A method for producing spectacle lenses using modern information technology
A method for producing spectacle lenses using modern information technology

Abstract
This article proposes a method for 3D printing spectacle lenses that do not require additional mechanical processing of the mounting surface contour when fitted into the lens opening of the spectacle frame. An Artec Eva optical 3D scanner was used to implement the suggested method. The scans of the solid spectacle frames and optical lens blanks obtained using this scanner were processed in Artec Studio to create accurate digital copies. The authors selected ZBrush 3D modelling software for further processing of the digital copies. The result of this processing is a set of finished digital models of spectacle lenses with side surfaces that are exact copies of the mounting surfaces of the frame’s lens openings. The offered solution makes it possible to produce lenses with high dimensional accuracy and precise mounting surface shapes, which eliminates the need for mechanical processing of the spectacle lenses and reduces production waste to virtually zero.
1. Введение
В условиях стремительного развития технологий и роста потребительских ожиданий качество продукции становится одним из ключевых факторов конкурентоспособности предприятий. Особенно остро этот вопрос стоит в таких отраслях, где качество продукции напрямую влияет на здоровье и безопасность человека. Одной из таких сфер является производство очковых линз — продукции медицинского назначения, от характеристик которой зависит зрение миллионов людей. Даже незначительные отклонения в оптических или физических параметрах линз могут вызывать зрительное напряжение, снижение чёткости изображения, головные боли и другие негативные эффекты.
Традиционные методы изготовления очковых линз включают механическую шлифовку, полировку и прессование стеклянных или пластиковых заготовок, часто с использованием ручного труда или полуавтоматического оборудования. Эти методы были стандартом до появления цифровых технологий, таких как CNC-шлифовка и свободная форма (free-form) линз.
Современные методы изготовления очковых линз включают цифровые технологии: CNC-шлифовка, свободная форма (free-form), лазерная обработка и 3D-печать , , . Они используют программное обеспечение для моделирования линз на основе точной визометрии зрения, что позволяет создавать индивидуальные продукты с высокой точностью.
Хотя традиционные методы остаются актуальными в некоторых производственных процессах, они имеют ряд существенных недостатков по сравнению с современными подходами по ключевым аспектам , , , .
1. Точность и оптическое качество:
· Традиционные методы: низкая точность из-за ручной работы; возможны аберрации, царапины и неравномерная поверхность. Ограничены стандартными формами, не корректируют сложные дефекты зрения (например, высокую степень астигматизма).
· Современные методы: высокая точность (до 0,01 диоптрий) благодаря цифровому моделированию и автоматизации. Позволяют создавать линзы со сложными профилями, такими как прогрессивные или асферические, обеспечивая идеальную оптику и комфорт.
2. Трудоемкость и время производства:
· Традиционные: требуют ручного труда квалифицированных мастеров; производство занимает дни или недели, с вариациями качества.
· Современные: автоматизированы (CNC-станки, роботы); процесс занимает часы, с минимальным вмешательством человека.
3. Затраты и эффективность:
· Традиционные: высокие материальные потери (50–70% отходов), высокие энергозатраты и стоимость индивидуализации.
· Современные: снижают отходы до 10–20% за счет точной обработки; экономят энергию и материалы, делая индивидуальные линзы доступнее (снижение стоимости на 30–50%).
4. Дизайн и функциональность:
· Традиционные: ограничены простыми формами; интеграция технологий (антиблик, UV) требует дополнительных этапов, увеличивая вес и хрупкость.
· Современные: позволяют создавать тонкие, легкие линзы с интеграцией функций (фотохром, поляризация) напрямую в дизайн; поддерживают кастомизацию по форме лица.
5. Экологические и этические аспекты:
· Традиционные: высокие отходы, токсичные материалы, риски для здоровья рабочих; низкая перерабатываемость.
· Современные: более экологичны с меньшими отходами и использованием безопасных материалов; улучшают условия труда за счет автоматизации.
В целом, современные методы лишены большинства недостатков традиционных, обеспечивая лучшее качество, эффективность и устойчивость , , , . Однако они требуют инвестиций в оборудование, что делает их менее доступными для малых производителей.
Один из лидеров производства очковых линз – фирма Luxexcel, с 2009 года занимается производством светодиодной оптики с помощью запатентованной ею технологии 3D-печати. Ее уникальная разработка, названная "Printoptical", позволяет создавать гладкие линзы с высоким уровнем пропускания света. В процессе печати мелкие капли фоточувствительного материала распыляются с помощью специальной головки принтера и одновременно подвергаются облучению ультрафиолетовыми лучами, что предотвращает формирование сферической формы капель. В результате достигается высокое оптическое качество конечного продукта. Эта технология позволяет быстро производить различные типы линз, включая однофокусные, бифокальные и призматические.
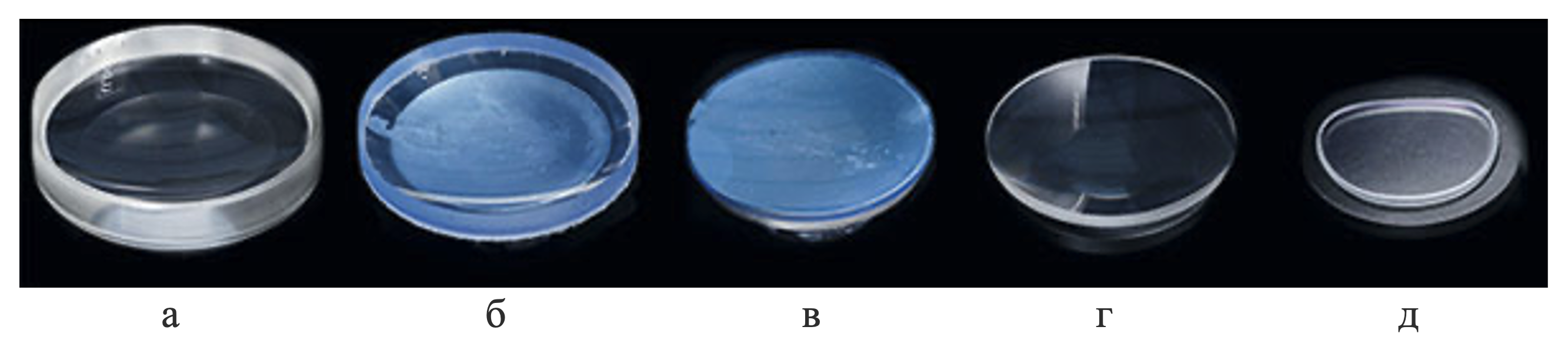
Этапы технологии производства очковых линз:
I. Традиционная технология: получение заготовки (а), шлифовка передней поверхности (б), шлифовка задней поверхности (в), полировка (г), обработка по контуру (д).
II. Производство линз методом 3D-печати: печать (г) и обработка по контуру (д)
Напечатанные на 3D-принтере линзы совместимы с уже известными технологиями нанесения покрытий на линзы: антибликовые покрытия, UF-блокирующие покрытия, гидрофобные покрытия, фотохромные и зеркальные покрытия. Это позволяет быстро внедрить технологию 3D-печати линз в уже готовую производственную цепочку
, . Цифровую модель линзы для печати получают 3D-сканированием или 3D-проектированием (CAD-расчёт + генерация поверхности) .Однако, перед монтажом очковых линз в оправу очков все же приходится использовать механическую обработку для получения контура линзы требуемой формы и размеров (рис. 1д) в зависимости от выбранного заказчиком дизайна оправы очков. Для этой цели может использоваться, например, бесшаблонная шлифовально-полировальная система для обработки очковых линз по контуру, модели UPE-900, в составе: станка для обработки очковых линз по контуру, сканера для оптического (механического) сканирования оправ, центратора-блокера для автоматического (ручного) центрирования и блокировки очковых линз при обработке, а также помпы с ящиком для воды и их различные комбинации. Информация, полученная при сканировании светового проема оправы, автоматически передается на станок для обработки линзы по контуру посадочной поверхности светового проема.
Таким образом, судя по информации в открытой печати, современные технологии изготовления очковых линз, включая метод 3D-печати, не позволяют полностью отказаться от механической обработки и свести отходы производства до нуля.
В данной статье предлагается способ получения очковых линз с высокой точностью обработки по боковой поверхности, готовых для установки на посадочной поверхности светового проема оправы очков без дополнительной доработки и подгонки. При этом полностью исключается механическая обработка.
2. Оборудование и программное обеспечение
При отработке алгоритма-технологии получения трехмерных полигональных моделей оправы очков и очковой линзы использовался оптический 3D-сканер Artec Eva (рис. 2). Минимальные требования к компьютеру для сканера Artec Eva (в зависимости от режима сканирования) и для работы с программой Artec Studio:
HD:
· Intel Core i7 или i9;
· 32 ГБ оперативной памяти;
· графический процессор NVIDIA с поддержкой CUDA 6.0+ и не менее 2 ГБ видеопамяти.
SD:
· Intel Core i5, i7 или i9;
· 12 ГБ оперативной памяти;
· графический процессор с 2 ГБ видеопамяти.
· Поддерживаемые ОС: Windows 8.1, 10 (x64), Windows 11.
· Интерфейс: 1 × USB 2.0, совместимый с USB 3.0
Полученные сканы твердотельных оправы очков и заготовок оптических линз обрабатывались в среде Artec Studio для создания их точных цифровых копий.

Оптический сканер Artec Eva
· Процессор — Core i7-12700K или Ryzen 7 5800X;
· Видеокарта — не играет весомой роли;
· Оперативная память — 16 ГБ с частотой 3200 МГц;
· Накопитель — только SSD, ёмкостью 500 ГБ.
3. Результаты
На первом этапе технической реализации предлагаемого способа авторами были получены точные цифровые копии оправы очков и линз с использованием 3D-сканера Artec Eva, представленные на рисунках 3 и 4. Перед сканированием оправы были извлечены из нее демонстрационные линзы. При этом оправа находилась в слегка ослабленном состоянии для того, чтобы обеспечить небольшой натяг при монтаже напечатанной линзы в посадочные поверхности светового проема оправы для надежной фиксации линзы.
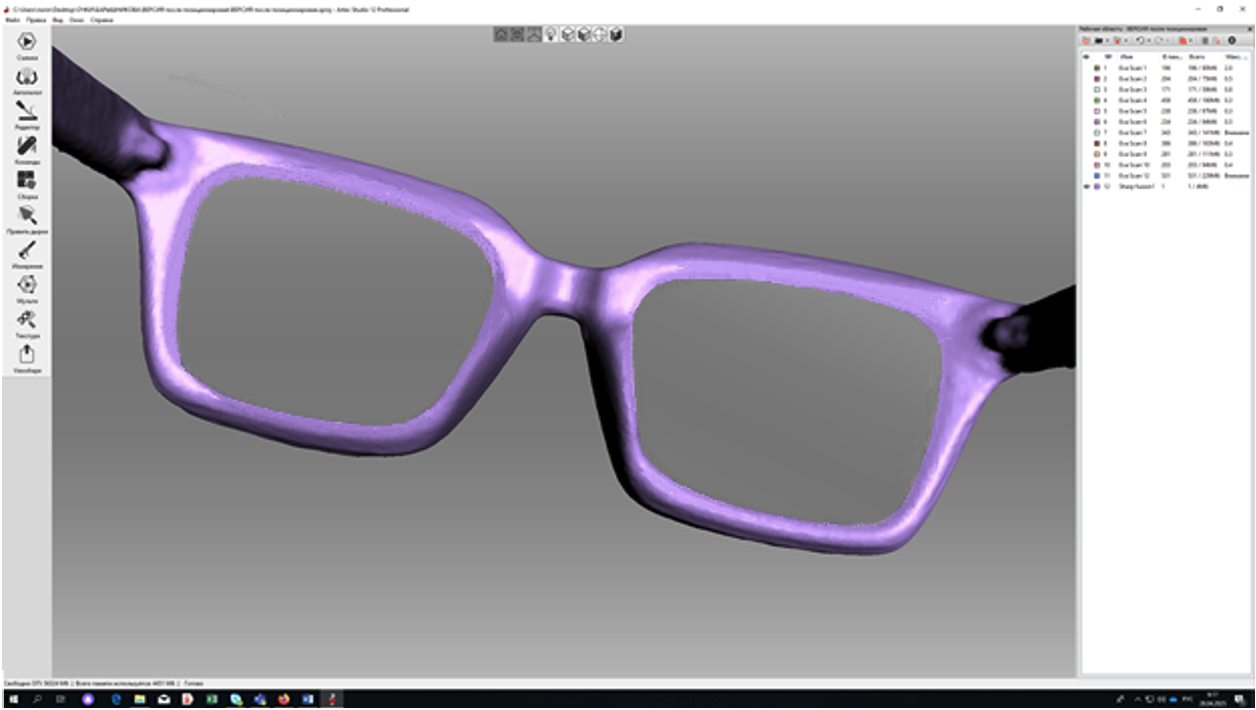
3D-модель оправы очков
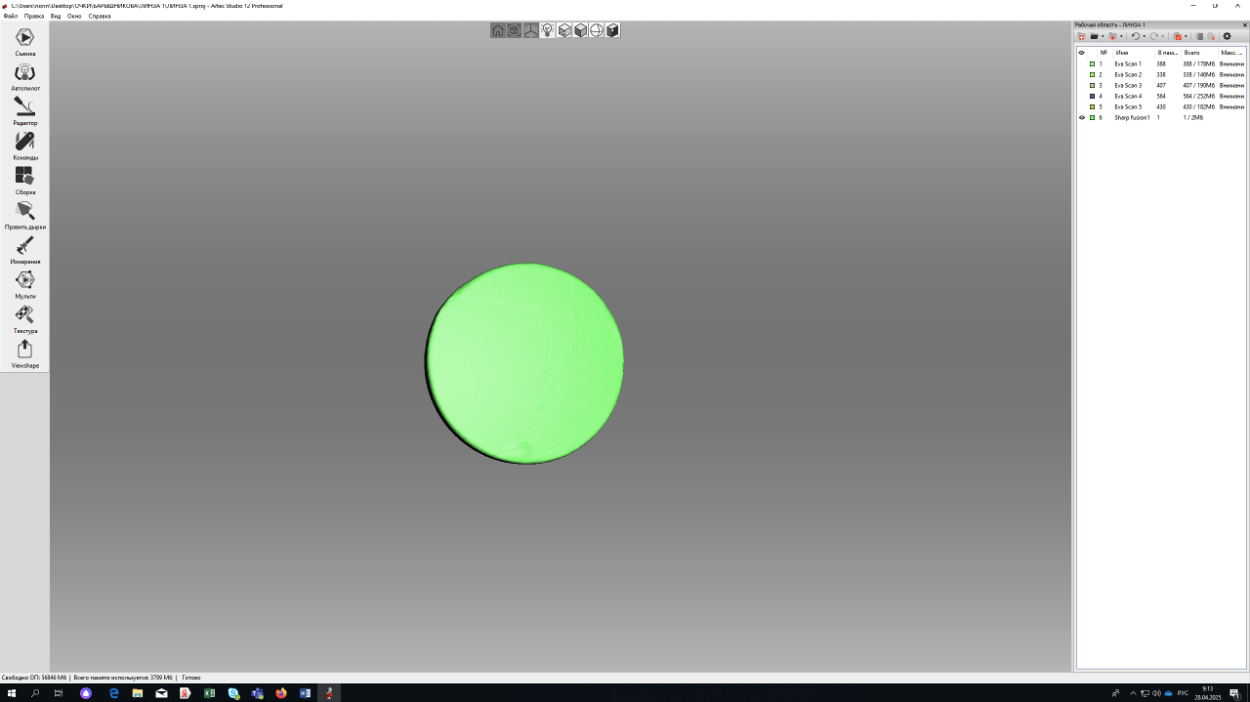
3D-модель очковой линзы
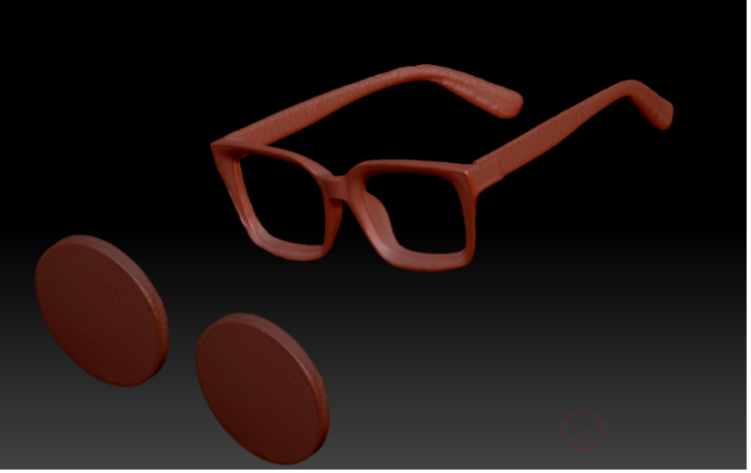
Загрузка цифровых моделей очковых линз и оправы в ПО ZBrash

Совмещение цифровых моделей линз и оправы при установке линз в световой проем оправы
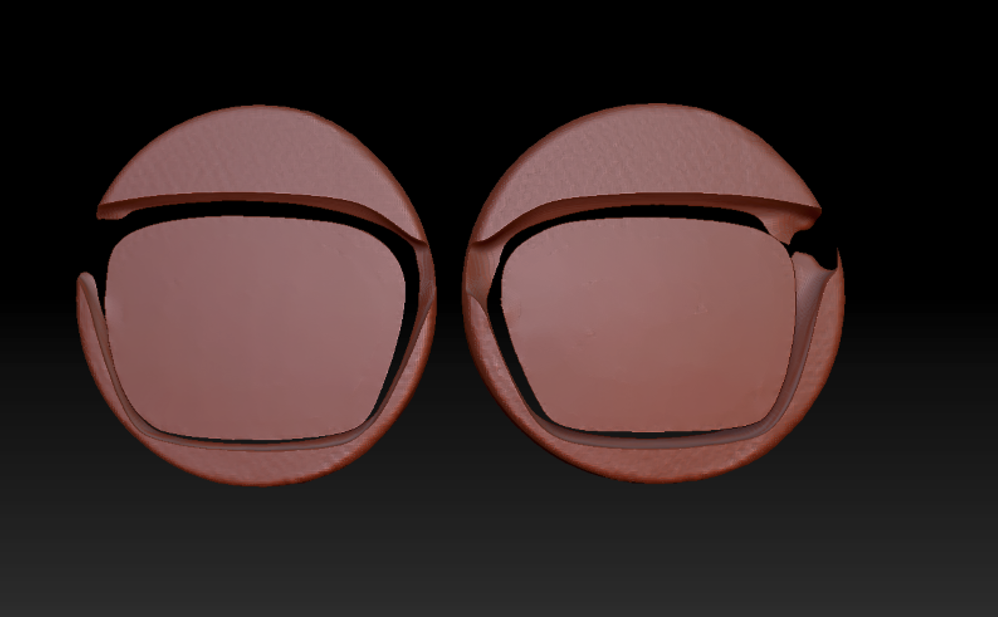
Виртуальное вырезание очковых линз точно по посадочным поверхностям световых проемов оправы
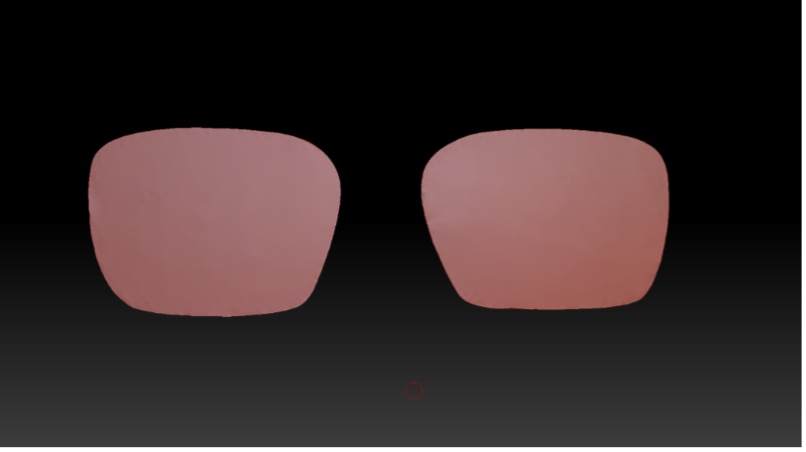
Цифровые модели очковых линз, готовые для печати
Напечатанные очковые линзы готовы для установки в оправу очков и не требуют никакой дополнительной доработки или подгонки. Таким образом, предлагаемый способ изготовления очковых линз не требует никакой механической обработки и при его внедрении в производство может быть обеспечена максимальная точность и качество получаемых линз по сопрягаемой боковой поверхности, а само производство полностью безотходным.
В дальнейшем при внедрении предлагаемого способа получения очковых линз в производство рекомендуется создание на первом этапе базы или каталога, куда вошли бы точные цифровые копии готовых твердотельных очковых линз всевозможных типов. При этом данная база точных цифровых моделей линз может формироваться двумя путями. Первый путь — это 3D-сканирование готовых твердотельных линз различных типов. Второй – 3D-проектирование очковых линз различных типов с помощью специализированного программного обеспечения.
Из сформированной базы будет производиться выбор соответствующей цифровой модели очковой линзы в зависимости от предъявляемого рецепта конкретного заказчика. Далее, после выбора заказчиком оправы очков, производится 3D-сканирование выбранной оправы и получение ее точной цифровой копии. Затем полученные цифровые копии очковых линз и оправы обрабатываются с использованием программного обеспечения, аналогичного ZBrush, для получения 3D-моделей линз с готовой боковой посадочной поверхностью. Полученные модели передаются на 3D-принтер.
4. Заключение
Предлагаемый способ изготовления очковых линз с использованием современных технологий 3D-сканирования и печати позволяет получать линзы с высокой точностью размеров и формы посадочной поверхности и полностью исключить механическую обработку, что приведет к снижению отходов производства практически до нуля.