности фракционирующего абсорбера против традиционной ректификационной колонны на ГФУ показало, что замена абсорбера на колонну деэтанизации может снизить энергопотребление и повысить полноту разделения газов
.Одним из инновационных решений является применение колонн с разделительной стенкой (DWC), которые позволяют существенно интенсифицировать процесс разделения
. Технология колонн с разделительной стенкой представляет собой практическую реализацию концепции термически связанной ректификации в рамках одного аппарата. В такой колонне внутренняя вертикальная перегородка разделяет пространство на две секции — предварительную и основную, при этом используется лишь один общий конденсатор наверху колонны и один кипятильник (ребойлер) внизу. Фактически одна колонна DWC заменяет собой две традиционные колонны, обеспечивая разделение исходной смеси сразу на три продуктовых потока (дистиллят, боковой продукт и кубовый остаток). Ввиду отсутствия промежуточных теплообменников и снижения внутреннего перемешивания потоков DWC характеризуется значительно более высокой энергетической эффективностью процесса по сравнению с классической колонной. В исследованиях , , показано, что применение колонны с разделительной стенкой позволяет снизить энергопотребление на величину до 30% и сократить капитальные затраты (за счёт уменьшения числа аппаратов) на 15–40% относительно традиционной схемы разделения. Эти конкурентные преимущества делают технологию колонн с разделительной стенкой актуальной, в том числе для модернизации газофракционирующих установок. На сегодняшний день в мире эксплуатируется уже более 300 колонн DWC, включая установки не только для тройных смесей, но и для более сложных задач , .К преимуществам технологии DWC относятся её энергетическая эффективность
, , , меньшие капитальные затраты и компактность , , , , сокращение эксплуатационных расходов , , , повышение чистоты (концентрации) продукта и его выхода , , , , упрощение схемы управления и обслуживания , , , .В число недостатков и сегодняшних возникающих вопросов по использованию DWC можно включить сложность проектирования, изготовления и расчета изделия
, , , , уменьшение гибкости к изменению условий процесса и вопросы его регулирования системой автоматического контроля для поддержания стабильной работы , , , , механические и конструктивные сложности аппарата , , , сложности технического обслуживания и ремонта , , отсутствие серийных типовых решений и квалифицированного опыта , , , .Несмотря на указанные недостатки, современный уровень развития технологии DWC позволяет считать ее надежной и отработанной: в промышленности эксплуатируются более 300 колонн с перегородкой, накоплен положительный опыт. По мере развития средств моделирования и появления стандартных проектов (template designs), многие сложности (особенно на этапе проектирования) будут преодолеваться легче
. Тем не менее, при выборе DWC всегда следует проводить технико-экономический анализ применимости для конкретного процесса — с учетом ограничений по составу смеси, требуемой гибкости и др. Если условия подходят, преимущества DWC обычно перевешивают недостатки, обеспечивая существенное повышение эффективности процесса .В ряде исследований рассматривается влияние снижения энергопотребления на управляемость системы, поскольку оптимальная конструкция может обеспечить максимальную экономию энергии, но не обладать хорошей управляемостью
, , . В работе предложен возможный метод проектирования DWC и отмечается необходимость проведения анализа как термодинамических свойств, так и свойств управляемости. Полученные в исследовании динамические результаты свидетельствуют о возможной хорошей управляемости DWC, относительно коротком времени переходного процесса и низком превышении допустимых значений.В колоннах DWC контуры систем регулирования предназначены для подавления влияния возмущений технологических режимов на целевые показатели процесса и оптимальную чистоту продуктов и могут быть реализованы с использованием разных стратегий управления
, , , .В исследовании
показано, что фракционирование ШФЛУ с применением технологии DWC даёт возможность эффективно извлекать ценные компоненты газа (этан и пропан) без применения внешней холодильной установки. Проектом предусмотрено использование колонны с разделительной стенкой. Создана стационарная модель установки в программном комплексе Aspen HYSYS, проведена оценка капитальных и эксплуатационных затрат (CAPEX и OPEX) и выполнено сравнение с классической каскадной схемой из нескольких колонн. Достигнута степень извлечения этана 60% и пропана 97%, что вполне сопоставимо с традиционными схемами. Несмотря на более высокую стоимость колонны DWC, общие эксплуатационные затраты (включая энергию и обслуживание) оказались заметно ниже — это дало снижение совокупных годовых затрат.На блок газофракционирования комплекса газоразделения и стабилизации бензина нефтеперерабатывающего предприятия для разделения углеводородов поступает смесь конденсата высокого давления (КВД) и широкой фракции лёгких углеводородов (ШФЛУ), различающихся по углеводородному составу. КВД содержит значительное количество тяжёлых компонентов (до 22% масс. фракции C6+), в то время как ШФЛУ представлена преимущественно бутанами (до 63% масс. нормального-бутана). Такое сочетание создаёт сложную для разделения многокомпонентную систему, требующую высокой эффективности ректификации.
Анализ промышленного состава потоков показал, что в технологической схеме разделение компонентов осуществляется неполностью: диапазоны кипения фракций пересекаются, в результате формируются смешанные продукты (СПБТ), что препятствует получению товарных фракций требуемой чистоты.
Недостаточная эффективность разделения обусловлена как ограниченной разделяющей способностью колонн, так и тепловыми потерями между аппаратами двухколонной системы. Это приводит к росту энергопотребления, необходимости в дополнительных циклах орошения и рециркуляции, а также снижает экономическую целесообразность выделения отдельных фракций для коммерческой реализации.
Цель работы — повышение чёткости разделения углеводородов и энергетической эффективности блока газофракционирования за счёт внедрения технологии колонны с разделительной стенкой DWC вместо существующей двухколонной схемы с обеспечением требований технических условий к качеству получаемых фракций.
2. Методы и принципы исследования
Исследование работы рассматриваемого блока и его достигаемых показателей проводили с использованием программной среды Aspen HYSYS. Модель блока газофракционирования с учетом данных на типовое технологическое оборудование и параметров технологического режима показана на рисунке 1. Модель адекватно рассчитывает показатели работы блока, в частности погрешность описания энергетических параметров составляет величину менее 1,4%.
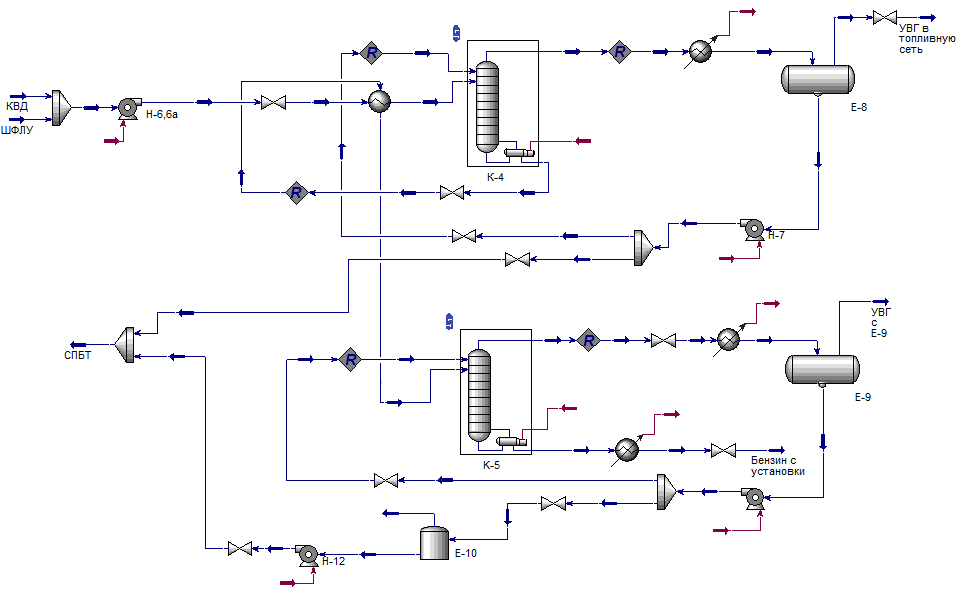
Рисунок 1 - Технологическая схема блока газофракционирования
На блок газофракционирования поток КВД поступает с блока компримирования и очистки газов в полном объеме. ШФЛУ после щелочной очистки частично направляется на переработку, смешиваясь с КВД, а основная часть откачивается в товарный парк с последующей ее коммерческой реализацией.
В таблице 1 представлен усредненный углеводородный состав сырьевых фракций, которые после смешения поступают на разделение углеводородов в колонну К-4.
Таблица 1 - Усредненный углеводородный состав сырьевых фракций
Наименование компонента | Наименование сырья | |
КВД, % масс. | ШФЛУ, % масс. | |
Метан | 0,04 | 0,05 |
Этан | 0,95 | 1,34 |
Пропен | 4,09 | 0,00 |
Пропан | 9,27 | 15,88 |
Изобутан | 15,58 | 17,79 |
Нормальный бутан | 22,03 | 63,43 |
Сумма бутенов | 7,83 | 0,07 |
Изопентан | 14,88 | 1,10 |
Нормальный пентан | 3,15 | 0,33 |
Сумма пентенов | 0,01 | 0,00 |
Сумма С6+ | 22,17 | 0,01 |
Итого | 100,00 | 100,00 |
В таблице 2 приведен рассчитанный компонентный состав пропан-пропиленовой и бутан-бутиленовой фракций до их смешения, и газового бензина.
Анализ компонентного состава сырья и продуктов рассматриваемого блока газофракционирования показывает, что действующая двухколонная система установки не обеспечивает требуемой глубины и чёткости разделения углеводородных фракций. Пропан-пропиленовая фракция содержит значительное количество бутанов (до 58% масс.) и более тяжёлых углеводородов более 5%масс. (выделено шрифтом). Бутан-бутиленовая фракция загрязнена пентанами и более тяжёлыми углеводородами до 40% масс, что также указывает на недостаточную эффективность массообмена и неполное разделение потоков по летучести. Газовый бензин, напротив, содержит примеси лёгких компонентов (бутанов и бутиленов), что снижает его стабильность и усложняет последующую переработку. Такое наложение фракций объясняет количественный отбор, не соответствующий их потенциальному содержанию в разделяемой смеси (рисунок 2).
Таблица 2 - Компонентный состав пропан-пропиленовой, бутан-бутиленовой и бензиновой фракций
Наименование компонента | Наименование продукции | ||
ППФ, % масс. | ББФ, % масс. | Бензин, % масс. | |
Метан | 0,00 | 0,00 | 0,00 |
Этан | 0,35 | 0,95 | 0,00 |
Пропен | 8,24 | 4,09 | 0,00 |
Пропан | 18,86 | 9,27 | 0,00 |
Изобутан | 32,39 | 15,58 | 0,55 |
Нормальный бутан | 25,41 | 22,03 | 3,40 |
Сумма бутенов | 3,89 | 7,83 | 0,11 |
Изопентан | 2,39 | 14,88 | 23,25 |
Нормальный пентан | 0,32 | 3,15 | 6,81 |
Сумма пентенов | 2,72 | 0,01 | 0,84 |
Сумма С6+ | 0,00 | 22,17 | 65,04 |
Итого | 100,00 | 100,00 | 100,00 |
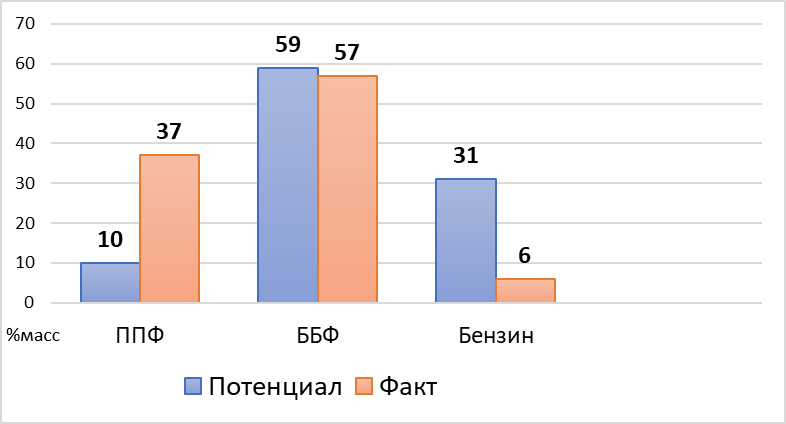
Фракции разделяемой смеси:
потенциал - потенциальное содержание; факт - фактический отбор
3. Основные результаты
Низкая чёткость разделения ППФ и БФФ является некритичной для случая их последующего смешения (схема на рисунке 1), однако при рассмотрении вопроса коммерческой реализации в виде отдельных фракций требуется оптимизация технологического процесса и его аппаратурного оформления.
С целью совершенствования рассматриваемого блока предлагается технологическая схема с включением в неё колонны DWC (рисунок 3, рисунок 4).
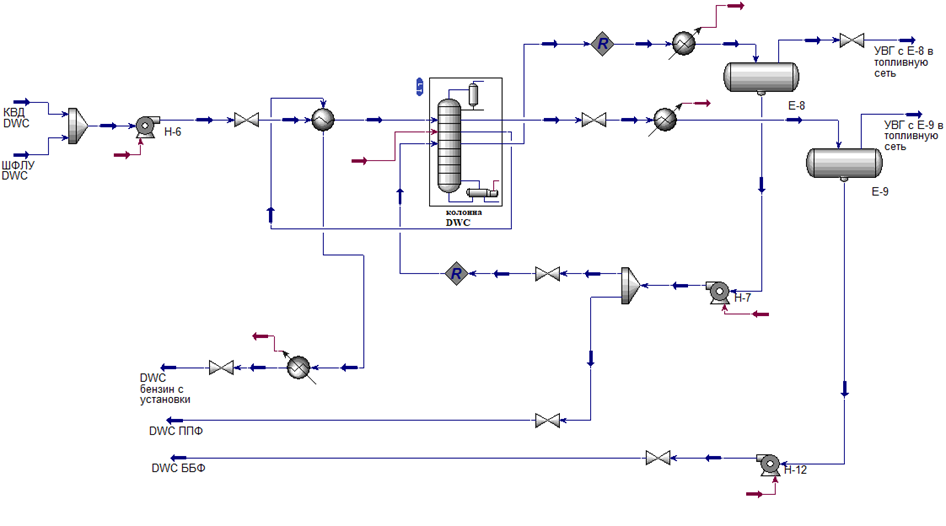
Рисунок 3 - Предлагаемая схема блока газофракционирования с колонной DWC
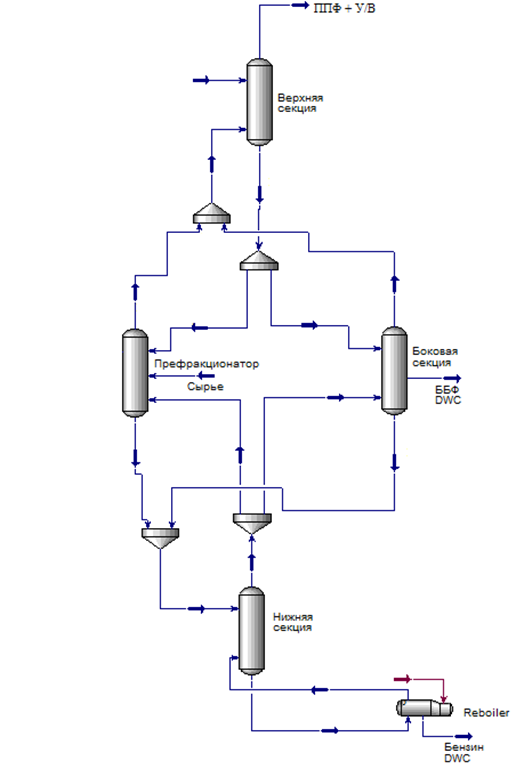
Рисунок 4 - Эквивалентная схема предлагаемой колонны DWC
Таблица 3 - Технологические режимы аппаратов К-4, К-5 и колонны DWC
Параметры | Типовая схема — колонна К-4 | Типовая схема — колонна К-5 | Колонна DWC |
Температура конденсатор/ребойлер, °С | 56/95 | 92/147 | 28/146 |
Давление верх/куб, кгс/см2 | 12,0/12,5 | 8,0/8,3 | 12,0/12,6 |
Флегмовое число | 0,84 | 0,5 | 0,9 |
Отбор ППФ факт/потенциал, %масс. | 37/10 | - | 10/10 |
Отбор ББФ факт/потенциал, %масс. | - | 57/59 | 59/59 |
Отбор бензина факт/потенциал, %масс. | - | 6/31 | 31/31 |
Компонентный состав получаемых фракций
Наименование компонента | Наименование продукции | ||
ППФ, % масс. | ББФ, % масс. | Бензин, % масс. | |
Метан | 0,09 | 0,00 | 0,00 |
Этан | 5,13 | 0,00 | 0,00 |
Пропен | 23,33 | 0,10 | 0,00 |
Пропан | 71,45 | 3,13 | 0,00 |
Изобутан | 0,00 | 28,24 | 0,01 |
Нормальный бутан | 0,00 | 55,12 | 0,89 |
Сумма бутенов | 0,00 | 10,82 | 0,02 |
Изопентан | 0,00 | 2,39 | 33,88 |
Нормальный пентан | 0,00 | 0,20 | 8,00 |
Сумма пентенов | 0,00 | 0,00 | 0,02 |
Суммы С6 + | 0,00 | 0,00 | 57,18 |
Итого | 100,00 | 100,00 | 100,00 |
Результаты расчетов показывают, что применение DWC-технологии существенно повышает чистоту целевых продуктов по сравнению с традиционной двухколонной схемой, показатели работы которой приведены в таблице 2. В DWC-колонне удаётся практически полностью вывести бутановые компоненты из ППФ: в составе пропан-пропиленовой фракции отсутствуют изо- и н-бутан (0,00% масс.), а основную её массу составляют пропан и пропилен (в сумме более 94%) при незначительных примесях метана и этана. Аналогичная картина наблюдается для бутан-бутиленовой фракции. DWC-колонна обеспечивает практически чистый выход С4-фракции — содержание пентановых и более тяжёлых углеводородов снижаются до ~2,6% масс. (было до 40% масс.).
Таким образом, разделение фракций в системе с DWC существенно превосходит по качеству традиционную схему, позволяя получать более чистые ППФ и ББФ без взаимных наложений.
Для рассматриваемых технологических схем (рисунок 1 и рисунок 3) количественное распределение фракций также заметно отличается. В действующей двухколонной системе большая часть углеводородов выходит с фракциями ППФ и ББФ (94%масс.), тогда как тяжелый (C5+) продукт имеет небольшой выход (6%масс.), составляющий 19,4%масс. от номинального количества бензина. При переходе к DWC-схеме достигается номинальный выход фракций (рисунок 2). В частности, отбор пропан-пропиленовой фракции уменьшается в ~3,8 раз, что обусловлено переносом части компонентов, ранее входивших в ППФ (бутанов и тяжелых углеводородов), в другие продуктовые потоки. Выход бутан-бутиленовой фракции увеличился на 0,7% масс., то есть практически остался на уровне исходной системы. Нижний продукт (фракция C5+) заметно увеличивается до номинального значения, то есть почти в 5 раз по сравнению с двух колонным (типовым) вариантом.
Эта перестройка материального баланса свидетельствует о более полном извлечении тяжелых компонентов в отдельные целевые потоки. В результате DWC-схема распределяет углеводородное сырье более рационально: лёгкие фракции (С3 и С4) выделяются в виде относительно чистых продуктов, а тяжелые углеводороды (C5 и выше) концентрируются в газовом бензине для дальнейшей переработки.
Важнейшим технико-экономическим показателем функционирования ректификационной схемы является потребление энергии — тепловой (на ребойлерах), холодильной (на водяных холодильниках) и электроэнергии. Система с DWC демонстрирует кардинальное улучшение по энергопотреблению. Рассчитанный суммарный расход тепловой энергии, требуемой для разделения в колонне DWC, снижается и экономия тепла составляет около 39% относительно базового варианта. Потребность в холодильной мощности уменьшается на ~9%. Сокращение энергозатрат объясняется выводом из схемы кипятильника/конденсатора и другого дополнительного оборудования второго колонного блока и более эффективным тепловым распределением внутри колонны DWC. В результате DWC-схема превосходит двух колонную систему не только по чёткости разделения, но и по энергетической эффективности.
Для оценки показателей работы колонны в стационарном состоянии в зависимости от изменения состава сырья проведен вычислительный эксперимент, в котором варьировалось соотношение КВД/ШФЛУ при максимальной регламентной загрузке и ранее принятых геометрических размерах аппарата. Для повышения устойчивости колонны и поддержания качественных показателей получаемой продукции предусмотрено два узла ввода сырья в нижнюю и центральную части секции префракционатора.
В таблице 5 представлены рассчитанные режимы работы колонны DWC при различных составах сырья.
Таблица 5 - Рассчитанные режимы работы колонны DWC
при различных составах сырья
Параметры | Соотношение состава сырья КВД/ШФЛУ | ||||
1/0 | 0,75/0,25 | 0,5/0,5 | 0,25/0,75 | 0/1 | |
Температура конденсатор/ребойлер, °С | 28/160 | 28/151 | 29/151 | 29/151 | 28/86 |
Давление верх/куб, кгс/см2 | 12,0/12,6 | 12,0/12,6 | 12,0/12,6 | 12,0/12,6 | 12,0/12,6 |
Флегмовое число | 0,9 | 0,9 | 1 | 1 | 1 |
Соотношение подачи сырья в центральную и нижнюю части префракционатора | 1/0 | 0,8/0,2 | 0,8/0,2 | 0,8/0,2 | 1/0 |
УВГ, кг/ч | 559 | 518 | 520 | 588 | 384 |
Выход ППФ, кг/ч | 1644 | 1748 | 1784 | 1630 | 2363 |
Выход ББФ, кг/ч | 7591 | 9093 | 10628 | 12342 | 13253 |
Выход бензина, кг/ч | 6206 | 4641 | 3068 | 1510 | - |
Затраты тепловой энергии DWC/промсхема, кВт | 2034/2884 | 2286/3035 | 2298/3166 | 2102/3271 | 1980/- |
Затраты на охлаждение DWC/промсхема, кВт | 1864/2062 | 2134/2055 | 2094/2014 | 1963/1858 | 1836/- |
В таблицах 6,7,8 сведены компонентные составы получаемых фракций.
Компонентный состав пропан-пропиленовой фракции
Наименование компонента | Соотношение состава сырья КВД/ШФЛУ | ||||
1/0 | 0,75/0,25 | 0,5/0,5 | 0,25/0,75 | 0/1 | |
Метан, % масс | 0,08 | 0,09 | 0,09 | 0,09 | 0,11 |
Этан, % масс | 4,90 | 5,33 | 5,83 | 6,34 | 6,45 |
Пропен, % масс | 29,81 | 21,18 | 13,08 | 6,57 | 0,01 |
Пропан, % масс | 65,21 | 73,41 | 80,98 | 86,92 | 93,36 |
Изобутан, % масс | 0,00 | 0,00 | 0,02 | 0,07 | 0,06 |
Нормальный бутан, % масс | 0,00 | 0,00 | 0,00 | 0,01 | 0,01 |
Сумма бутенов, % масс | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
Изопентан, % масс | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
Нормальный пентан, % масс | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
Сумма пентенов, % масс | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
Суммы С6 +, % масс | 0,04 | 0,00 | 0,00 | 0,00 | 0,00 |
Итого | 100,00 | 100,00 | 100,00 | 100,00 | 100,00 |
Компонентный состав бутан-бутиленовой фракции
Наименование компонента | Соотношение состава сырья КВД/ШФЛУ | ||||
1/0 | 0,75/0,25 | 0,5/0,5 | 0,25/0,75 | 0/1 | |
Метан, % масс | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
Этан, % масс | 0,00 | 0,02 | 0,02 | 0,02 | 0,00 |
Пропен, % масс | 0,15 | 0,26 | 0,19 | 0,10 | 0,00 |
Пропан, % масс | 1,09 | 1,36 | 1,92 | 3,88 | 0,10 |
Изобутан, % масс | 32,83 | 28,41 | 25,20 | 22,51 | 21,63 |
Нормальный бутан, % масс | 45,99 | 56,65 | 64,16 | 68,85 | 76,87 |
Сумма бутенов, % масс | 16,49 | 10,63 | 6,42 | 3,22 | 0,85 |
Изопентан, % масс | 3,25 | 2,46 | 1,89 | 1,21 | 0,13 |
Нормальный пентан, % масс | 0,20 | 0,20 | 0,20 | 0,20 | 0,40 |
Сумма пентенов, % масс | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
Суммы С6 +, % масс | 0,00 | 0,00 | 0,00 | 0,01 | 0,01 |
Итого | 100,00 | 100,00 | 100,00 | 100,00 | 100 |
Компонентный состав бензина
Наименование компонента | Соотношение состава сырья КВД/ШФЛУ | ||||
1/0 | 0,75/0,25 | 0,5/0,5 | 0,25/0,75 | 0/1 | |
Метан, % масс | 0,00 | 0,00 | 0,00 | 0,00 | - |
Этан, % масс | 0,00 | 0,00 | 0,00 | 0,00 | - |
Пропен, % масс | 0,00 | 0,00 | 0,00 | 0,00 | - |
Пропан, % масс | 0,00 | 0,00 | 0,00 | 0,00 | - |
Изобутан, % масс | 0,01 | 0,01 | 0,01 | 0,01 | - |
Нормальный бутан, % масс | 0,54 | 0,84 | 1,19 | 1,48 | - |
Сумма бутенов, % масс | 0,02 | 0,02 | 0,01 | 0,01 | - |
Изопентан, % масс | 34,38 | 33,75 | 32,55 | 30,42 | - |
Нормальный пентан, % масс | 7,88 | 8,04 | 8,38 | 9,34 | - |
Сумма пентенов, % масс | 0,02 | 0,02 | 0,02 | 0,02 | - |
Суммы С6 +, % масс | 57,15 | 57,33 | 57,83 | 58,72 | - |
Итого | 100,00 | 100,00 | 100,00 | 100,00 | - |
Получаемая продукция характеризуется высокой гибкостью состава в зависимости от соотношения КВД/ШФЛУ. Пропан-пропиленовая фракция изменяется от пропилен-содержащего нефтехимического сырья (до ~30% пропена) до практически чистого пропана, пригодного для товарной реализации. Бутан-бутиленовая фракция при высоком содержании КВД содержит значительное количество бутенов и может использоваться как нефтехимическое сырьё, тогда как при увеличении доли ШФЛУ формируется преимущественно товарный бутан. Бензиновая фракция (С5+) отличается стабильным составом с преобладанием углеводородов С6+ и может использоваться как компонент автобензинов или сырьё для дальнейшей переработки. При соотношении КВД/ШФЛУ = 0/1 содержание С5+ в сырье становится недостаточным для формирования отдельного бензинового потока, вследствие чего колонна функционирует в двухпродуктовом режиме с получением ППФ и ББФ.
Пуск колонны с разделительной стенкой осуществляется в двухпродуктовом режиме (дистиллят — куб), аналогично традиционной ректификационной колонне. После стабилизации температурного и гидравлического режимов, а также состава потоков производится включение в работу бокового отбора. Такой подход обеспечивает устойчивость процесса и упрощает его регулирование на начальном этапе эксплуатации.
Особенностью управления колонной DWC является наличие дополнительных степеней свободы, связанных с распределением потоков между секциями и регулированием бокового отбора. Ключевыми регулируемыми параметрами являются флегмовое число, тепловая нагрузка ребойлера, а также соотношение жидкостных и паровых потоков между секциями. Поддержание стабильного температурного и концентрационного профилей требует координированного регулирования нескольких контуров, что усложняет систему управления по сравнению с традиционными колоннами, однако обеспечивает более высокую энергоэффективность процесса.
Выше показано, что в целом колонна DWC обеспечивает устойчивую работу в широком промышленном диапазоне изменения состава сырья, позволяя варьировать режим функционирования и товарную направленность продукции без изменения конструктивных характеристик аппарата. В этой связи для её управления могут быть использованы описанные в литературе системы регулирования
, , .Можно отметить, что экономический эффект предлагаемой схемы с колонной DWC проявляется в снижении эксплуатационных затрат и повышении выхода ценных продуктов. Сокращение тепловой нагрузки на 39% ведёт к эквивалентному снижению расхода топлива в ребойлере и затрат на охлаждение, что непосредственно улучшает экономические показатели процесса. Известно, что на практике внедрение DWC-колонн позволяет снизить операционные затраты на ~35–40% и сократить капитальные вложения на 25–35% за счёт уменьшения числа аппаратов. Текущие расчеты подтверждают этот тренд: единая DWC-колонна потребляет существенно меньше энергии, а отсутствие второй колонны подразумевает уменьшение объёмов обслуживания и ремонтов. Помимо энергосбережения, в рассматриваемом случае DWC-технология повысила извлечение тяжелых углеводородов в отдельный поток (газовый бензин), что открывает дополнительную возможность для более полной переработки сырья внутри предприятия, и тем самым повышая конкурентоспособность установки.
4. Обсуждение
Для рассматриваемого блока газофракционирования внедрение предлагаемой схемы с DWC не будет сопровождаться принципиальными производственными трудностями. Одна из причин использовать предлагаемую технологию DWC — возможность раздельного получения пропан-пропиленовой и бутан-бутиленовой фракций достаточной чистоты для их коммерческой реализации. В существующей конфигурации блока низкая чистота ППФ и ББФ в двухколонной системе фактически исключала их продажу по отдельности без дополнительной очистки. Результаты вычислительного эксперимента показали, что с помощью DWC-колонны данные фракции могут быть получены с существенно лучшим качеством и количеством. В частности, пропан-пропиленовый поток содержит ~95% С3-углеводородов и минимальное количество примесей C4 и тяжелее, что соответствует действующим стандартам на сжиженный нефтяной газ пропановой фракции. Бутановый продукт из DWC также практически не содержит посторонних компонентов (присутствие пентанов <3%) и удовлетворяет требованиям к товарной бутановой фракции. Таким образом, при реализации DWC-схемы появляется техническая возможность отгружать пропан-пропиленовую и бутан-бутиленовую фракции как отдельные товарные продукты.
Экономическая целесообразность разделения рассматриваемых потоков зависит от рыночных условий и внутренних задач предприятия. Раздельная продажа ППФ и ББФ может предоставить дополнительную выручку, поскольку эти фракции ценны как нефтехимическое сырье и компонент моторного топлива. Пропан-пропиленовая фракция может быть использована, например, для производства полипропилена или в качестве реактанта при алкилировании, тогда как бутан-бутиленовая — для производства метил-трет-бутилового эфира (МТБЭ), алкилата или прямой продажи в баллонах как сжиженный углеводородный газ (СУГ). Поэтому разделение способно повысить суммарную стоимость продуктов. С другой стороны, переход к коммерческой реализации отдельных фракций потребует затрат — организационных (создание инфраструктуры хранения и отгрузки, адаптация технологии под товарные стандарты) и потенциально капитальных (модернизация оборудования для поддержания стабильного товарного качества, например, дополнительной осушки или очистки газов). Необходимо учесть и относительно небольшой выход пропан-пропиленовой фракции, достаточный для продажи, но требующий оценки логистической эффективности.
5. Заключение
На основе полученных данных можно заключить, что раздельное получение ППФ и ББФ в схеме с использованием DWC-колонны технологически осуществимо и экономически оправдано, а внедрение предлагаемой схемы с DWC не будет сопровождаться принципиальными производственными трудностями. Применение DWC обеспечивает достижение фракционных характеристик ППФ и ББФ, удовлетворяющих требованиям к товарным продуктам, что позволит реализовать их и компенсировать дополнительные издержки.
Существенным источником эффективности предлагаемой схемы также является снижение эксплуатационных энергозатрат. За счёт интеграции процессов испарения и конденсации внутри одной колонны, исключения межколонных теплопотерь и оптимизации внутреннего распределения потоков тепловая нагрузка уменьшается на 39%, что сопровождается сокращением расхода пара, охлаждающей воды и электроэнергии.
Предлагаемое использование колонны с разделительной стенкой в блоке газофракционирования нефтеперерабатывающего предприятия является экономически обоснованным, быстро окупаемым и стратегически выгодным решением. Проект обеспечивает не только улучшение технологических параметров разделения углеводородов, но и значительное повышение доходности и энергоэффективности установки.