A study of the dependence of the wear resistance of ultrasonic waveguides during the welding of glass-filled polypropylene on the material of the protective coating on the working surface of the sonotrode
A study of the dependence of the wear resistance of ultrasonic waveguides during the welding of glass-filled polypropylene on the material of the protective coating on the working surface of the sonotrode

Abstract
The relevance of this research is due to the wide range of applications for glass-filled polypropylene in modern industry and the pressing need to improve the durability of ultrasonic waveguides, which are key components in the welding process. Tool wear significantly affects the quality of welded joints, which, in turn, can lead to reduced productivity and increased costs. Despite the significance of this problem, research into the development and application of protective coatings for ultrasonic waveguides remains insufficiently in-depth and comprehensively studied.
This article is devoted to a complex analysis of the influence of various types of protective coatings on the wear resistance of ultrasonic waveguides during the welding of glass-filled polypropylene. As part of the study, systematic experiments were carried out using a specialised ultrasonic welding system consisting of a UZG2-1/30 generator and a series of titanium waveguides coated with aluminium, nickel, tungsten, cobalt, chromium and other materials.
During the experimental work, the relationship between the wear area of waveguides and their service life was studied in detail. Particular attention was paid to analysing the microstructure and elemental composition of the tool’s near-surface layers. The obtained data made it possible to identify the most effective coatings, which provide maximum protection for waveguides against wear.
The results of the study showed that chromium- and cobalt-based coatings demonstrate the lowest wear area compared to other materials. These coatings exhibit high resistance to structural changes, which contributes to a significant increase in the service life of ultrasonic waveguides. This fact is confirmed by the results of microstructural analysis and elemental composition of the studied samples.
Thus, the results of this study represent an important contribution to the development of ultrasonic welding technologies for glass-filled polypropylene and can be used to develop new, more durable and effective protective coatings for ultrasonic waveguides.
1. Введение
Полипропилен — это один из самых популярных термопластичных материалов, который широко используется в промышленности. Для соединения изделий из этого материала часто применяется метод ультразвуковой сварки
, . Полипропилен, наполненный стекловолокном, представляет собой улучшенную разновидность полипропилена, в которую после полимеризации добавляют стекловолокно. Волокна равномерно распределяются в структуре полимера, значительно улучшая его свойства. Стеклонаполненный полипропилен находит применение практически во всех областях, где требуются материалы с высокими показателями прочности, ударной вязкости и износостойкости , .Ультразвуковая сварка стеклонаполненного полипропилена широко применяется в промышленности, однако рабочие поверхности волноводов подвержены интенсивному износу, что приводит к ухудшению качества сварных соединений. Существующие методы защиты инструмента не обеспечивают достаточной долговечности, что создает противоречие между растущими требованиями к надежности сварочных процессов и ограниченной стойкостью материалов волноводов
, .Несмотря на активное использование ультразвуковой сварки, вопросы выбора оптимальных защитных покрытий для волноводов остаются малоизученными. В научной литературе отсутствуют систематические исследования, сравнивающие эффективность различных материалов покрытий. Кроме того, имеются противоречия в данных о влиянии структуры и состава покрытий на их износостойкость. Это указывает на необходимость углубленного изучения данной проблемы для разработки решений, способных повысить ресурс сварочного инструмента.
В процессе сварки ультразвуковые волноводы могут изнашиваться, что приводит к изменению формы сварного соединения и, как результат, к снижению прочности соединения. Даже небольшое повреждение поверхности волновода может привести к деформации сварного соединения, что негативно влияет на его качество
, .Материалы для покрытия, которые могли бы обеспечить наиболее эффективную защиту волноводов от износа, в научной литературе всё ещё не исследованы в должной мере. Это может быть обусловлено различными факторами, такими как сложность исследования, отсутствие необходимых технологий или ограниченный доступ к информации. Тем не менее, это имеет важное значение для развития различных отраслей промышленности
, .Цель исследования — повышение износостойкости ультразвукового инструмента при сварке полипропилена, путем нанесения защитного покрытия на торец сварочного волновода.
2. Методы и принципы исследования
Ультразвуковая сварка образцов была осуществлена с применением специализированного технологического комплекса для ультразвуковой сварки пластмасс, включающего высокопроизводительное устройство для сварки и ультразвуковой генератор УЗГ2-1/30. Данный комплекс обеспечивает точное и надежное соединение материалов посредством высокочастотных ультразвуковых колебаний.
Устройство для ультразвуковой сварки состоит из ультразвуковой колебательной системы (УЗКС), интегрированной в металлическую гильзу. УЗКС включает магнитострикционный преобразователь и ультразвуковой волновод, который разделен на бустер, жестко соединенный с торцом преобразователя, и сонотродом с рабочим торцом, передающим колебания максимальной амплитуды в свариваемый материал , .
В рамках данной работы была использована ультразвуковая колебательная система, оснащенная специализированным излучателем, выполненным в виде магнитострикционного преобразователя с сечением 26x26 мм и резонансной расчетной частотой 30 кГц. Конструкция излучателя обеспечивает оптимальные условия для генерации ультразвуковых волн с высокой степенью эффективности.
Бустер и волновод данной колебательной системы изготовлены из высококачественного титанового сплава ВТ3-1, обладающего превосходными механическими свойствами, включая высокую прочность и коррозионную стойкость. Это позволяет обеспечить долговечность и надежность работы всей системы в различных эксплуатационных условиях.
Общий коэффициент усиления амплитуды ультразвуковой колебательной системы составляет 3, что свидетельствует о высокой эффективности преобразования энергии и позволяет достигать требуемых параметров ультразвукового воздействия.
Для обеспечения структурной целостности и стабильности всей конструкции каждый элемент колебательной системы был тщательно стянут при помощи титановых шпилек диаметром 10 мм, изготовленных из сплава ВТ3-1. Это решение способствует минимизации вибрационных нагрузок и обеспечивает равномерное распределение механических напряжений, что является критически важным для поддержания оптимальной работоспособности системы , .
Сонотрод представляет собой ступенчатый цилиндрический стержень с радиальными переходами и торцом с радиальной проточкой, и наконечником. Данная конструкция сонотрода оптимизирована для сварки пинов диаметром 16 мм (рис. 1)
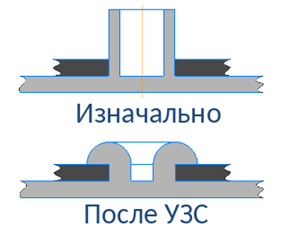
Схема формирования сварочной точки
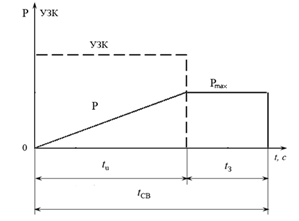
Рабочий цикл УЗС «статическое давление – ультразвук»
Рст – статическое давление; УЗК – ультразвуковые колебания; tu – время воздействия УЗК; tз – время задержки снятия статического давления; tсв – время сварки
– включение УЗК;
– приложение постепенно возрастающего давления P, до Pmax = 4,0±0,1 кгс/м2 одновременно со сваркой;
– выключение УЗК через время tu=3 с.;
– выдержка образца сварного соединения под давлением Pmax в течение 3 с.;
– снятие статического давления Pст.
Режим УЗС: выходная мощность генератора 1000±10 Вт, амплитуда и частота колебаний 67±3 мкм и 30500±150 Гц, соответственно, сила прижатия рабочего торца сварочного инструмента (СИ) к образцам прикладывалась в направлении, перпендикулярном плоскости их разъема, и поддерживалась в пределах 4,0±0,1 кгс/м2 при помощи пневматического привода , . Материал волноводов — титан ВТ3-1, материал детали, находящейся в контакте с волноводом — полипропилен PP25 (добавка стекловолокна 25%). Во время цикла сварки крайняя часть волновода обдувалась сжатым воздухом при температуре 22±2. Время воздействия ультразвука на зону сварки устанавливали по таймеру генератора равному 3 с. Результат износа снимали примерно каждый 1 час подачи ультразвука, что соответствует 1200 сварочным циклам , .
Для исследования были выбраны следующие покрытия:
– сплав на основе алюминия;
– сплав алюминия и магния;
– сплав на основе никеля;
– сплав на основе вольфрама;
– твердый сплав;
– сплав на основе кобальта;
– сплав на основе хрома.
Выбор перечисленных покрытий был обусловлен физико-механическими свойствами материалов, такими как: усталостная прочность, теплоотдача, скорость звука в материале, а также возможность нанесения покрытия на титан , . Толщина нанесения каждого покрытия соответствовала 10±2 мкм. Данный диапазон выбран на основе результатов предварительных экспериментов:
1) при толщине менее 6 мкм покрытие полностью разрушалось после 2 часов работы (2400 циклов);
2) при толщине более 14 мкм наблюдалось отслоение покрытия из-за роста внутренних напряжений и снижения акустической проводимости.
Исследование влияния толщины на износостойкость показало, что оптимальный интервал 8…12 мкм обеспечивает минимальный износ и отсутствие адгезии полимера. Результат нанесения всех защитных покрытий представлен на рисунке 3.

Торцы волноводов с нанесенным покрытием сплавов на основе
А – алюминий, Б – алюминий и магний, В – никель, Г – вольфрам, Д – твердый сплав, Е – кобальт, Ж – хром
Для каждого типа покрытия использовалось по 5 образцов (n = 5) при идентичных режимах сварки. Результаты обработаны по ГОСТ 14359-1969 с использованием ПО STATISTICA. Дисперсия выборок (S²) варьировалась от 0,008 до 0,027 мм⁴. Статистически значимые различия (p < 0,05) зафиксированы между группами покрытий после 3 часов эксплуатации. Измерение площади износа рабочего торца сонотрода выполняли с помощью оптического цифрового микроскопа. Площадь износа определялась методом пороговой сегментации изображения с последующим автоматическим расчётом в программном обеспечении микроскопа. Погрешность метода не превышала ±3,5% (относительная)
Параллельно с измерением износа проводили испытания сварных точек на отрыв (по ГОСТ Р 55142-2012). Установлено:
– при площади износа волновода 0…0,2 мм² (новый инструмент) усилие отрыва составляло 435 ± 12 Н;
– при площади износа 0,5…0,7 мм² (после 3 часов работы) усилие отрыва снижалось до 310 ± 15 Н (≈71% от исходного);
– при площади износа >1,2 мм² (после 5 часов работы) усилие отрыва падало до 210 ± 10 Н (<50% от исходного), при этом доля пластического разрушения по ГОСТ Р 58121.3-2018 снижалась с 90% до 50%, фиксировались несплошности.
На основании проведённых измерений (площадь износа, усилие отрыва, микроструктурный анализ) для сравнительной оценки эффективности защитных покрытий в настоящей работе были приняты три интегральных критерия:
1. Устойчивость к образованию очагов износа: способность материала противостоять истиранию и механическим повреждениям. Это важно для материалов, используемых в условиях высокой нагрузки и постоянного контакта с другими поверхностями. Например, в автомобильной промышленности это качество обеспечивает долговечность деталей и снижает необходимость в частом ремонте или замене.
2. Отсутствие адгезии полимера: полимер не прилипает к другим материалам. Это может быть полезно в ситуациях, когда необходимо предотвратить взаимодействие полимера с поверхностью, например, в упаковке, где нужно, чтобы материал не приклеивался к продукту.
3. Срок службы до потери работоспособности: время, в течение которого материал сохраняет свои функциональные свойства и не теряет эффективности. Этот показатель зависит от множества факторов, включая условия эксплуатации, качество материала и наличие защитных покрытий.
3. Основные результаты
В качестве ключевого параметра для анализа был выбран показатель площади износа на плоскости рабочего торца сонотрода, что обусловлено его значимостью для оценки эксплуатационных характеристик ультразвукового оборудования , . На рисунке 4 представлены результаты экспериментального исследования, демонстрирующие зависимость площади износа от времени эксплуатации ультразвукового оборудования при различных типах исследуемых покрытий. Эти данные позволяют провести сравнительный анализ стойкости покрытий к абразивному износу в условиях интенсивной ультразвуковой обработки.
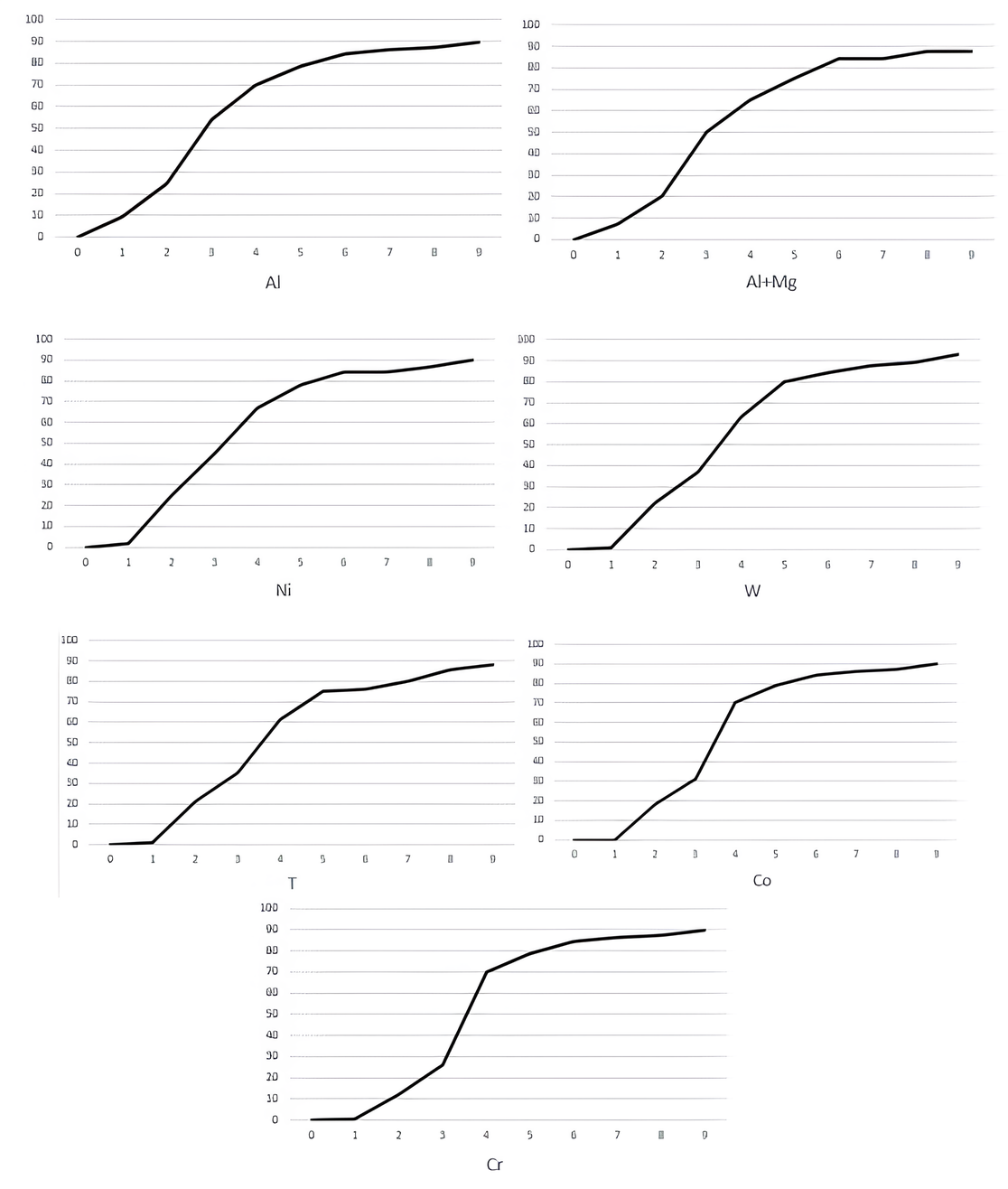
Графики зависимости площади износа (мм2) от времени беспрерывной работы сонотрода (ч) для различных материалов покрытий
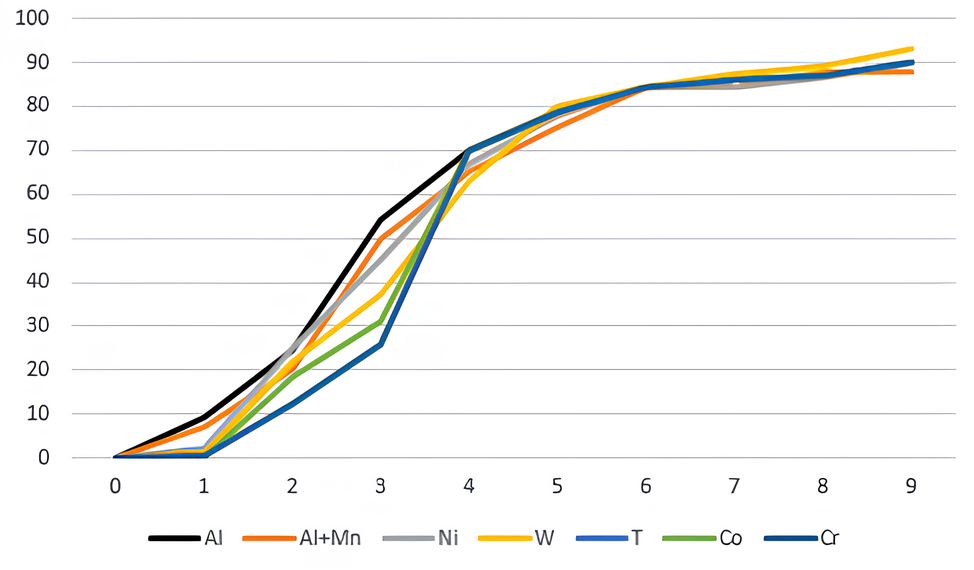
Совмещение графиков зависимости площади износа (мм2) от времени беспрерывной работы сонотрода (ч)
Анализ устойчивости различных покрытий к износу выявил значительные различия в их эксплуатационных характеристиках. Покрытия из алюминия и никеля продемонстрировали самые низкие показатели износостойкости, что обусловлено их физико-химическими свойствами и недостаточной адгезией к основному материалу. Покрытия из вольфрама и твердых сплавов проявили интересную аномалию: при длительной эксплуатации к ним начинает прилипать полимерный материал, что приводит к деградации сварного соединения и ухудшению прочностных характеристик покрытия.
Оптимизация параметров нанесения покрытий позволила выявить наиболее перспективные материалы. Покрытие на основе кобальта и хрома показало наилучшие результаты, демонстрируя минимальную площадь износа в течение первых 4 часов эксплуатации (4800 циклов). Это делает его оптимальным выбором для приложений, требующих высокой износостойкости в краткосрочной перспективе
4. Обсуждение
Для обоснования полученного результата было проведено дополнительное исследование приповерхностных слоёв образцов волноводов из сплава на основе титана.
В рамках этого исследования проводился анализ микроструктуры и элементного состава приповерхностного слоя титановых волноводов после длительной работы по ультразвуковой сварке. Для анализа использовался методом растровой электронной микроскопии .
В результате анализа был выявлен следующий вывод: ультразвуковая сварка волноводов из титана приводит к значительным изменениям в их структуре и составе. Исходный материал соответствует требованиям ГОСТ, но контактная часть после сварки демонстрирует неоднородное распределение элементов, включая повышенную концентрацию углерода и кислорода, что связано с неравномерным тепловым и механическим воздействием , . В приповерхностном слое обнаружены дефекты в виде пор, а защитное покрытие осталось неизменным. Структура сплава изменилась: зёрна фрагментировались, образовались кристаллиты размером около 50 нанометров с повышенной плотностью дефектов. На поверхности образца выявлен аморфный слой толщиной около 4 мкм, обогащённый углеродом, кислородом и кремнием.
Дополнительно обозначим, что стоимость нанесения покрытия на один сонотрод (хром/кобальт, толщина 10±2 мкм) составляет 2390 руб. (включая подготовку поверхности и напыление). Без покрытия ресурс сонотрода из титана ВТ3-1 при сварке стеклонаполненного ПП составляет ≈3600 циклов (3 часа) до недопустимого износа (>1,0 мм²). С покрытием хром/кобальт ресурс увеличивается до ≈7200 циклов (6 часов) при площади износа <0,5 мм². Стоимость изготовления нового сонотрода — 11400 руб. Экономия на 6 часах работы: количество замен инструмента без покрытия — 2 раз (2×11400 = 22800 руб.), с покрытием — 1 раз (11400 + 2390 = 13790 руб.). Чистая экономия на одном инструменте за 6 часов сварки составляет 22800– 13790 = 9010 руб. В пересчёте на годовую эксплуатацию (88740 циклов) экономия от применения покрытия хром/кобальт достигает ≈ 111 048 руб. на один инструмент (без учёта сокращения простоев и брака).
Так как защитные покрытия на основе кобальта и хрома наиболее эффективно препятствуют структурным изменениям, они показывают наилучшее повышение износостойкости. Расчёт годового экономического эффекта в расчёте на один сонотрод показал, что применение хромового или кобальтового покрытия обеспечивает экономию около 100 тыс. рублей в год по сравнению с сонотродом без покрытия. Экономия достигается за счёт сокращения количества замен инструмента. Однако для определения корневых причин и долговременной стабильности покрытий (влияние количества циклов нагрев–охлаждение, изменение микроструктуры при длительной эксплуатации) требуется проведение дополнительных исследований.
5. Заключение
Проведенные исследования направлены на оценку влияния различных защитных покрытий на износостойкость ультразвуковых волноводов при сварке стеклонаполненного полипропилена (СНП). Ультразвуковая сварка полимеров получила широкое распространение благодаря высокой точности и эффективности процесса. Тем не менее, ключевым ограничением данной технологии является ускоренный износ волноводов, особенно при работе с высокоагрессивными материалами.
В ходе исследования были выявлены следующие закономерности, обусловленные материалом защитного покрытия:
1. Алюминий и никель:
– покрытие из алюминия демонстрирует низкую износостойкость, особенно при высоких температурах;
– никелевые покрытия имеют более высокую устойчивость, но также подвержены износу.
2. Вольфрам и твердосплавные покрытия:
– вольфрам и твердые сплавы (например, карбид вольфрама) склонны к адгезии с полимером;
– это приводит к ухудшению качества сварного соединения и повышенному износу;
– адгезия вызывает образование микротрещин и отслоение покрытия, что снижает долговечность инструмента.
3. Хром и кобальт:
– хромовые покрытия обладают высокой износостойкостью и стабильностью структуры;
– кобальтовые покрытия также демонстрируют высокую устойчивость к износу и адгезии;
– эти покрытия сохраняют свои свойства при длительной эксплуатации, обеспечивая минимальный износ волноводов.
Результаты исследования подтверждают перспективность использования хромовых и кобальтовых покрытий для повышения ресурса ультразвуковых волноводов при сварке СНП. Эти покрытия обеспечивают защиту от абразивного износа и предотвращают адгезию полимера, что улучшает качество сварного соединения.
Разработанные рекомендации могут быть использованы для оптимизации процессов сварки полимерных материалов, увеличения срока службы оборудования и повышения качества продукции. Дальнейшие исследования направлены на изучение влияния других покрытий и параметров сварки для улучшения эксплуатационных характеристик ультразвуковых волноводов.