Нейро-нечеткая оптимизация плазменного напыления для восстановления деталей лесных машин
Нейро-нечеткая оптимизация плазменного напыления для восстановления деталей лесных машин

Аннотация
В работе предложена концепция оптимизации процесса плазменного напыления. Представлено моделирование технологического процесса плазменного напыления с модуляцией параметров косвенной и прямой дуг выполнено с применением гибридного нейро-нечеткого подхода. Исследуемыми управляющими факторами (входные данные модели) выступали параметры импульсной модуляции дугового разряда: амплитуда тока, частота и длительность импульсов. Критериями оптимизации (выходные данные модели) являлись структурно-механические характеристики покрытия: прочность сцепления и пористость.
Результатом моделирования плазменного напыления показывает, что импульсная модуляция мощности дуги обеспечивает два ключевых технологических преимущества: повышение адгезионной прочности покрытия за счёт формирования системы микросварных точек и снижение общего теплового ввода в деталь, что минимизирует риск термической деформации. Это позволяет рекомендовать разработанный подход для восстановления тонкостенных и термически чувствительных узлов лесных машин, работающих в условиях интенсивных абразивно-ударных нагрузок.
Разработанная компьютерная модель позволяет проводить оптимизацию технологических режимов нанесения плазменных покрытий. Программно-математический комплекс применен для исследования и оптимизации процесса напыления покрытий. Анализ аппроксимационных поверхностей, полученных в результате моделирования процесса плазменного напыления с модуляцией параметров прямой дуги, подтверждает адекватность и точность разработанной гибридной нейро-нечеткой модели.
Применение нейро-нечеткой оптимизации импульсного плазменного напыления открывает перспективы для создания адаптивных технологий восстановления, обеспечивающих высокий ресурс и надёжность ответственных деталей лесных машин в условиях агрессивной эксплуатации.
1. Введение
Совершенствование технологий восстановления и упрочнения ответственных деталей лесных машин — таких как направляющие гидроцилиндров, валы, шнеки и режущие кромки — является ключевой задачей для повышения их ресурса и общей надёжности в условиях интенсивных ударных, абразивных и коррозионных нагрузок. Плазменное напыление, обеспечивающее формирование высокопрочных износостойких покрытий из тугоплавких материалов (карбидов, боридов, оксидов), занимает центральное место среди методов поверхностного модифицирования. Однако традиционные режимы непрерывной дуги зачастую сопряжены с рядом технологических ограничений: локальный перегрев и термическая деформация тонкостенных деталей, недостаточная адгезия и повышенная пористость слоя, а также низкий коэффициент использования порошкового материала. Эти факторы напрямую влияют на долговечность восстановленных узлов в агрессивной среде лесозаготовки.
Перспективным направлением преодоления указанных ограничений является внедрение импульсных режимов плазменного напыления с модуляцией электрических параметров дугового разряда. Динамическое управление мощностью дуги позволяет целенаправленно трансформировать термогазодинамическую структуру плазменной струи: интенсифицировать тепло- и массообмен, генерировать ударные волны, увеличивать скорость и температуру частиц порошка. Это, в свою очередь, способствует повышению плотности покрытия, улучшению его сцепления с основой и снижению общего теплового ввода в деталь. Особый интерес представляет сравнительный анализ механизмов воздействия для плазмотронов различного принципа действия — косвенной (несвязанной) и прямой дуги. В первом случае основной акцент делается на максимизацию кинетической энергии частиц, во втором — на управляемое тепловое воздействие в области анодного пятна, что может приводить к локальному микропроплавлению основы и формированию сварных соединений на границе раздела.
Несмотря на растущий интерес к импульсным технологиям, задача комплексного моделирования и оптимизации такого многопараметрического процесса, где управляющими факторами являются амплитуда, частота и длительность импульсов, остаётся актуальной. Особенно это важно для адаптации технологии к восстановлению конкретных деталей лесных машин, требующих баланса между высокой адгезионной прочностью и минимальной термической деформацией.
Имеется значительное количество работ, посвященных процессу плазменного напыления, но эти работы либо касаются эффективности плазменного напыления
, , либо ограничиваются решением задач моделирования только отдельных стадий процесса плазменной переработки с чисто математическим их описанием без конкретной программной реализации , , , .Целью настоящей работы являлась разработка математической модели процесса плазменного напыления с модуляцией параметров косвенной дуги.
2. Методы и принципы исследования
В этой связи для решения задачи комплексного управления процессом напыления наиболее перспективным является использование методов динамической модуляции. Повышение качества износостойких плазменных покрытий обеспечивается за счёт двух основных подходов:
– модуляция электрических параметров при плазменном напылении;
– комбинированное электромеханическое воздействие на формируемый слой.
Динамическое управление параметрами плазменного процесса является одним из эффективных методов совершенствования технологии и его оптимизации. Оно позволяет целенаправленно влиять на тепловые и газодинамические процессы путём модуляции мощностей дуг плазмотрона. Конкретные механизмы такого управления различаются в зависимости от типа используемого плазмотрона — прямого или косвенного действия.
Для плазмотрона косвенного действия управление динамикой направлено на максимизацию мощности импульсов дуги, что необходимо для повышения кинетической энергии напыляемых частиц.
Для плазмотрона прямого действия ключевая задача – генерация импульсов мощности, которые обеспечивают: оптимальную плотность распределения при проплавлении покрытия; формирование равномерного температурного поля с минимальным разбросом.
Техническая реализация управления основана на регулировке параметров модулятора: амплитуды импульсов, дуги, частоты модуляции, длительности импульсов.
Модель процесса модуляции для дуг косвенного и прямого действия схематично представлены на рисунках 1 и 5.
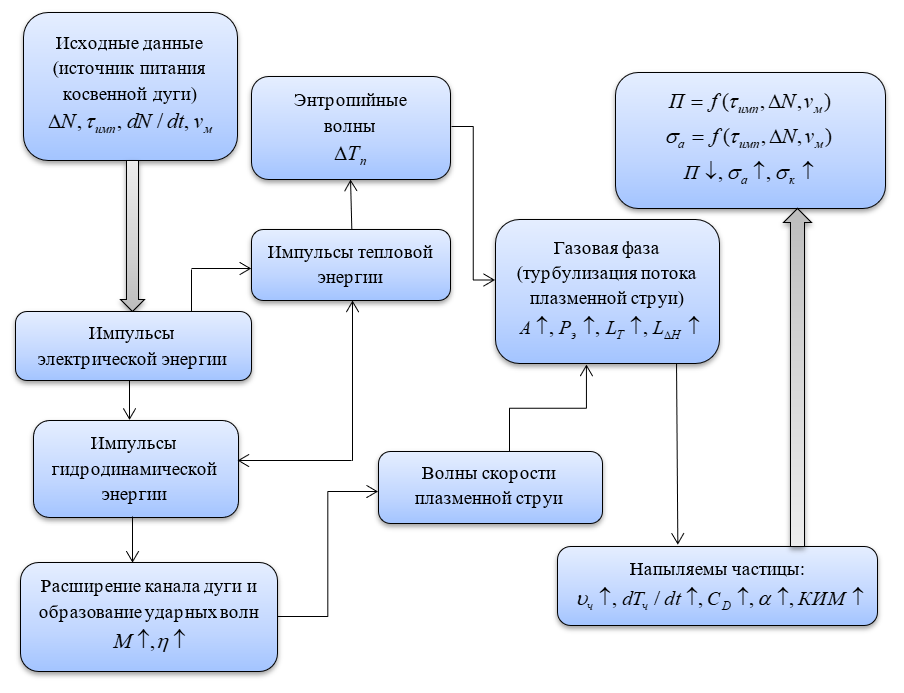
Рисунок 1 - Модель процесса модуляции косвенной дуги плазматрона
Основные термодинамические процессы, происходящие при модуляции мощности дуги, заключаются в следующем:
– Газодинамическая трансформация плазменного потока: генерация энтропийных и ударных волн, индуцирование турбулентности, выравнивание поперечного профиля скорости (А) и увеличение протяжённости зон с высокими значениями температуры (LТ) и энтальпии (LΔH).
– Интенсификация взаимодействия «струя — частица»: рост коэффициентов аэродинамического сопротивления (CD) и теплопередачи (α), что приводит к повышению эффективности увлечения и нагрева порошка, выражающейся в увеличении коэффициента использования материала и теплового КПД плазмотрона (η).
– Рост кинетической и тепловой энергий частиц: увеличение скорости движения частиц (Vч) и скорости их нагрева (dTч/dt).
Такой термодинамический характер струи позволяет повысить энергетическое состояние частиц и при соударении их с подложкой обуславливает улучшение условий формирования покрытия. За счёт роста динамического и импульсного давления усиливается деформация и физический контакт «частица — подложка», что в конечном итоге модифицирует структуру и свойства покрытия: снижает пористость (П) и повышает его прочностные характеристики, а именно адгезионную (σа) и когезионную (σк) прочность.
Моделирование технологического процесса плазменного напыления с модуляцией параметров косвенной и прямой дуг выполнено с применением гибридного нейро-нечеткого подхода. Исследуемыми управляющими факторами (входные данные модели) выступали параметры импульсной модуляции дугового разряда: амплитуда тока, частота и длительность импульсов. Критериями оптимизации (выходные данные модели) являлись структурно-механические характеристики покрытия: прочность сцепления и пористость.
В программной среде математического моделирования Anfis Matlab на основе методов нейро-нечеткого вывода разработана математическая модель процесса плазменного напыления с модуляцией параметров косвенной дуги.
Входные параметры модели:
– амплитуда импульсов дуги, ΔN, варьируемая в диапазоне 10...20 А;
– частота модуляции, ν, постоянная величина 7500 Гц;
– длительность импульсов, τимп, варьируемая в диапазоне 40...50 мкс.
Выходные параметры модели (прогнозируемые характеристики покрытия):
– прочность покрытия, σа, МПа;
– пористость покрытия, П, %.
Верификация адекватности разработанной модели проводилась посредством анализа в редакторе правил системы нечёткого вывода Rule Viewer (рисунок 2).
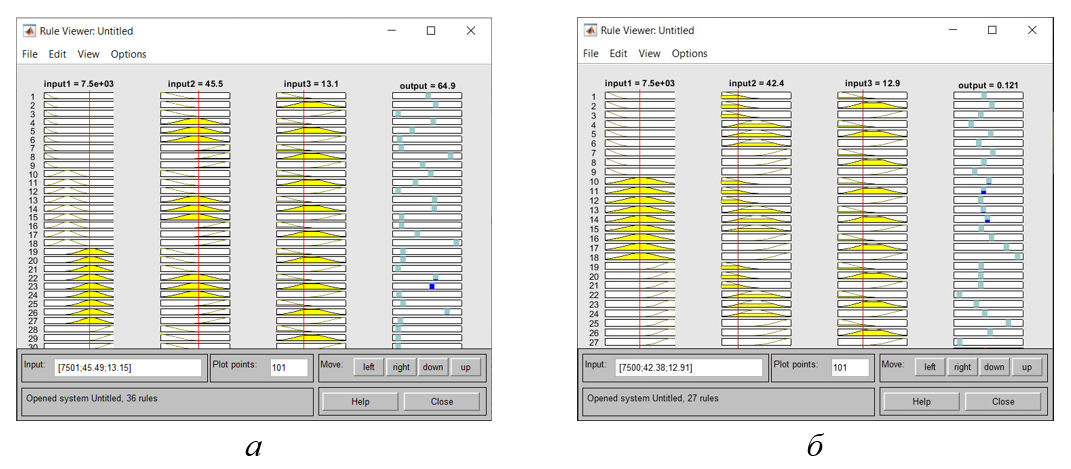
Рисунок 2 - Редактор правил Rule Viewer с отображением выходных параметров:
а – прочность соединения; б – пористость покрытия
Примечание: модуляция косвенной дугой
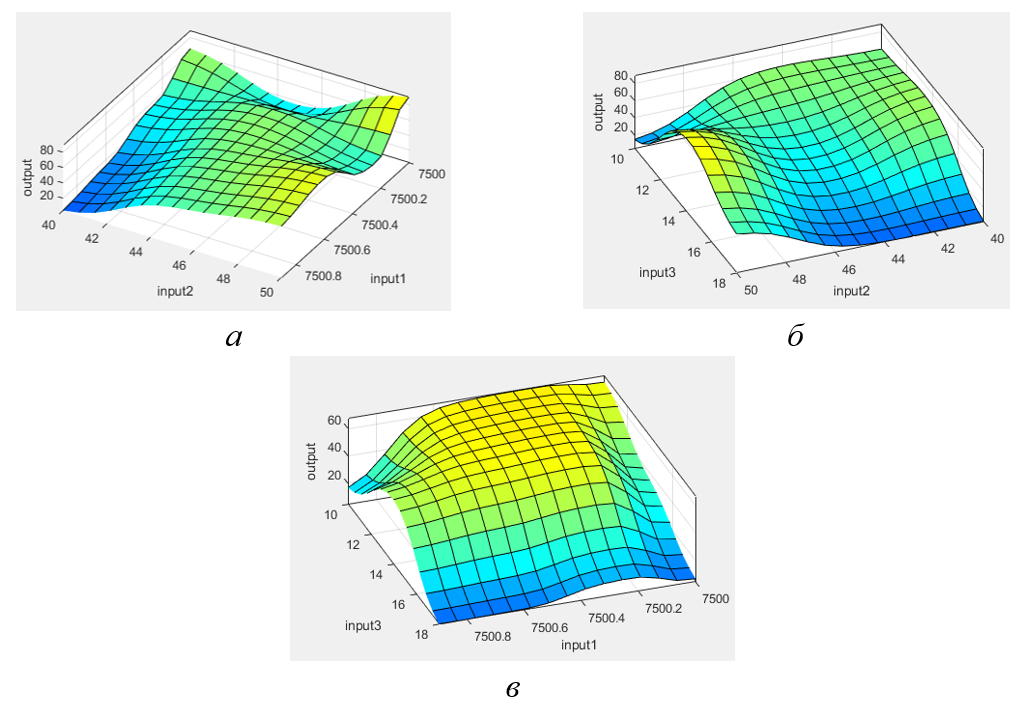
Рисунок 3 - Модель плазменного напыления с модуляцией косвенной дуги:
а – σ=f(ꚍимп, ν); б – σ=f(ꚍимп,ΔN); в – σ=f(ν,ΔN)
Примечание: целевая функция – прочность соединения
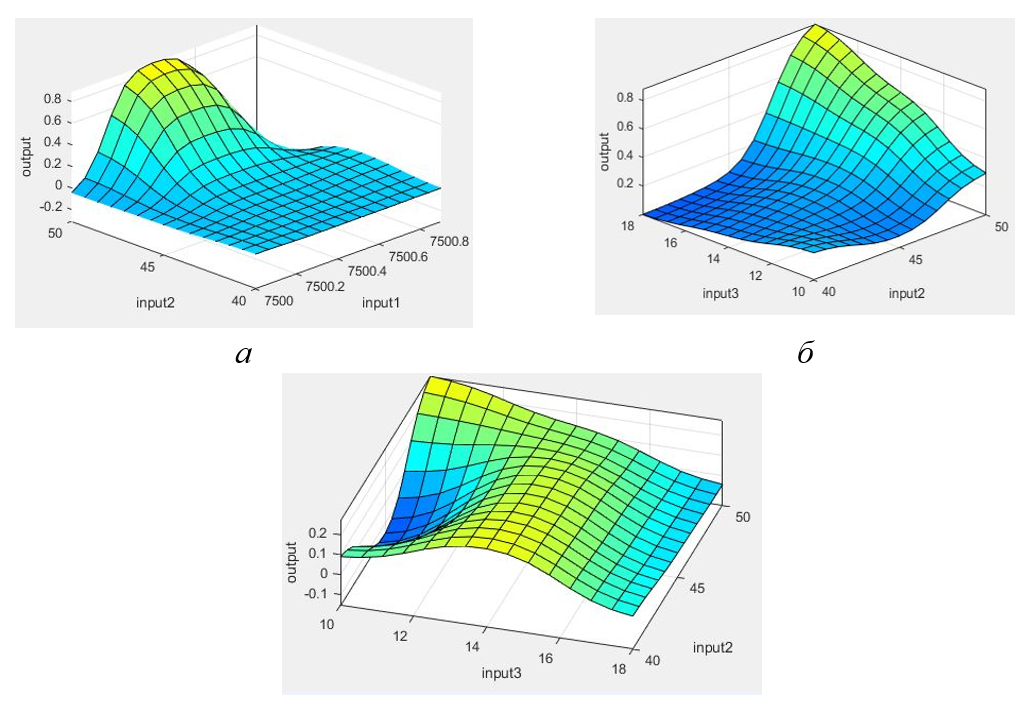
Рисунок 4 - Модель плазменного напыления с модуляцией косвенной дуги:
а – П=f(ꚍимп, ν); б – П=f(ꚍимп,ΔN); в – П=f(ν,ΔN)
Примечание: целевая функция – пористость покрытия
Модуляция мощности прямой дуги представлена в виде схемы физического процесса в системе «покрытие – основа» (рисунок 5).
Указанные процессы аналогичны процессам, возникающим при модуляции косвенной дуги, а именно: импульсное выделение электрической энергии в дуговом разряде приводит к скачкообразному росту тепловой и гидродинамической составляющих энергии. Сгенерированная в импульсе тепловая энергия преимущественно передаётся подложке в области анодного пятна. Возрастание давления на подложку в зоне пятна, а также расширение канала дуги обеспечивается гидродинамической энергией. Расширение канала дуги инициирует распространение бегущих волн, вектор распространения которых ортогонален оси плазменной струи. В отличие от косвенной дуги, прямая дуга не ограничена стенками канала плазмотрона и не подвержена сжатию плазмообразующим газом, что исключает отражение ударных волн от стенок. Вследствие этого энергия бегущих волн быстро затухает, уменьшаясь обратно пропорционально квадрату расстояния от оси дуги, и её вклад становится пренебрежимо малым по сравнению с тепловой энергией.
Ключевое технологическое воздействие модуляции мощности прямой дуги заключается в локализованном тепловыделении и увеличении давления на поверхность подложки в области анодного пятна. Термодинамические параметры импульсного режима, такие как импульсная мощность, длительность и форма импульса, являются определяющими для данного процесса.

Рисунок 5 - Модель процесса модуляции прямой дуги плазматрона
Входные параметры модели:
– амплитуда импульсов дуги, ΔN в диапазоне 30…18 А;
– частота модуляции, ν — 1000…10 Гц;
– длительность импульсов, ꚍимп в диапазоне 0,4…0,5 мкс.
Выходные параметры модели (прогнозируемые характеристики покрытия):
– прочность покрытия, σа, МПа;
– пористость покрытия, П (%).
Оценка корректности и адекватности модели проводилась путём анализа и визуализации её логической структуры в редакторе правил системы нечеткого вывода Rule Viewer (рисунок 6).
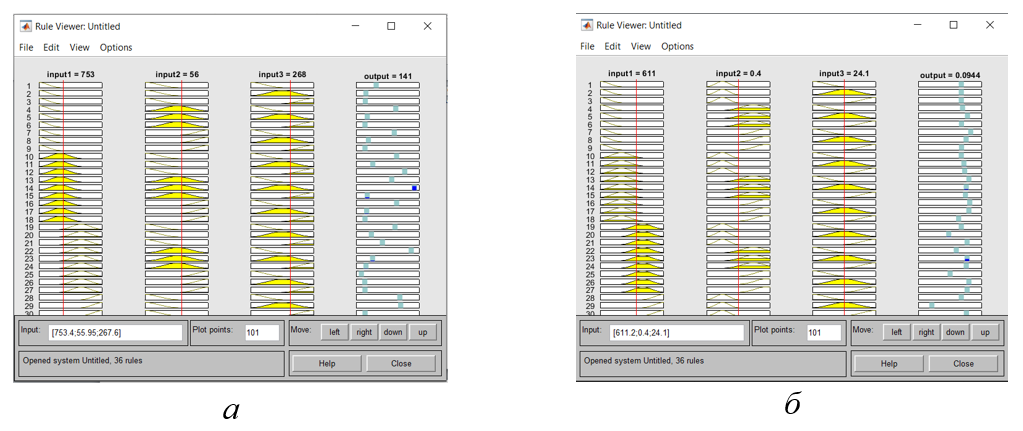
Рисунок 6 - Редактор правил Rule Viewer с отображением выходных параметров:
а – прочность соединения; б – пористость покрытия
Примечание: модуляция прямой дугой
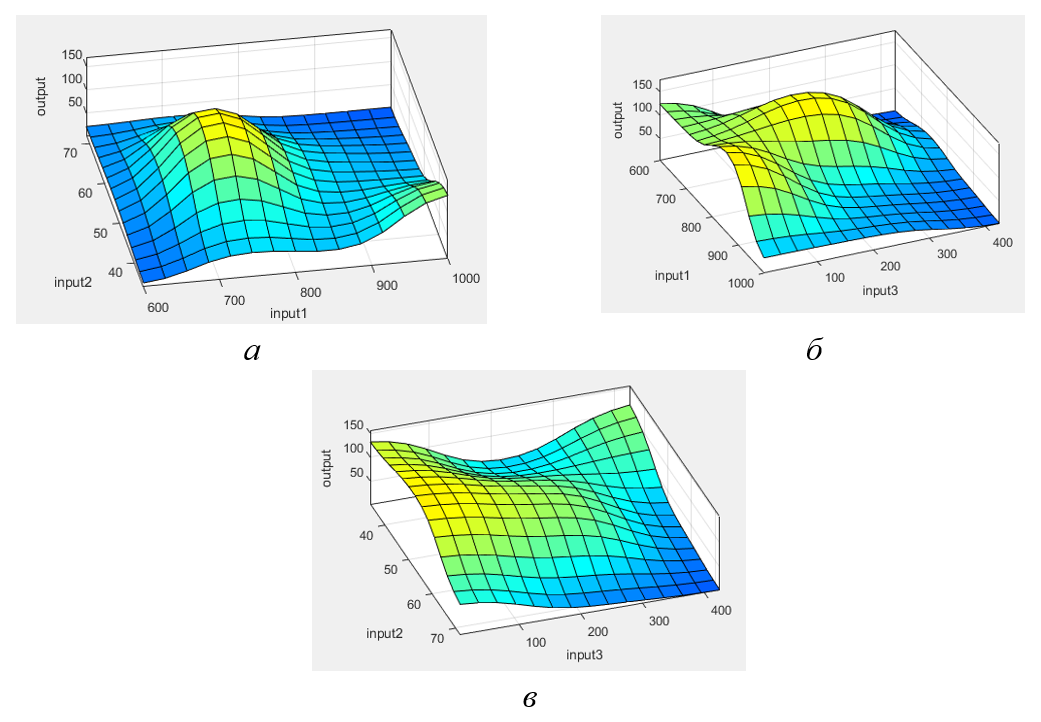
Рисунок 7 - Модель процесса плазменного напыления с модуляцией параметров прямой дуги:
а – σ=f(ꚍимп,ν); б – σ=f(ν,ΔN); в – σ=f(ꚍимп,ΔN)
Примечание: выходная переменная – прочность соединения
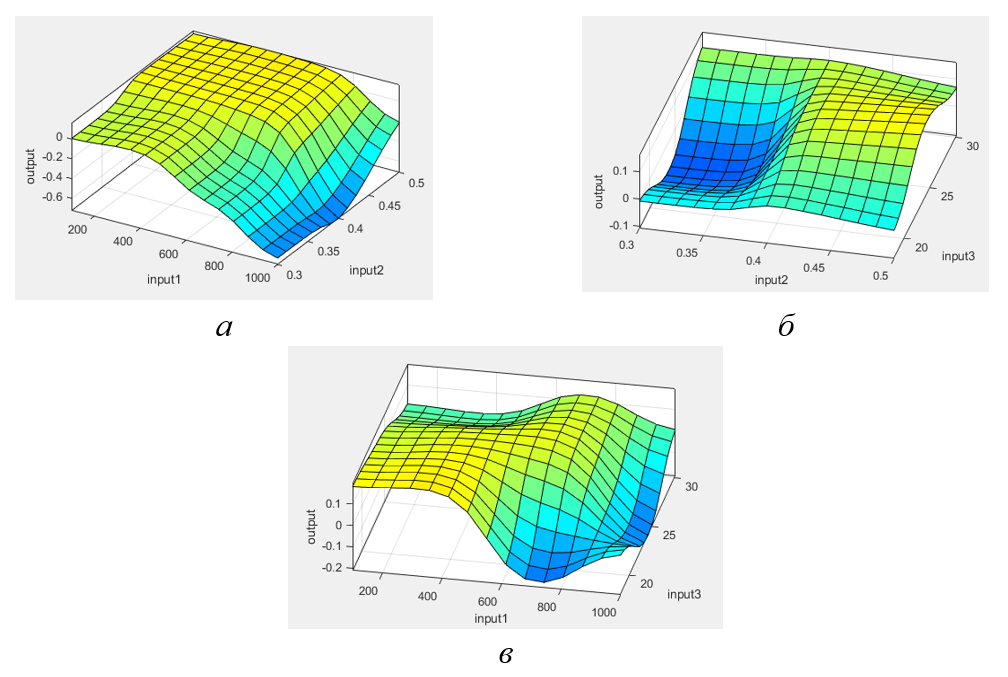
Рисунок 8 - Модель процесса плазменного напыления с модуляцией параметров прямой дуги:
а – П=f(ꚍимп,ν); б – П=f(ꚍимп,ΔN); в – П=f(ν,ΔN)
Примечание: выходная переменная – пористость покрытия
3. Основные результаты
Анализ аппроксимационных поверхностей, полученных в результате моделирования процесса плазменного напыления с модуляцией параметров прямой дуги, подтверждает адекватность и точность разработанной гибридной нейро-нечеткой модели.
Результаты апробации моделей на тестовых примерах представлены в таблица
Таблица 1 - Результаты верификации модели на тестовой выборке для процессов с косвенной и прямой дугой
Частота модуляции, ν (input 1) | Длительность импульсов, ꚍимп (input 2) | Амплитуда импульсов, ΔN (input 3) | Прочность соединения, σа (output) | Пористость покрытия, П (output) |
Косвенная дуга | – | – | – | – |
7500 | 45,5 | 13,1 | 64,9 | 0,122 |
7500 | 44,8 | 13,1 | 62,2 | 0,137 |
7500 | 45,2 | 13,5 | 63,2 | 0,138 |
7500 | 46,3 | 14,2 | 63,6 | 0,117 |
7500 | 43,3 | 14,7 | 64,3 | 0,114 |
Прямая дуга | – | – | – | – |
716 | 0,54 | 26,8 | 118,8 | 0,133 |
799 | 0,48 | 21,5 | 118,2 | 0,130 |
699 | 0,47 | 22,7 | 128,6 | 0,122 |
550 | 0,51 | 18,7 | 134,3 | 0,09 |
500 | 0,46 | 18,2 | 135,7 | 0,05 |
4. Обсуждение
В зависимости от параметров импульса наблюдаются два механизма взаимодействия. В первом режиме импульсное энерговыделение в области анодного пятна вызывает локальное проплавление подложки до границы раздела фаз «покрытие–основа», приводящее к образованию точечных сварных соединений. Во втором режиме проплавление исключается за счёт подбора параметров модуляции (амплитуда и длительность импульса мощности, частота), обеспечивающих либо равномерный нагрев подложки в процессе осаждения, либо её поверхностную термообработку (закалку или модификацию).
Таким образом, импульсная модуляция мощности прямой дуги, основанная на трансформации электрической энергии в тепловую, обеспечивает два ключевых технологических преимущества. Во-первых, формирование равномерно распределённой системы микросварных точек повышает адгезионную прочность покрытия. Во-вторых, достигается более контролируемое и равномерное распределение температуры, что снижает общий тепловой ввод в подложку по сравнению с процессами непрерывной плазменной наплавки.
5. Заключение
Проведённое исследование было направлено на разработку и оптимизацию технологии импульсного плазменного напыления износостойких покрытий для восстановления ответственных деталей лесных машин.
В работе решена актуальная задача преодоления технологических ограничений традиционных методов, таких как локальный перегрев, недостаточная адгезия и повышенная пористость, за счёт внедрения динамического управления параметрами дугового разряда.
Результаты работы демонстрируют, что импульсная модуляция мощности дуги обеспечивает два ключевых технологических преимущества:
– повышение адгезионной прочности покрытия за счёт формирования системы микросварных точек;
– снижение общего теплового ввода в деталь, что минимизирует риск термической деформации.
Это позволяет рекомендовать разработанный подход для восстановления тонкостенных и термически чувствительных узлов лесных машин, работающих в условиях интенсивных абразивно-ударных нагрузок.
Таким образом, применение нейро-нечеткой оптимизации импульсного плазменного напыления открывает перспективы для создания адаптивных технологий восстановления, обеспечивающих высокий ресурс и надёжность ответственных деталей лесных машин в условиях агрессивной эксплуатации.