INFLUENCE OF CARBON CONTENT IN WELD METAL of Fe-C-Cr-Ni-Mn-Mo-Ti-Nb SYSTEM ON ITS STRUCTURE AND DURABILITY
INFLUENCE OF CARBON CONTENT IN WELD METAL of Fe-C-Cr-Ni-Mn-Mo-Ti-Nb SYSTEM ON ITS STRUCTURE AND DURABILITY
Abstract
The paper presents the relevance of developing new welding alloys for hardening parts of equipment operating in gas abrasion. Metallographic research of the alloy by scanning electron microscopy has been carried out. The influence of carbon on the structure, hardness and resistance to gas abrasion at temperature 600°С of weld alloys of the alloying system Fe - C - Cr - Ni - Mn - Mo - Ti - Nb. The nature of alloys microstructure formation during arc surfacing with flux-cored wires in shielding gas has been studied. The specific features of strengthening phases transformation at different ratios of carbide-forming elements and carbon in the metal have been revealed.
1. Введение
Преждевременное разрушение рабочих лопаток тягодутьевых машин и вентиляторов, деталей пневмотранспорта, газопромыслового и другого промышленного оборудования под воздействием абразивных частиц, содержащихся в транспортируемом газе, влечет за собой длительные нежелательные простои оборудования, сопровождающиеся значительными экономическими потерями [1], [2], [3], [5].
Газоабразивное изнашивание является сложным процессом, зависящим не только от температуры рабочей поверхности деталей, но и от множества других факторов:
где τ – продолжительность изнашивания, с; Π – концентрация абразивных частиц в газе, м-3; d – средний размер частиц, мкм; Кт – коэффициент твердости, равный отношению твердости изнашиваемого материала к твердости абразивных частиц; Кф – коэффициент, характеризующий форму частиц; υ – скорость абразивных частиц в момент удара о поверхность детали, м/с; α – угол наклона вектора скорости частицы к изнашиваемой поверхности (угол атаки), °; χ – коэффициент, характеризующий снижение механических свойств материала в результате разупрочняющего физико-химического действия среды [4], [6], [7]. Обязательным следствием непрерывного воздействия газоабразивной струи на рабочую поверхность детали является формирование на ней микрорельефа с которого происходит отделение мельчайших частиц, что и приводит к образованию дефектов на изнашиваемой поверхности.
На характер формирования продуктов износа значительное влияние оказывает угол атаки поверхности газоабразивной струей. Так, при малых углах от 0 до 30°, характерных для условий работы лопаток дымососов и тягодутьевых машин, удаление частиц происходит главным образом за счет царапания и микрорезания, что обусловливает низкую износостойкость пластичных материалов в данных условиях. При этом для хрупких материалов минимальная износостойкость наблюдается при увеличении угла атаки до 90°, что сопровождается появлением на изношенной поверхности извилистых трещин, следов отрыва и выкрашивания, свидетельствующих о преобладающей роли в механизме изнашивания процессов многократной пластической деформации [4], [6], [8], [10].
Поскольку электродуговая наплавка быстроизнашивающихся поверхностей деталей износостойкими сплавами – один из наиболее эффективных способов проведения ремонтно-восстановительных работ, отечественные и зарубежные производители (ПОЛЕМА, Интерпро, ESAB, Welding Alloys, Lincoln Electric и др.) предлагают широкий ассортимент порошковых проволок, которые обеспечивают получение абразивостойких сплавов различных систем легирования: Fe-C-Cr-B, Fe-C-Cr-Nb-Mo-V-W, Fe-C-Cr-Nb-B, Fe-C-Cr-Nb-Mo-Mn-Si-W-B, Fe-C-Cr-Ni-Mn-Si-B-Zr, Fe-C-Cr-Ni-Si-Mn-Ti и др. Содержание легирующих элементов в данных наплавочных материалах колеблется в широких диапазонах: 0,12-5,5% С, 6-40% Cr, до 40% Ni, до 10% Mo, до 10% Nb, до 6% V, до 10% W, до 5% B [11]. Большое разнообразие сплавов для работы в условиях газоабразивного изнашивания свидетельствует об отсутствии единого подхода к формированию оптимального структурно-фазового состава наплавленного металла. Таким образом, создание новых экономнолегированных гетерофазных сплавов, обладающих повышенной стойкостью к газоабразивному изнашиванию, является актуальной задачей.
Цель работы – исследование влияния содержания углерода в составе опытного наплавочного сплава системы Fe-C-Cr-Ni-Mn-Mo-Ti-Nb на формирование его структурно-фазового состава, а также стойкость в условиях газоабразивного изнашивания при температуре 600°С.
2. Методы и принципы исследования
Электродуговую наплавку выполняли с использованием автоматической сварочной головки ESAB A2S Mini Master, запитанной от источника сварочного тока LAF-1001. Наплавку производили на пластины из стали Ст3сп в среде аргона. В качестве электродных использовали экспериментальные порошковые проволоки диаметром 2,8 мм, обеспечивающие получение наплавленного металла следующего химического состава (масс. %): Cr 13,5…15; Mn 5,7…6,0; Ni 6,0…6,2; Mo 3,0…3,15; Ti 2,0…2,15; Nb 2,0…2,1; остальное Fe. Содержание углерода в сплавах составляло 1,2; 2,1 и 2,8 масс. %. Режим наплавки: Iсв = 280…290 А; Uд = 25…26 В; Vн = 24 см/мин; Q = 15…17 л/мин.
Прогнозирование структурно-фазового состава сплавов выполняли по диаграмме Данильченко Б. В. [12]. Микроструктуру наплавленного металла исследовали на электронном растровом микроскопе Versa 3D с системой энергодисперсионной спектроскопии. Определение химического состава наплавленного металла проводили оптико-эмиссионным анализатором PMI Maser Pro. Рентгенофазовый анализ проводили на рентгеновском дифрактометре Bruker D8 Advance Есо. Фазы идентифицировали с использованием базы данных ICDD PDF-2 (2016). Для измерения твердости использовали твердомер TIME Group Inc. TH-500.
Исследование газоабразивного изнашивания наплавленного металла проводили на лабораторной установке согласно методике, изложенной в работе [13]. На поверхность разогретого проходящим током до 600 °С образца наплавленного металла воздействовали разогретой газоабразивной струей в течение 120 с. Абразивом служил кварцевый песок размером 40…250 мкм. Давление подачи газоабразивного потока составляло р = 3 атм, угол атаки поверхности образца 30°. Контроль температуры поверхности образца осуществляли термопарой ВР5/20, передающей показания на экран персонального компьютера посредством аналого-цифрового преобразователя ЛА-20 USB. Измерение потери массы испытанных образцов выполняли на аналитических весах VIBRA HT-124RCE с точностью до 0,1 мг.
3. Основные результаты
По результатам выполненных металлографических исследований (рис. 1) установлено, что структура наплавленного металла с содержанием углерода 1,2 и 2,1 (масс. %) эвтектическая с равномерно распределенными по всему объему металла дисперсными упрочняющими фазами.
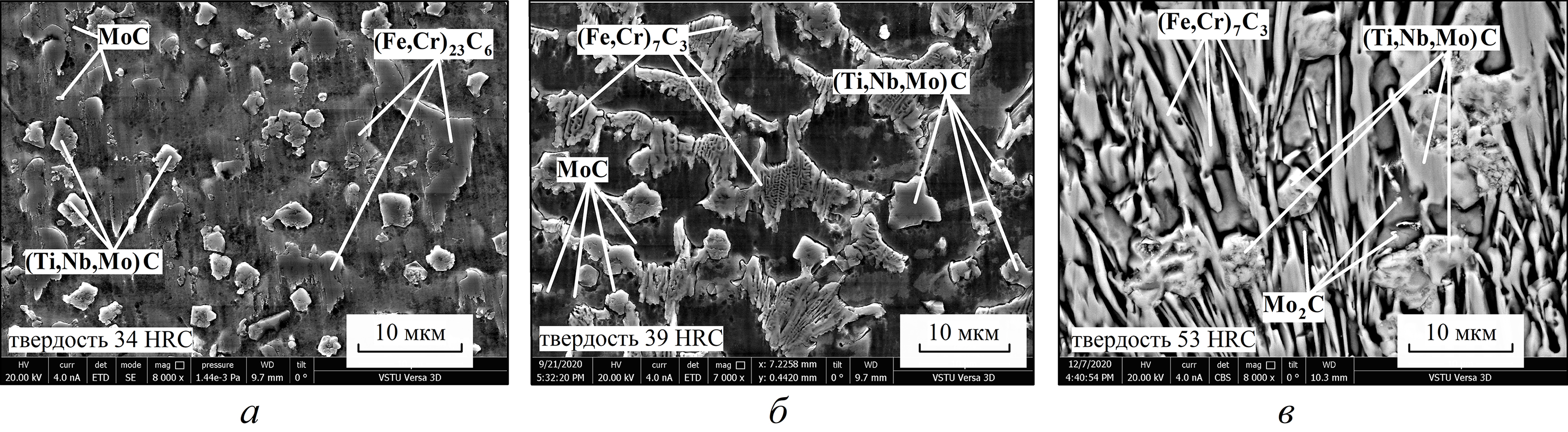
Рисунок 1 - СЭМ изображение микроструктуры наплавленных сплавов, содержащих 1,2 (а), 2,1 (б) и 2,8 (в) масс. % углерода
При повышении концентрации углерода в металле до 2,8 % структура трансформируется в заэвтектическую с выделением первичных тонкопластинчатых карбидов. Дюрометрические исследования металла, наплавленного опытными порошковыми проволоками позволили установить, что максимальная твердость 53 HRC достигается в сплаве, содержащем 2,8 % С.
На основании проведенного рентгенофазового анализа (рис. 2) установлено, что упрочняющая фаза, представленная дисперсными карбидами MoхC, (Ti,Nb,Mo)хC, а также железохромистыми карбидами (Fe,Cr)хCу, закреплены в твердом растворе на основе γ-Fe. Это должно способствовать обеспечению повышенной износостойкости сплавов, поскольку, как известно [14], материалы с данной фазой обладают высокой пластичностью, низкой чувствительностью к скорости деформации и способны надежно удерживать упрочняющие твердые фазы.
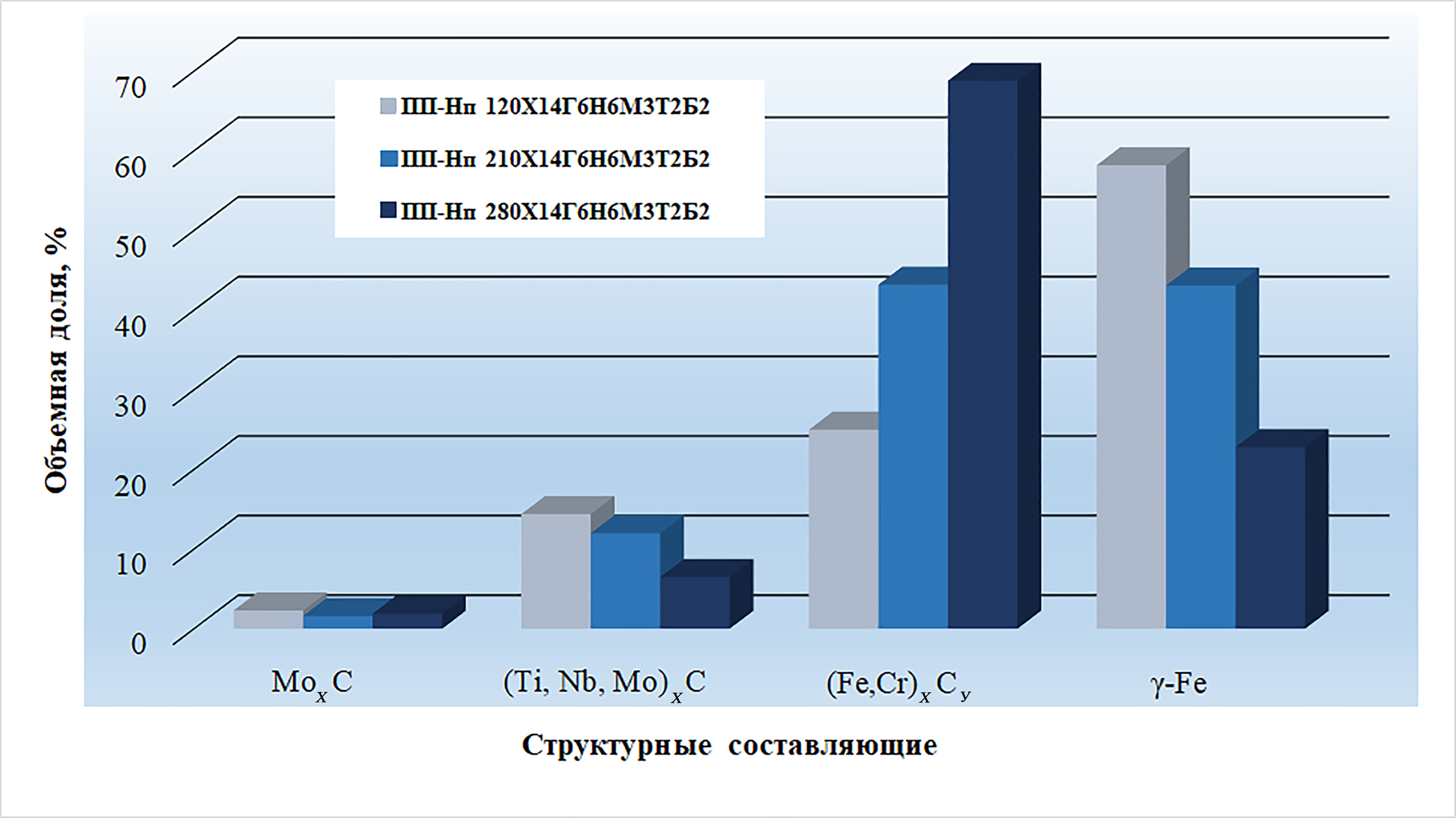
Рисунок 2 - Содержание структурных составляющих в наплавленном металле
По мере увеличения содержания углерода в металле происходит шестикратное увеличение объемной доли карбидов (Fe,Cr)хCу, достигающей 60 об.%, а содержание карбидов MoхC и (Ti,Nb,Mo)хC при этом почти не изменяется и составляет около 10 об.%.
Исследования износостойкости металла, наплавленного опытными и промышленным сплавом, на стойкость к высокотемпературному газоабразивному изнашиванию (рис. 3) показали, что минимальной скоростью износа, обладает опытный сплав с содержанием углерода 2,8 % С, превосходя более легированный и дорогостоящий зарубежный аналог.
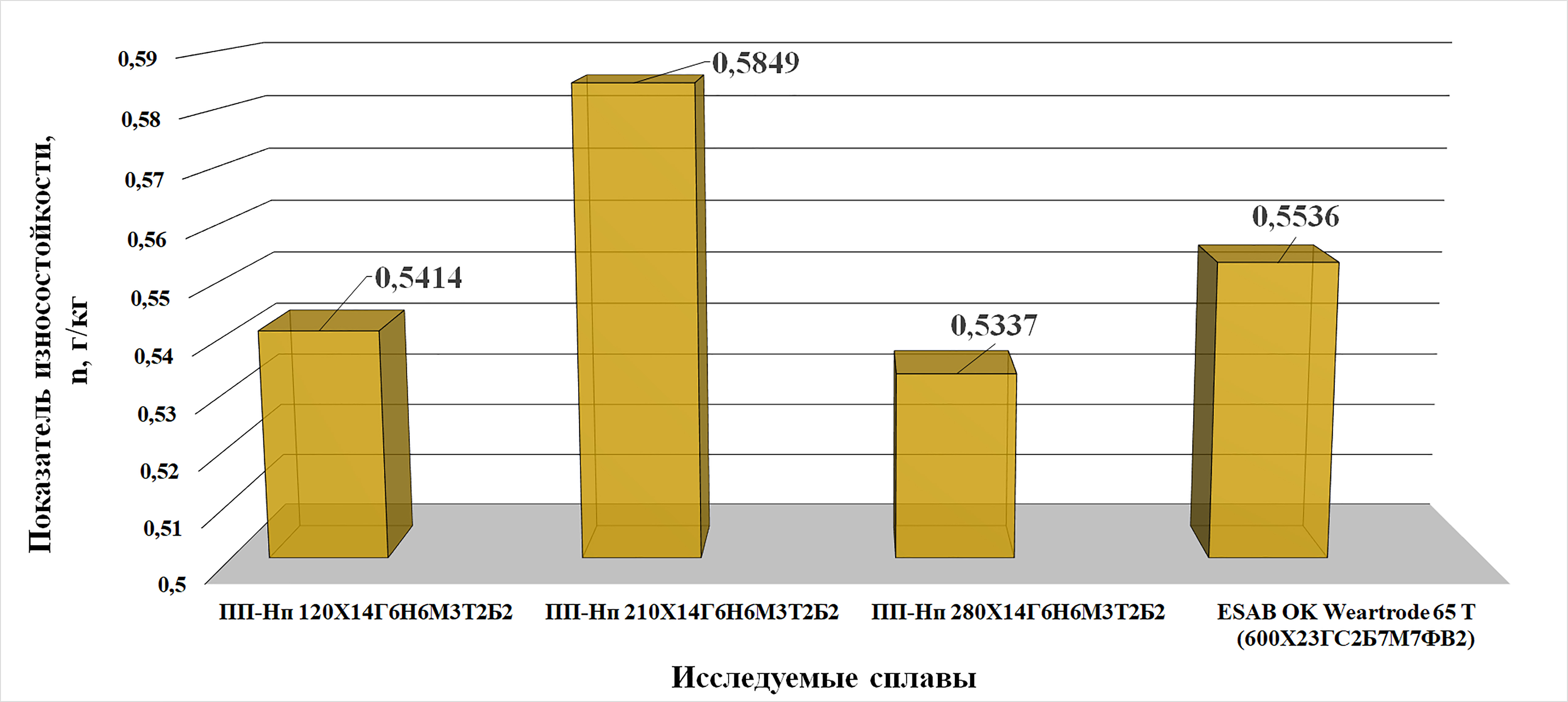
Рисунок 3 - Сравнение износостойкости экспериментальных и промышленного сплавов
Повышенный уровень свойств достигается формированием в наплавленном металле значительной объемной доли железохромистых карбидов, располагающихся в прочном и пластичном легированном аустените, упрочненном мелкодисперсной фазой, представленной монокарбидами молибдена, а также высокотвердыми комплексными карбидами (Ti,Nb,Mo)xCy, которые способствуют перераспределению напряжений в поверхностных слоях металла, возникающих под высокоскоростным воздействием абразивных частиц.
Анализ изношенной поверхности сплава, содержащего 1,2 масс. % углерода, показал (рис. 4), что под воздействием газоабразивного потока на ней формируются микрорельеф, представляющий собой неровности в виде многочисленных лунок гораздо меньшего размера, чем используемые абразивные частицы.
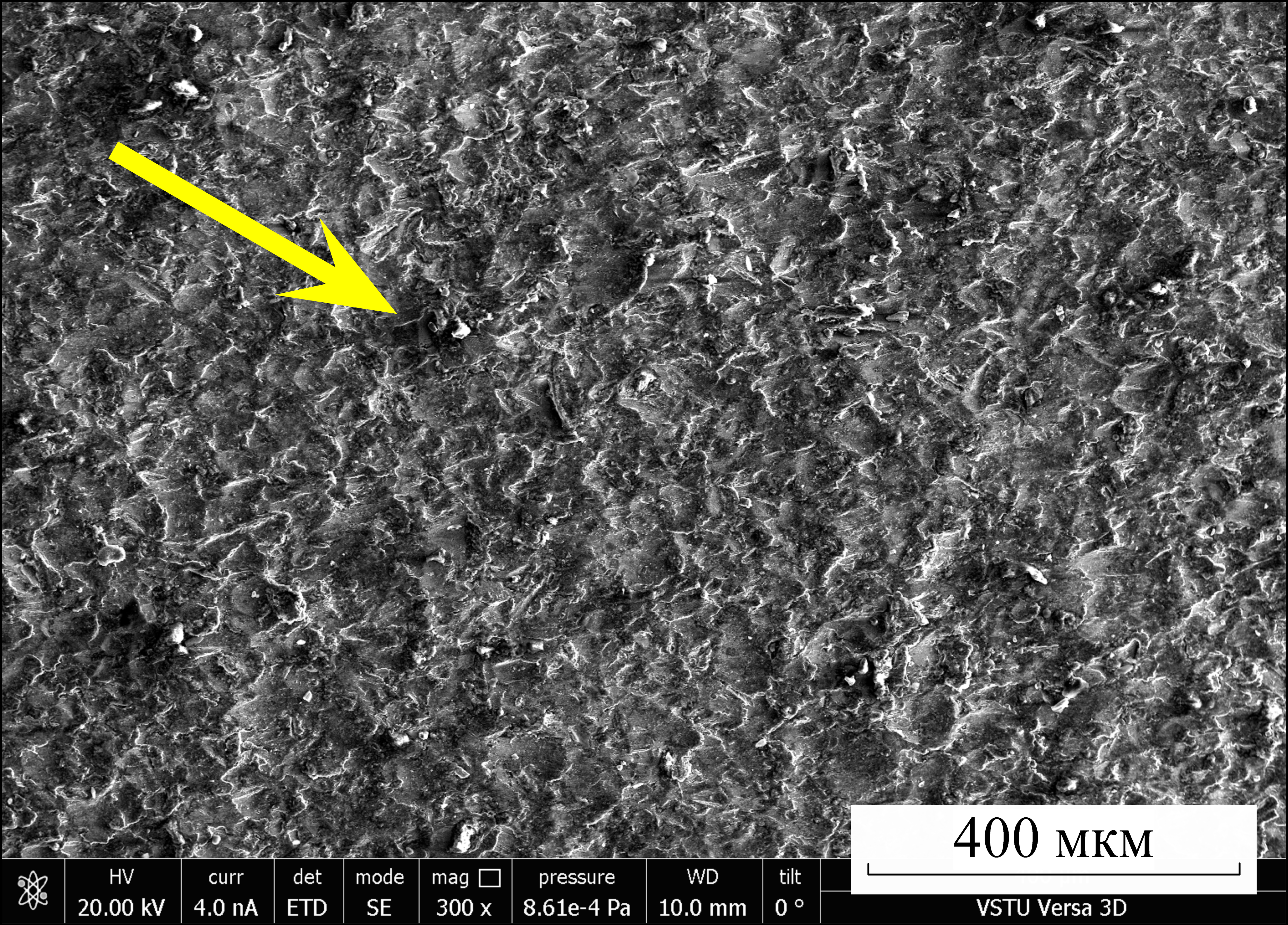
Рисунок 4 - Поверхность наплавленного металла после испытания на газоабразивное изнашивание при температуре 600°С (стрелкой показано направление газоабразивного потока)
При этом на поверхности отсутствуют микротрещины, что свидетельствует о достаточном запасе пластичности сплава. Также было установлено, что в процессе изнашивания происходит интенсивная пластическая деформация твердого раствора, сосредоточенная в поверхностных слоях наплавленного материала толщиной не более 5 мкм.
4. Заключение
Выявлено, что увеличение содержания углерода в наплавленном металле приводит к многократному росту в нем объемной доли железохромистых карбидов при практически неизменном содержании карбидов MoхC и (Ti,Nb,Mo)хC. Повышенная стойкость разработанных сплавов к газоабразивному изнашиванию, превосходящая показатель зарубежного аналога, достигается за счет образования композиционной эвтектической структуры, состоящей из легированного аустенита и упрочняющей фазы, представленной железохромистыми карбидами, защищающими матрицу от непосредственного контакта с газоабразивной струей, а также мелкодисперсными карбидами MoхC и (Ti,Nb,Mo)хC которые обеспечивают дополнительное упрочнение твердого раствора.