Use of the method of forming lines for the design of the spiral lead of a screwing tap
Use of the method of forming lines for the design of the spiral lead of a screwing tap
Abstract
The article analyses articles on methods of modelling spiral leads in axial tools. The technique of obtaining the surface of spiral leads by means of forming lines is described. Modelling of the profile of a spiral lead of a screwing tap by specifying the forming lines which create the surface of the groove as they move along the spiral is presented. Several variants of forms and arrangement of forming lines have been studied, the values of deviations of the obtained front surface for the tap M30 GOST 17933-72 have been obtained. It was found that for the given in GOST form of spiral lead it is impossible to select such a form and location of the forming lines, which would provide the necessary profile.
1. Введение
Метод задания винтовой канавки путём сдвига направляющей вдоль спирали позволяет математически точно моделировать получаемую канавку инструмента и инструмент второго порядка для неё, а также получать необходимый профиль инструмента второго порядка. Данный способ используется в
для получения стружечной канавки сверла. Многие работы в этой области можно разделить на 2 подхода: построение канавки, исходя из профиля инструмента, а также получение требуемого профиля инструмента при заданной форме канавки.В работе
демонстрируется получение канавки шлифовальным кругом прямого профиля. В работе дополнительно рассматривается вариант круга с округлением части профиля, отвечающего за исполнение передней поверхности инструмента. В проделывается аналогичное исследование, но уже для канавки, полученной дисковой фасонной фрезой, а в – стандартной концевой фрезой. В статье , , исследовались компьютерные технологии, применяемые для формообразования поверхностей деталей.В работах
, решалась прямая задача профилирования, то есть нахождение требуемой формы инструмента для получения заданной винтовой канавки.Во всех представленных работах исследовалось получение канавок спиральных свёрл и фрез, которые не имеют больших перепадов кривизны, и поэтому хорошо описываются методом задания канавки образующими прямыми. Целью данного исследования было определение возможности применения данного метода для проектирования инструментов с усложнённой формой канавки, в частности, для спиральных метчиков.
2. объект исследования
В качестве исследуемого объекта выбрана канавка метчика М30, профиль стружечной канавки в торцевом сечении по ГОСТ 17933-72 представлен на рисунке 1, а его размеры – в таблице 1
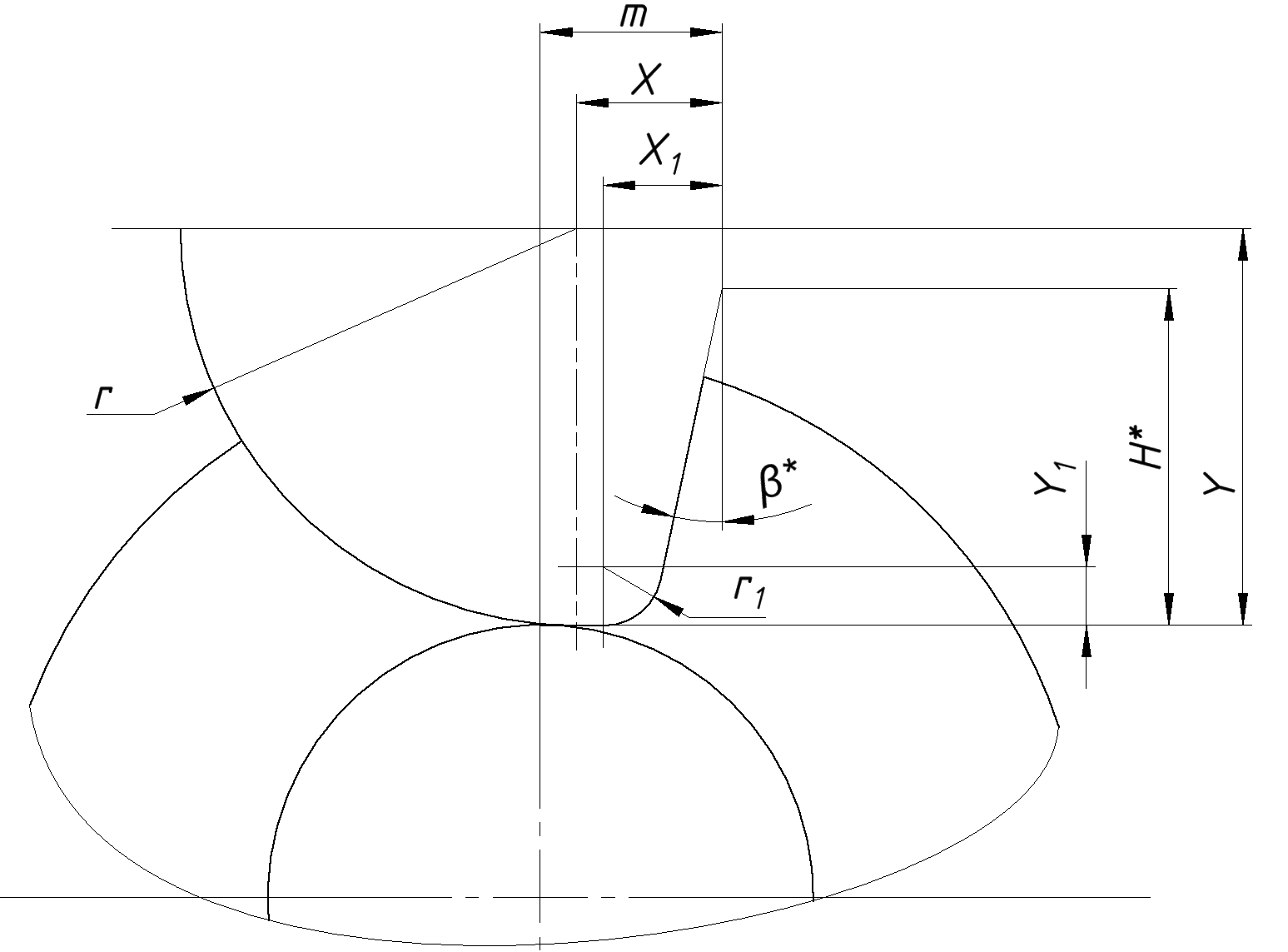
Рисунок 1 - Профиль стружечной канавки в торцевом сечении
Таблица 1 - Размеры стружечной канавки
Номинальный диаметр резьбы d, мм | Диаметр сердцевины, мм | Y, мм | Y1, мм | X, мм | X1, мм | r, мм | r1, мм | H, мм |
| m, мм | Число зубьев z |
30 | 15 | 10,9 | 1,6 | 3,05 | 2,8 | 10,9 | 1,6 | 7,1 | 12 | 1,41 | 4 |
Стоит заметить, что при таком построении канавки передний угол не будет соответствовать требуемому, поэтому было принято решение построить профиль таким образом, чтобы в нормальном сечении передний угол равнялся 10 градусам, чему соответствует передний угол 8,7 градусов в осевом сечении.
3. Построение профиля канавки
Методика построения канавки подробно описана в статье
, задание винтовой поверхности осевого инструмента двумя образующими прямыми представлена на рисунке 2. Образующие aOkO и bOKO, наклонённые на углы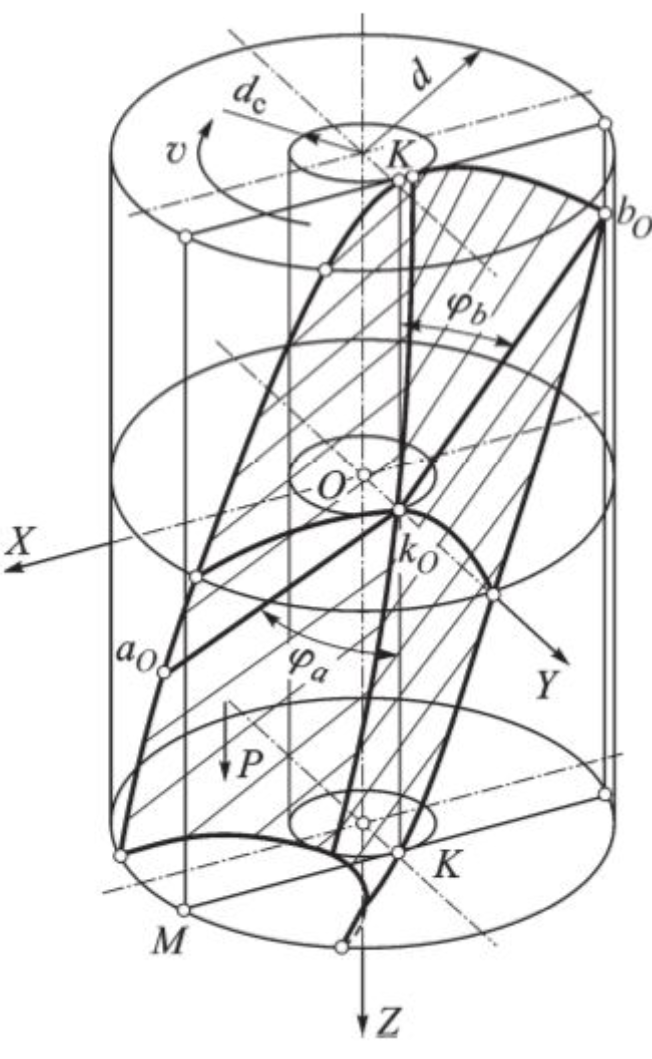
Рисунок 2 - Задание винтовой поверхности канавки
1. Излом плоскости М, в которой строятся образующие прямые, путём ввода наклона плоскости спинки зуба и передней поверхности за счёт углов a и
b соответственно.
2. Замена образующей, ответственной за переднюю поверхность, дугой окружности радиусом Rb.
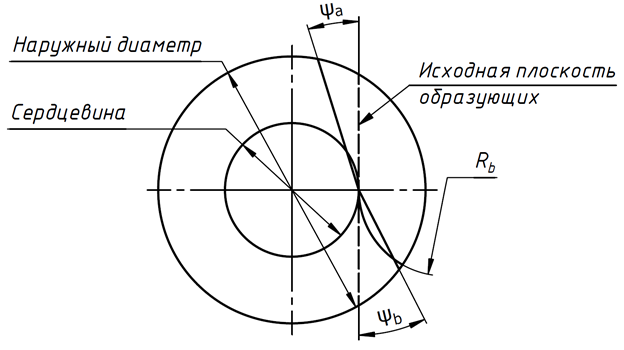
Рисунок 3 - Модификации схемы построения образующих винтовой поверхности
4. Создание излома в плоскости построения образующих
Первый вариант изменения методики построения профиля канавки заключается в разделении плоскости, в которой строятся образующие, на две, варьируя при этом угол между новыми плоскостями и изначальной.
Благодаря углу a получение требуемой спинки зуба обеспечивается при любых значениях
b и
b. Используя только излом плоскости образующих при значениях
a=48o,
b=20,8o,
a=19o,
b=81,1o была достигнута погрешность относительно требуемого профиля 0,5 мм. Стоит отметить, что при разломе плоскости и наклоне под углом против часовой стрелки, образующая начинает пересекать сердцевину, а не касаться её, поэтому опорный цилиндр сердцевины был увеличен таким образом, чтобы сердцевина полученной канавки приходила к требуемому значению. Полученный профиль канавки представлен на рисунке 4.
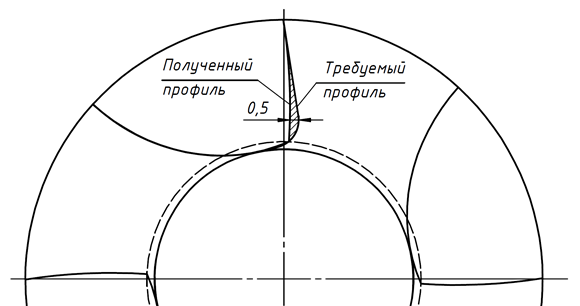
Рисунок 4 - Профиль винтовой канавки, полученный путём разлома плоскости образующих
5. Создание дугообразной образующей, отвечающей за переднюю поверхность
Главная проблема при профилировании канавки метчика – резко изменяющаяся кривизна профиля канавки в той половине зуба, где располагается передняя поверхность и радиус округления дна канавки. Решить её можно путём замены образующей в торцевом сечении дугой окружности, касательной прямолинейной образующей, создающей спинку зуба. Это позволит избежать излома на дне канавки, сохранив плавный переход половин профиля. Также образующую спинки зуба следует наклонить таким же образом, как это описывалось в предыдущем пункте, для большей гибкости настройки профиля получаемой канавки.
При таком способе построения образующей существует 2 разных сценария:
1. Центр дуги лежит за пределами внешнего диаметра метчика, в этом случае при изменении радиуса незначительно меняется кривизна получаемой канавки, что не помогает канавке приблизиться к требуемому профилю.
2. Центр дуги лежит внутри канавки, в таком случае на передней поверхности получаемого профиля образуется точка перегиба, благодаря которой искривлённую получаемую переднюю поверхность возможно будет приблизить к требуемой форме.
На рисунке 5 представлен профиль канавки, полученный при следующих значениях: a=48o,
b=25o,
a=20,8o, Rb=4,7 мм, при которых получено минимальное значение погрешности 0,15 мм.
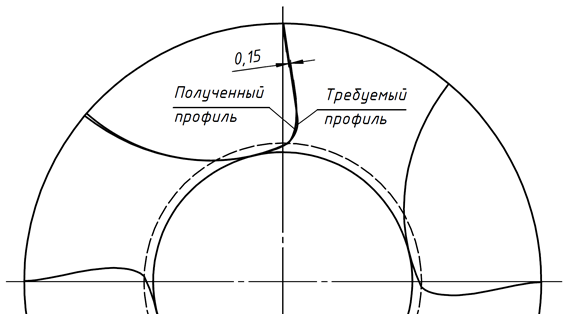
Рисунок 5 - Профиль винтовой канавки, полученный путём замены образующей на дугу
6. Заключение
1. Метод задания профиля канавки образующими прямыми, лежащими в касательной к опорному цилиндру сердцевины метчика, не может быть использован из-за значительного отклонения профиля получаемой канавки.
2. Создание излома на касательной плоскости и разнесение образующих линий в две наклонные под своими углами плоскости позволяет получить требуемую форму спинки зуба, а также создать более близкую по форме переднюю поверхность инструмента. Однако в таком случае на дне канавки получается излом, который нужно дополнительно скруглять, а также остаётся недорезанный материал в области радиуса скругления дна канавки.
3. Замена образующей, отвечающей за переднюю поверхность, на дугу окружности позволяет точнее приблизиться к требуемому профилю канавки, но всё же не даёт достаточной точности исполнения передней поверхности, а также усложняет математическое моделирование профиля канавки.
4. Общие наблюдения, проведённые по ходу работы:
a. Наклон образующей, отвечающей за спинку зуба, позволяет при любой конфигурации остальных параметров получить требуемый профиль спинки зуба.
b. Параметр b=20..25o обеспечивает заданное значение переднего угла.
Исходя из вышеперечисленного, следует, что применять данный метод для описания канавки не рекомендуется из-за специфики формы канавки метчиков.