FEEDSTOCK COMPOSITION OPTIMIZATION AT NAPHTHA CATALYTIC REFORMING AND C5-C6 ISOMERIZATION UNITS WITH THE HELP OF "HYSYS IZOMER ACTIV" SIMULATOR

Чузлов В.А.1, Чеканцев Н.В.2, Иванчина Э.Д.3
1Студент, 2кандидат технических наук, доцент, 3доктор технических наук, профессор, Национальный исследовательский Томский политехнический университет
ОПТИМИЗАЦИЯ СОСТАВА ПЕРЕРАБАТЫВАЕМОГО СЫРЬЯ НА УСТАНОВКАХ КАТАЛИТИЧЕСКОГО РИФОРМИНГА БЕНЗИНОВ И ИЗОМЕРИЗАЦИИ ПЕНТАН-ГЕКСАНОВОЙ ФРАКЦИИ С ИСПОЛЬЗОВАНИЕМ КОМПЛЕКСНОЙ МАТЕМАТИЧЕСКОЙ МОДЕЛИ "HYSYS IZOMER ACTIV"
Аннотация
В статье представлен способ оптимизации работы установок каталитической изомеризации и каталитического риформинга совместно с блоком колонн разделения с использованием метода математического моделирования. Подбор оптимальных технологических условий сопряженных процессов каталитического превращения углеводородов и ректификации позволит снизить содержание гептановых углеводородов и, тем самым, продлить срок службы катализатора СИ-2 на промышленной установке Л–35–11/300. Данный вывод подтверждается представленными результатами моделирования различных режимов работы реактора изомеризации и колонн.
Ключевые слова: математическое моделирование, изомеризация риформинг, колонна.
Chuzlov V.A.1, Chekancev N.V.2, Ivanchina E.D.3
1Student,2PhD in Technics, assosiate professor 3Doctor in technics, professor National Reaserch Tomsk Polytechnic University
FEEDSTOCK COMPOSITION OPTIMIZATION AT NAPHTHA CATALYTIC REFORMING AND C5-C6 ISOMERIZATION UNITS WITH THE HELP OF "HYSYS IZOMER ACTIV" SIMULATOR
Abstract
The mathematical method of optimization of naphtha catalytic reforming and C5-C6 isomerization units operation combined with separation unit was proposed. Selection of optimal process conditions of coupled processes of hydrocarbons catalytic conversion and rectification will reduce the heptane hydrocarbons content and thereby extend the life of the SI-2 catalyst at the industrial unit L-35-11/300. This conclusion is confirmed by the simulation results presented for the various modes of operation of the isomerization reactors and columns.
Key words: mathematical simulation, isomerization, reforming, column
Цель работы: повышение эффективности установок изомеризации и риформинга, а также интенсификация работы блока вторичной ректификации с использованием метода математического моделирования за счет оптимального распределения сырьевых ресурсов.
Прямогонные бензиновые фракции, получаемые при первичной переработке нефти и газового конденсата, обычно содержат значительное количество линейных парафинов с низким октановым числом и не пригодны для использования в качестве автомобильного топлива. В России наиболее распространённым процессом получения высокооктановых бензинов является риформинг, однако, моторное топливо, полученное в ходе этого процесса, не отвечает высоким стандартам ЕВРО-3, ЕВРО-4 и ЕВРО-5 из-за высокого содержания ароматических углеводородов. По этой причине существует необходимость организации производства высокооктановых неароматических компонентов, а именно, алкилатов, олигомеризатов, изомеризатов. Изомеризаты представляют наибольший практический интерес, вследствие их относительно низкой себестоимости и доступности сырья.
Целевым назначением процесса изомеризации в современной нефтепереработке является получение высокооктановых изоалканов. Высокая эффективность процесса изомеризации заключается в том, что в качестве сырья используются низкооктановые компоненты нефти – фракции н.к. – 62 °С и рафинаты каталитического риформинга, содержащие в основном н-пентаны и н-гексаны. В процессе изомеризации происходит перегруппировка молекулярной структуры нормальных парафинов в их изомеры с более высоким октановым числом. Однако помимо парафинов, изомеризации подвергаются и другие классы углеводородов [1].
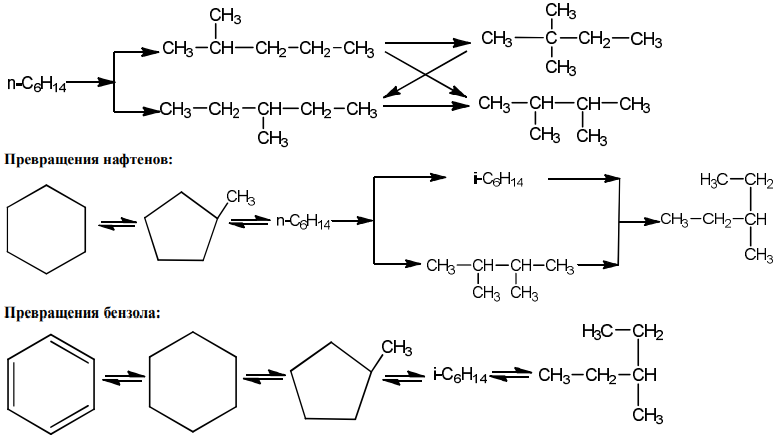
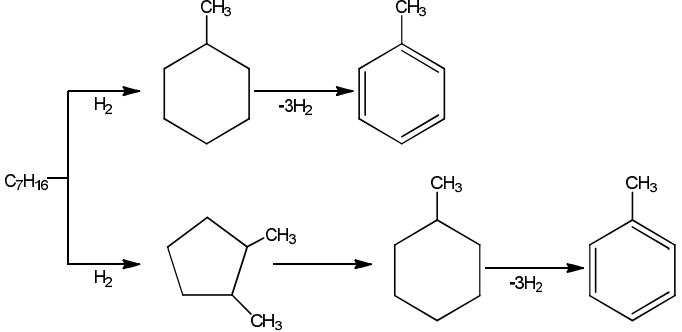
Рассмотрим основные реакции превращения углеводородов в процессе изомеризации:
Изомеризация парафинов:

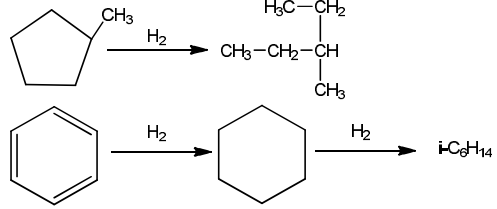
Гидрирование нафтеновых углеводородов и ароматических углеводородов:
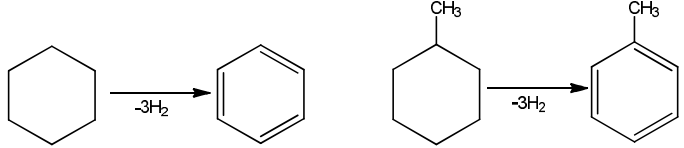
Ароматические углеводороды – бензол, толуол, ксилолы - являются ценным сырьём нефтехимии. В России около 50 % всего бензола и 90 % толуола и ксилолов получают на установках каталитического риформинга. На промышленных установках в качестве сырья используют фракцию 62-105 °С. Нижняя граница кипения этой фракции выбрана так, чтобы при ректификации бензина преобладающая часть изогексанов попала в головную фракцию, используемую в качестве компонента автотоплив. Ароматические углеводороды в процессе риформинга образуются за счёт [2]:
дегидрирования шестичленных цикланов
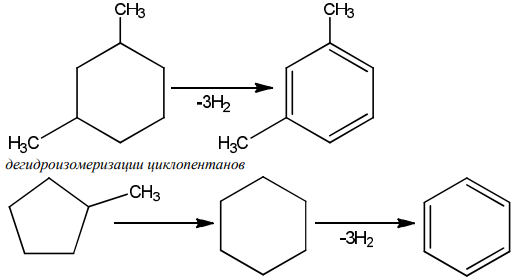
дегидроциклизации (С5 или С6-дегидроциклизации) парафиновых углеводородов
Ресурсоэффективность процессов риформинга и изомеризации зависит от правильного разделения сырья между установками, что определяется режимами работы колонн блока вторичной перегонки бензинов.
Моделирование блока ректификации проводилось в среде программного пакета HYSYS, исследование процесса изомеризации проводилось с помощью программы IZOMER, риформинга – с использованием программы Aktiv. На рис.1 представлена схема блока вторичной ректификации АТ-6.
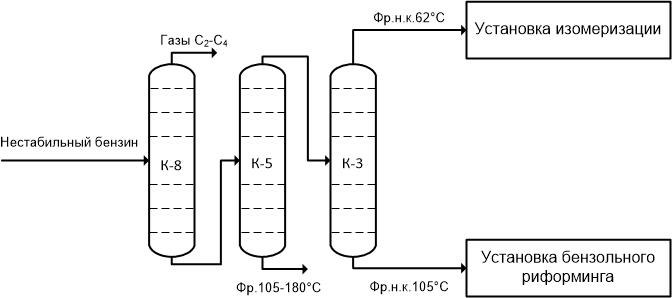
Рис. 1 - Схема блока перегонки бензинов (АТ-6)
С верха колонны К-8 отбирают газы С2-С4. Из стабильного бензина в колонне К-5 отбирают фракцию н.к. 105 °С. Пары этой фракции конденсируют, затем балансовая часть конденсата подаётся в колонну К-3. С верха колонны К-3 отбирают фракцию н.к. 62 °С, с куба – 62-105 °С.
Следует отметить, что практически все действующие производства на основе каталитических процессов работают не в оптимальном режиме и имеют большие резервы по экономическим и технологическим критериям ввиду отсутствия такой комплексной модели. Увеличение выхода продуктов колонн блока вторичной ректификации обеспечивает повышение нагрузки на установки изомеризации и риформинга.
На первом этапе оптимизации работы колонн блока АТ-6 были найдены оптимальные параметры для заданного состава сырья (дата отбора 15.04.2010). Параметры работы колонны К-8 подбирались таким образом, чтобы максимально отделить лёгкие газы С2-С4, а также увеличить выход нижнего продукта для повышения нагрузки на колонну К-5. По результатам проведенных исследований для колонны К-8 при заданном составе сырья необходимо поддерживать температуру в кубе на уровне 173 °С и температуру в конденсаторе на уровне 65 °С, т.к. при таких условиях наблюдается наилучшее отделение углеводородов С2-С4 и максимальный выход нижнего продукта колонны.
Режим работы колонны К-5 должен быть подобран так, чтобы обеспечить высокий выход фракции н.к. 105 °С для повышения нагрузки на К-3.
Таблица 1 - Результаты исследований режимов работы К-5
|
Температура |
Количество продукта, кг/ч |
|
Куб |
|
|
168 |
25553,17 |
|
160 |
25587,86 |
|
Конденсатор |
|
|
102 |
24313,05 |
|
104 |
25587,86 |
По данным таблицы 1 набольший выход фр. н.к. 105 °С достигается при температуре куба колонны К-5 - 160 °С и температуре конденсатора - 102 °С.
Состав сырья изменяется в широких приделах, поэтому невозможно подобрать универсальные оптимальные параметры. С применением разработанной комплексной моделирующей системы были рассчитаны оптимальные параметры работы колонн К-8 и К-5 для получения максимальной загрузки колонны К-3, таблица 2.
Таблица 2 - Режимы работы колонн блока вторичной ректификации АТ-6 в зависимости от состава входного сырья
|
Дата |
К-8 |
||||
|
Температура, °С |
Кол-во продукта, кг/ч |
Прирост, % |
|||
|
Куб |
Конденсатор |
|
|
||
|
17.05.2010 |
180 |
64 |
38894,33 |
43830,54 |
12,69 |
|
19.05.2010 |
183 |
68 |
29355,20 |
38601,38 |
31,50 |
|
24.05.2010 |
185 |
70 |
31208,99 |
40038,75 |
28,29 |
|
26.05.2010 |
183 |
68 |
25319,93 |
35199,56 |
39,02 |
|
02.06.2010 |
181 |
66 |
39875,60 |
45326,64 |
13,67 |
|
Дата |
К-5 |
||||
|
Температура, °С |
Кол-во продукта, кг/ч |
Прирост, % |
|||
|
Куб |
Конденсатор |
|
|
||
|
17.05.2010 |
168 |
108 |
109987,48 |
114410,06 |
4,02 |
|
19.05.2010 |
168 |
110 |
108062,68 |
119305,98 |
10,40 |
|
24.05.2010 |
175 |
112 |
99305,90 |
112389,39 |
13,17 |
|
26.05.2010 |
173 |
110 |
112396,19 |
121550,06 |
8,14 |
|
02.06.2010 |
171 |
108 |
108638,83 |
112913,99 |
3,94 |
В соответствии с данными, представленными в таблице 2, различный состав сырья оказывает значительное влияние на режимы в колоннах вторичной ректификации. В зависимости от состава перерабатываемого сырья температуру куба колонны К-8 необходимо поддерживать на уровне 173 - 185 °С, конденсатора 65 – 70 °С, температуру куба колонны К-5 160 - 175 °С, конденсатора 104 – 112 °С.
Исследование влияния режимов работы колонны К-3 на октановое число изомеризата проводились с использованием компьютерной моделирующей системы IZOMER, представляющей собой программно реализованную математическую модель реакторного блока процесса изомеризации на катализаторе СИ-2.
Для обоснования достоверности исследований выполнена проверка на адекватность математической модели реальному процессу по экспериментальным данным с установки Л-35-11/300 ООО «КИНЕФ». Результаты расчета, приведенные на рис. 2, показывают незначительное отклонение рассчитанных значений октанового числа от экспериментальных. Это подтверждает возможность проведения исследований по совершенствованию процесса изомеризации с использованием компьютерной моделирующей системы IZOMER.
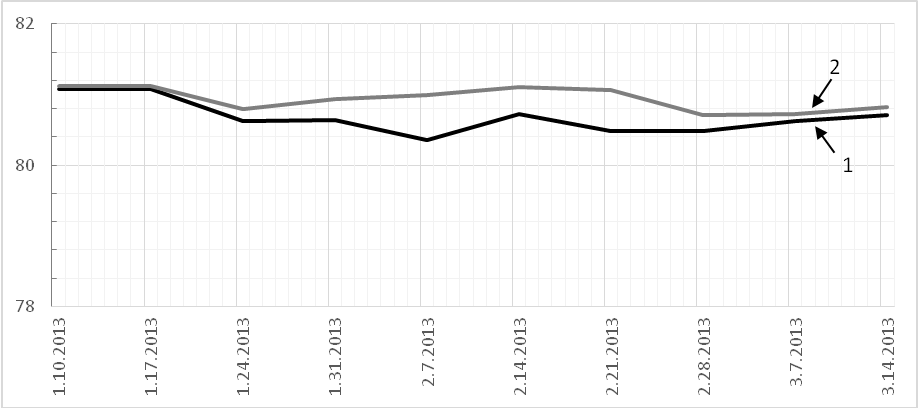
Рис. 2 - Сравнение рассчитанных с использованием модели и экспериментальных значений октанового числа изомеризата, определенное по исследовательскому методу (ОЧИ), 1 - расчёт, 2 – эксперимент
В ходе проведённых исследований была решена проблема оптимального распределения потоков между установками. Такие компоненты, как нормальный гексан и метилциклопентан имеют очень близкие температуры кипения и не могут быть разделены в колонне К-3, возникает вопрос совместного отделения данных компонентов в качестве верхнего или нижнего продукта. В соответствии с химизмом процессов изомеризации и риформинга, представленном выше, данные компоненты превращаются в целевые продукты, поэтому для нахождения оптимальной степени разделения, было изучено влияние параметров колонны К-3 на октановое число изомеризата и выход ароматических углеводородов риформата.
Результаты влияния режимов работы колонны К-3 на октановое число изомеризата и содержание ароматики в риформате для заданного состава сырья (дата отбора 15.04.2010) приведены на рис. 3-5 и таблице 3.
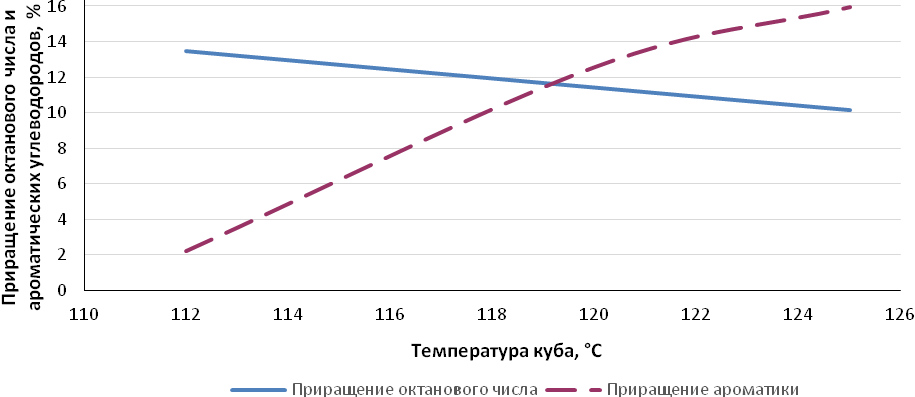
Рис. 3 – Влияние температуры куба К-3 на ОЧ изомеризата и содержание ароматики в риформате, 1-приращение ОЧ, 2-приращение ароматики
Как видно из рис. 3, оптимальная температура куба колонны составляет 119 - 120 °С, при этом содержание метилциклопентана во фракции н.к. 62 °С - 59 % мас.

Рис. 4 – Влияние температуры куба К-3 на ОЧ изомеризата и содержание ароматики в риформате, 1-приращение ОЧ, 2-приращение ароматики (дата отбора сырья 24.05.2010)
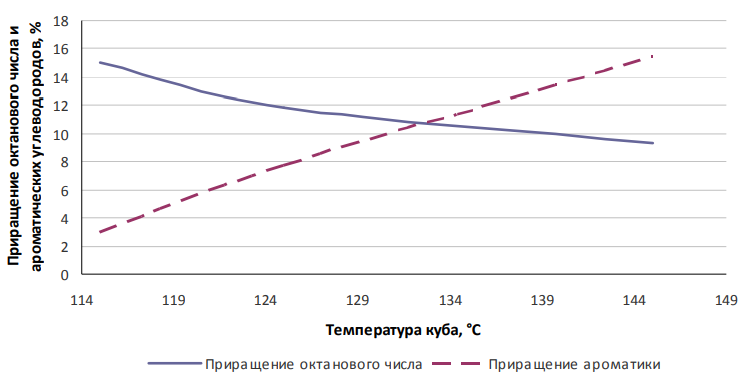
Рис. 5 - Влияние температуры куба К-3 на ОЧ изомеризата и содержание ароматики в риформате, 1-приращение ОЧ, 2-приращение ароматики (дата отбора сырья 20.04.2010)
Таблица 4 – Распределение метилициклопентана (МЦП) и н-гексана между установками риформинга и изомеризации.
|
Дата отбора |
Температура куба, °С |
Соотношение МЦП |
Соотношение н-гексана |
||
|
Фр. н.к. 62°С |
Фр. 62-105°С |
Фр. н.к. 62°С |
Фр. 62-105°С |
||
|
15.04.2010 |
112 |
58,49 |
41,51 |
67,66 |
32,34 |
|
119 |
59,25 |
40,75 |
78,09 |
21,91 |
|
|
120 |
59,36 |
40,64 |
80,91 |
19,09 |
|
|
125 |
60,60 |
39,40 |
94,99 |
5,01 |
|
|
24.05.2010 |
129 |
61,74 |
38,26 |
61,54 |
38,46 |
|
130 |
63,12 |
36,88 |
63,24 |
36,76 |
|
|
135 |
73,35 |
26,65 |
71,76 |
28,24 |
|
|
140 |
88,57 |
11,43 |
91,72 |
8,28 |
|
|
20.04.2010 |
115 |
63,24 |
36,76 |
60,11 |
39,89 |
|
125 |
63,56 |
36,44 |
62,72 |
37,28 |
|
|
133 |
65,82 |
34,18 |
74,96 |
25,04 |
|
|
145 |
76,27 |
23,73 |
94,20 |
5,80 |
|
Из приведенных данных видно, что в зависимости от состава перерабатываемого сырья для достижения оптимального соотношения МЦП и н-гексана в дистилляте и кубовом остатке необходимо изменять режим работы колонны К-3 в широких пределах (температура куб 119 – 133 °С). Для наилучшей работы установок следует поддерживать соотношение МЦП во фрации н.к. 62 °С в интервале 60 - 70 % мас., н-гексана 60 - 80 % мас.
Одним из негативных показателей качества сырья процесса изомеризации является содержание углеводородов С7+. Повышенное содержание этих углеводородов приводит к протеканию экзотермических реакций гидрокрекинга и дезактивации катализатора. Выполненные расчеты на модели показали, что тепловой режим ребойлера колонны К-3 в значительной степени влияет на концентрацию углеводородов С7+ в сырье изомеризации (фр. н. к. 62 °С). На рис. 6 представлена зависимость концентрации углеводородов С7+ в сырье изомеризации от температуры низа К-3 при различных составах фракции н. к. 105 °С.
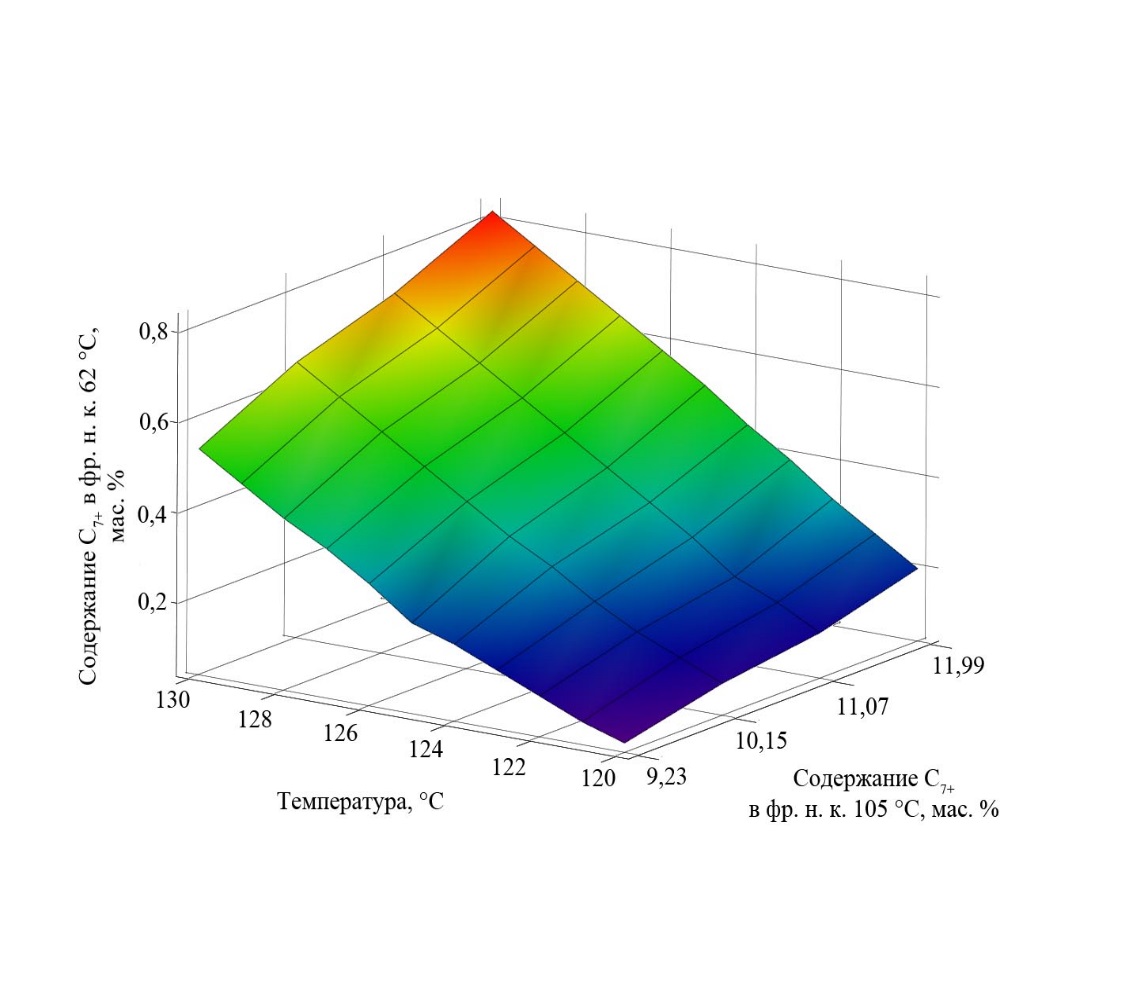
Рис. 6 - Содержание С7+ в сырье изомеризации в зависимости от тепловой нагрузки на ребойлер колонны К-1
Повышение температуры низа колонны К-3 приводит к нежелательному увеличению содержания тяжелых углеводородов в сырье изомеризации. Таким образом, с использованием комплексной математической модели можно подобрать оптимальный режим работы колонн вторичной ректификации бензинов с минимальным содержанием углеводородов С7+ в сырье изомеризации.
Выводы:
1. Проведённые исследования позволят повысить ресурсоэффективность процессов изомеризации и риформинга за счёт оптимизации режимов работы колонн блока перегонки бензинов АТ-6;
2. Была решена проблема оптимального распределения сырья в колонне К-3 между установками риформинга и изомеризации. В зависимости от состава входного сырья установки АТ-6 для обеспечения степени разделения н-гексана в дистилляте на уровне 61 - 80 %, метилциклопентана на уровне 60 - 70 % в колонне К-3 необходимо поддерживать температуру куба в интервале 119 – 133 °С.
3. Выполненные исследования показали, что изменение содержания С7+ в фр. н.к. 105 °С в интервалах 9,23 – 11,99 приводит к повышению содержания гептанов в сырье изомеризации от 0,2 до 0,8 мас. % в зависимость от тепловой нагрузки на ребойлер.
References
Чеканцев Н.В., Кравцов А.В., Дуброва Т.В. Формализованный механизм превращений углеводородов пентан-гексановой фракции на поверхности бифункциональных Pt-катализаторов изомеризации //Известия Томского политехнического университета. – 2008. – т. 312. – № 3. – С. 34–37.
Ахметов С.А., Ишмияров М.Х., Кауфман А.А. Технология переработки нефти, газа и твёрдых горючих ископаемых. – Санкт-Петербург: Недра, 2009. – 827 с.
Иванчина Э. Д. , Чеканцев Н. В. , Чузлов В. А. , Смольянова Ю. А. , Тураносов А. В. Оптимизация процесса изомеризации пентан-гексановой фракции с использованием комплексной математической модели HYSYS-IZOMER // Нефтепереработка и нефтехимия. - 2012. - Вып. 12. - C. 9-13
References
Чеканцев Н.В., Кравцов А.В., Дуброва Т.В. Формализованный механизм превращений углеводородов пентан-гексановой фракции на поверхности бифункциональных Pt-катализаторов изомеризации //Известия Томского политехнического университета. – 2008. – т. 312. – № 3. – С. 34–37.
Ахметов С.А., Ишмияров М.Х., Кауфман А.А. Технология переработки нефти, газа и твёрдых горючих ископаемых. – Санкт-Петербург: Недра, 2009. – 827 с.
Иванчина Э. Д. , Чеканцев Н. В. , Чузлов В. А. , Смольянова Ю. А. , Тураносов А. В. Оптимизация процесса изомеризации пентан-гексановой фракции с использованием комплексной математической модели HYSYS-IZOMER // Нефтепереработка и нефтехимия. - 2012. - Вып. 12. - C. 9-13