METHOD OF RECYCLING OF TANK AND PURGE GASES OF AMMONIA PLANT

Пронин К.С.1, Синицын Н.Н.2
1Аспирант; 2доктор технических наук, профессор, Череповецкий государственный университет
СПОСОБ УТИЛИЗАЦИИ ТАНКОВЫХ И ПРОДУВОЧНЫХ ГАЗОВ ПРОИЗВОДСТВА АММИАКА
Аннотация
В статье описана проблема утилизации танковых и продувочных газов отделения синтеза производства аммиака. Показаны существенные недостатки применяемых на аммиачных производствах способов утилизации танковых и продувочных газов. Предложен наиболее рациональный вариант переработки танковых и продувочных газов: схема отмывки от аммиака обоих потоков газов с выделением из продувочного газа водорода.
Ключевые слова: аммиак, танковые и продувочные газы, скруббер, мембранный метод, водород.
Pronin K.S.1, Sinitsyn N.N.2
1Postgraduate student; 2doctor of technical sciences, professor, Cherepovets State University
METHOD OF RECYCLING OF TANK AND PURGE GASES OF AMMONIA PLANT
Abstract
This paper describes the problem of recycling of tank and purge gases of branch of synthesis of ammonia. Significant shortcomings of the enterprises for the production of ammonia ways of recycling tank and purge gases are showed. The most rational option processing tank and purge gases such as ammonia from the circuit washing both gas flows with the release of hydrogen gas from the purge is proposed.
Keywords: ammonia, tank and purge gases, scrubber, membrane method, hydrogen.
Главными приоритетами программы развития химической промышленности являются повышение эффективности использования энергетических ресурсов и снижение негативного воздействия на окружающую среду, что достигается разработкой новых технологий и переработкой образующихся в технологическом процессе отходов.
Одним из наиболее эффективных путей совершенствования технологии синтеза аммиака является утилизация продувочных и танковых газов.
При изыскании способов оптимальной утилизации газов необходимо стремиться к комплексному использованию компонентов газовых смесей с учётом их энергетических показателей. Особенно важно полное извлечение из продувочных и танковых газов аммиака как основного продукта.
Продувочные и танковые газы образуются в отделении синтеза цехов по производству аммиака в баках-расширителях, ресиверах, охладителях аммиака. Эти газы не вступают в реакции синтеза основного продукта и поэтому являются балластными компонентами.
Продувочные и танковые газы помимо N2, H2, NH3 содержат инертные примеси (CH4, Ar, He). Их присутствие отрицательно сказывается на ведении технологического процесса синтеза аммиака.
Учитывая высокую конкурентоспособность продукции азотной промышленности на внутреннем и внешнем рынках, а также большую потребность многих стран мира в аммиаке, снижение производительности аммиачных агрегатов недопустимо.
Избавиться от инертных примесей, содержащихся в газе (начиная от природного и конвертированного газа и заканчивая синтез-газом), невозможно. И поэтому необходимо утилизировать продувочные и танковые газы, а именно извлекать из них ценные компоненты (N2, H2, NH3) и направлять их обратно в колонну синтеза для получения дополнительного количества аммиака.
Известные на настоящее время способы утилизации продувочных и танковых газов не совершенны. В связи с этим исследование процессов, протекающих при утилизации танковых и продувочных газов, а также разработка оптимального варианта переработки этих газов, является актуальной задачей.
В настоящее время на большинстве предприятий по производству аммиака утилизация танковых и продувочных газов, содержащих аммиак, осуществляется путём сжигания этих газов в смеси с топливным газом в печи первичного риформинга (ППР). В результате чего содержание оксидов азота в дымовых газах достигает 400 мг/м3 и выше. Количество образующихся оксидов азота также зависит от режима горения. С целью снижения выбросов оксидов азота в атмосферу с дымовыми газами из трубчатой печи, предусмотрено гомогенное восстановление их аммиаком.
Метод основан на избирательном восстановлении оксидов азота аммиаком в газовой фазе в отсутствии катализатора при температуре 900¸980 °С по реакциям:
6NO + 4NH3 = 5N2 + 6H2O + 1593 кДж/моль; (1)
6NO2 + 8NH3 = 7N2 + 12H2O + 2931 кДж/моль. (2)
Кроме того при температуре 900¸950 °С при контакте аммиака с металлом или керамическими материалами, которые используются для футеровки поверхностей печи, возможны побочные реакции окисления аммиака кислородом:
4NH3 + 3O2 = 3N2 + 6Н2О + 1236 кДж/моль; (3)
4NH3 + 5O2 = 4NО + 6Н2О + 759 кДж/моль; (4)
4NH3 + 4O2 = 2N2О + 6Н2О + 989 кДж/моль. (5)
В качестве газа-восстановителя используются:
- танковые газы отделения синтеза;
- газообразный аммиак из линии всаса второй ступени аммиачного компрессора;
- десорбированные газы из ёмкости мгновенного вскипания;
- газы дистилляции отпарной колонны.
Сжигание продувочных и танковых газов в ППР имеет ряд существенных недостатков:
1) из-за низкой калорийности этих газов возрастает расход природного (топливного) газа с большей калорийностью (≈ 40 МДж/м3), что существенно сказывается на увеличении себестоимости производимого аммиака;
2) образование вредных оксидов азота приводит к загрязнению атмосферы, что ведёт к ухудшению экологической обстановки предприятия и города;
3) очистка образовавшихся оксидов азота осуществляется подачей аммиаксодержащих газов в зону реакции, что приводит к дополнительным затратам основного продукта и, соответственно, снижению производительности [1].
Изучив и проанализировав полученные ранее данные, предлагается доработать схемы отмывки от аммиака обоих потоков газов с выделением из продувочного газа водорода [2, 3]. Предлагаемая схема описана ниже (см. рис. 1).
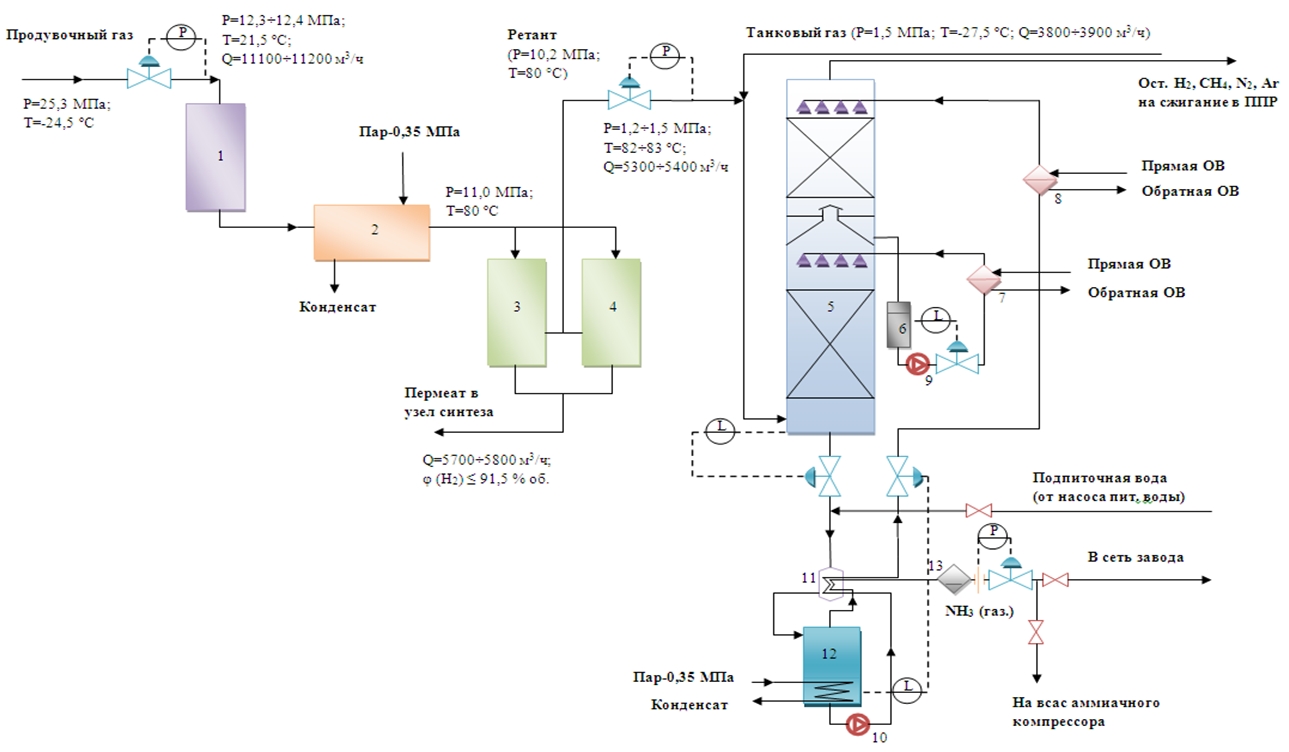
Рис. 1
Продувочные газы отделения синтеза агрегата аммиака в количестве 11100÷11200 м3/ч с p=12,3÷12,4 МПа и t=21,5 ºС после редуцирующего клапана поступают на установку выделения водорода (УВВ). На УВВ продувочный газ проходит коалесцентный фильтр (1), теплообменник (2) и с t=80 ºС и p=11,0 МПа поступает на мембранные модули (3, 4). В результате прохождения газа через мембраны образуется пермеат в количестве 5700÷5800 м3/ч, содержащий ≤ 91,5 % об. водорода, который возвращается в узел синтеза аммиака. Остаточный газ (ретант) в количестве 5300÷5400 м3/ч с p=1,2÷1,5 МПа и t=82÷83 ºС по существующей схеме направляется на сжигание в ППР.
Поскольку остаточный газ в своём составе содержит аммиак, предлагается направить этот поток газа не на сжигание в печь, а на смешение с потоком танкового газа, с последующей отмывкой от аммиака и разгонкой образовавшейся аммиачной воды.
Танковые газы в количестве 3800÷3900 м3/ч с p=1,5 МПа и t=-27,5 ºС смешиваются с остаточным газом в количестве 5300÷5400 м3/ч с p=1,2÷1,5 МПа и t=82÷83 ºС (после узла редуцирования), после чего поступают в промывной скруббер (5), где поглощаются питательной водой из отделения риформинга агрегата аммиака.
Промывка производится в многоступенчатом скруббере (5) с охлаждением (7, 8) аммиачного раствора между ступенями абсорбции, а выделение аммиака после первой ступени скруббера осуществляется методом выпаривания аммиачного раствора, подаваемого в испаритель (12).
Образующийся газообразный аммиак с p=0,4÷0,5 МПа выдаётся в сеть завода или на всас аммиачного компрессора.
Выходящие из верха скруббера не абсорбировавшиеся газы (ост. H2, CH4, N2, Ar) подаются на сжигание в ППР.
Достоинства рассматриваемого способа:
- возможность проведения одновременной отмывки от аммиака как танкового, так и продувочного (остаточного) газа;
- исключается образование оксидов азота в ППР, следовательно, гомогенную очистку проводить не нужно;
- снижается себестоимость готовой продукции;
- повышается производительность агрегата за счёт образования после УВВ дополнительного количества водорода, возвращаемого в узел синтеза аммиака, что в пересчёте на аммиак составляет 64,4 т/сут.;
- повышается производительность агрегата за счёт образования дополнительного количества аммиака (до 3800 т/год или 10,5 т/сут.) в результате разгонки аммиачной воды;
- повышается производительность агрегата за счёт экономии газообразного аммиака в качестве газа-восстановителя в ППР (до 6600 т/год или 18,1 т/сут.) в результате отказа от проведения гомогенной очистки.
References
Пронин К.С. Проблема утилизации танковых и продувочных газов отделения синтеза производства аммиака // Научный аспект № 3-2012 – Самара: Изд-во ООО «Аспект», 2012. – 160 с., С. 123-128.
Интенсификация действующего производства аммиака комплектной импортной поставки с увеличением мощности на 25 тыс. т/год (с 450 до 475 тыс. т/год). Пояснительная записка 438606-ТХ-I. – Днепродзержинск: Предприятие п/я А-7531, 1986. – 76 с.
Пат. 2372567 Российская Федерация, МПК F25J 3/06. Способ извлечения аммиака из продувочных и танковых газов. Заявитель и патентообладатель ОАО «Тольяттиазот» – № 2008111663/06; заявл. 26.03.2008; опубл. 10.11.2009, Бюл. № 31. – 6 с.
Демиденко И.М., Янковский Н.А., Степанов В.А. и др. Аммиак. Вопросы технологии / Под общ. ред. Н.А. Янковского. – Донецк: ГИК «Новая печать», ООО «Лебедь», 2001. – 497 c.
References
Пронин К.С. Проблема утилизации танковых и продувочных газов отделения синтеза производства аммиака // Научный аспект № 3-2012 – Самара: Изд-во ООО «Аспект», 2012. – 160 с., С. 123-128.
Интенсификация действующего производства аммиака комплектной импортной поставки с увеличением мощности на 25 тыс. т/год (с 450 до 475 тыс. т/год). Пояснительная записка 438606-ТХ-I. – Днепродзержинск: Предприятие п/я А-7531, 1986. – 76 с.
Пат. 2372567 Российская Федерация, МПК F25J 3/06. Способ извлечения аммиака из продувочных и танковых газов. Заявитель и патентообладатель ОАО «Тольяттиазот» – № 2008111663/06; заявл. 26.03.2008; опубл. 10.11.2009, Бюл. № 31. – 6 с.
Демиденко И.М., Янковский Н.А., Степанов В.А. и др. Аммиак. Вопросы технологии / Под общ. ред. Н.А. Янковского. – Донецк: ГИК «Новая печать», ООО «Лебедь», 2001. – 497 c.