INTENSIFICATION OF UNDERGROUND WATER TREATMENT PROCESSES FOR OIL REFINERIES IN HIGH-LATER AREAS
INTENSIFICATION OF UNDERGROUND WATER TREATMENT PROCESSES FOR OIL REFINERIES IN HIGH-LATER AREAS
Abstract
The article presents the methods used to treat oily natural and industrial wastewater from oil refineries, considers the effectiveness of the existing water treatment system, and proposes improving technological solutions. The relevance of the work is due to the need to improve the conditioning systems of natural and industrial wastewater from enterprises of the oil producing and oil refining complex. In order to optimize the operation of closed water use systems, it is proposed to include a block of sorption facilities in the filtration stage. This method allows to achieve the required quality, both for the use of this water in the form of return formation water, and technical water. The use of the sorbent "STK-A" for the implementation of the process of purification of heavily polluted oily wastewater is substantiated. During the experiment, the optimal temperature regime was revealed, at which the effect of sorption purification is maximum. Rational modes of sorption filtration have been selected and scientifically substantiated. The data obtained can be used in the design of structures for closed systems for the treatment of oily wastewater.
1. Introduction
The relevance of research aimed at the problem of development of a closed technological scheme of sewage treatment in oil and gas fields is stipulated by the necessity to reduce environmental loads and to realize resource-saving principles on the territories with complicated climatic conditions.
The basic approach in the construction of oil wells is a concept of "zero discharge". For the phased implementation of the principles of this concept, identification of waste liquids generated during construction and operation of oil fields is of key importance. The main technological waste of oil drilling includes drill dirt, used drilling fluids and sewage formed in the rinsing wells.
The mineralogical composition of the drill dirt is determined by the lithological composition of rocks and can significantly change with the deepening of the well. The chemical composition of the drill dirt depends both on its mineral composition and the properties of the rinsing fluid. In the process of drilling, in addition to this fluid, other technological fluids are used, e.g., buffer, perforating fluids. After use, they are fully or partially transferred to the category of waste. Used drilling rinsing fluid (UDRF) is mostly formed.
The second category of sewage is the drilling sludging wastewater generated during the drilling site and equipment washing, the equipment cooling system.
The third category is the waste fluid for the well inflow and muffling, and the fluids (oil-field water, oil, gas) obtained during the test.
Environmental hazard of all sewage generated only at the stage of construction of oil and gas wells is primarily determined by the high toxic effects on organisms of any classification.
As for the concept of "zero discharge", development of waste treatment technology and its reuse as technical water for maintaining oil-field water pressure is the only possible principle of its implementation.
The required amount of return oil-field water is quite large. An estimated water consumption for the production of one ton of oil is on average 1.6-2.5 m3 with peripheral water flooding and 10-15 m3 with the site flooding.
Water injected into the formation, requires special preparation, and since 40-50% of it is sewage of different origin, it is necessary to look for the treatment equipment with high removal efficiency of such pollutants as oil products, suspended solids, iron, calcium, magnesium, potassium (carbonate, bicarbonates, sulfates), microorganisms.
Particles of algae, silt, iron compounds contained in the inlet water, hardness salts clog the pore channels of the formation, reducing the capacity of forcing wells. Microorganisms available in the injected water can form undesirable compounds. For example, sulphate restorable bacteria in the process of life produce hydrogen sulfide in an amount up to 100 mg/L. Later this corrosive gas destructs pipelines, devices and equipment. In addition, these bacteria provoke the release of calcium carbonate and iron sulfide, which in turn form the mineral deposits in pipes, structures, and equipment.
According to Standard 39-225-88 "Water for waterflooding of oil formations. Quality requirements", the water intended for injection is to contain not more than 2 mg/l of suspended solids with a particle size of 1-5 mcm, 0.3 mg/l of iron, 0.5 mg/l of oil with the size of the emulsified particles of not more than 5 microns, 0.05 mg/l of dissolved oxygen.
The existing technological schemes of sewage treatment, with the condition of reuse, provide for the application of the following processes:
1. Coagulation;
2. Decarbonization;
3. Iron removal;
4. Decontamination.
Coagulation generally refers to the preliminary stage of water treatment. This step is necessary to improve the efficiency of subsequent treatment steps. Without this phase, the use of some treatment methods presents significant difficulties. For example, the presence of organic substances in water leads to changes in technological ammonites, contributes to their aging and sharp (4-8 times) reduction in service life , , .
Water subjected to pre-treatment, almost does not contain coarse impurities, but it still contains a significant amount of emulsified organic compounds, a variety of fine impurities, as well as various bio-organisms, some of which may have pathogenic viruses and bacteria. To remove these contaminants various treatment methods are used: oxidation, ion exchange, sodium-cation exchange, sodium-chlorine-ionization, hydrogen-sodium-cation exchange, ammonium-sodium-cation exchange, anation, baromembrane, electromagnetic, etc.
The most common methods of the organic compounds physical-chemical treatment are oxidizing methods, that are used in case of impossibility or economic inexpediency of impurities extraction from sewage, and in case the runoff compounds are biochemically insoluble or toxic. Such methods of treatment are often referred to as destructive, because as a result of water treatment from impurities, organic compounds are broken down and the decomposition products are removed from the water or harmless for aquatic bodies compounds are formed. These include biological and chemical oxidation of contaminants, chemical recovery by hydrogen, electrochemical destruction, etc. , , , .
Rreagents oxidation is most widely used nowadays as a method of sewage treatment from oil products. Chlorine and its compounds, ozone, oxygen, hydrogen peroxide, copper sulfate, potassium dichromate, etc. are used as oxidizers .
When traditional methods of mechanical, biological and physical-chemical treatment of water are insufficient or cannot be used, because of the deficit of production areas, the complexity of delivery and the use of reagents or for other reasons, electrochemical methods for wastewater treatment are applied.
Electrochemical methods can be used to adjust physical-chemical properties of the treated effluent, they have a high bactericidal effect, allow to oxidize organic compounds to the required standards, simplify the technological scheme of treatment. In many instances, electrical and chemical methods eliminate secondary pollution.
Electrical and chemical destruction is based on the oxidation and recovery of inorganic and organic compounds. Moreover, these reactions include a wide variety of processes, starting from the simplest ionic recharge to complex transformations that underlie organic synthesis.
The mechanisms of electrical and chemical oxidation (or recovery) depend on the electrode material, the nature of substances subjected to electrolysis, temperature and electrolyte composition.
Currently, based on anodic oxidation and cathodic recovery, technology of sewage treatment has been developed from phenols, thiocyanates, nitro compounds, formaldehyde, methanol, dyes, simazine, cinar chloride, derivatives of anthraquinone, ethylene glycol, 2.4-D-acids, peroxide organic compounds, sulfur-containing and other organic pollutants present in industrial effluents , , , .
The application of membrane techniques for treatment of oily waste is increasingly used, especially abroad
, , , .One of the most effective methods of advanced sewage treatment from dissolved organic contaminants in petrochemical industry is sorption , . As sorbents different porous materials are used: ash, coke waste peat, silicagels, alumogels, active clay, materials on the base of intercalated thermoexpanded graphite and its modifications, sorbents based on carbonized rice peelings, etc. Activated carbons of different brands are also effective adsorbents.
The main advantage of the sorption method is the repeated use of the sorbent in the "sorption-desorption" cycle, which significantly increases the economic efficiency of sorption treatment. Besides solving the problem of sewage treatment to maximum permissible concentration, it is possible to make extraction of a valuable component from the surface of the sorbent.
The use of coal-sorption technology for additional treatment of sewage waters will enable the use of treated water in recycled water production, improve ecological situation and help preserve the mineral resources, which are currently subject to high depletion , .
The use of microorganisms immobilized biocenosis on the surface of sorption particles , , , is a new development in the field of sorption conditioning of oily sewage for various purposes.
2. Description of research
Open and closed types of diagrams are used for sewage treatment in oil and gas fields.
Diagram of water treatment of an open type enables to treat technical and storm waste water in the same flow regardless of composition, pressure and water gas saturation, and together upload them into injection wells. It is usually recommended to be used for sewage with a high content of hydrogen sulfide and carbon dioxide. However, the efficiency of drain treatment according to this diagram does not exceed 60%, and the economic costs of its layout and operation are relatively high. In addition, as a result of contact with oxygen, the corrosiveness of water increases.
A schematic diagram of the treatment unit of the oil-field water of the closed type is shown in Fig. 1.
Separated from the oil in the sedimentation chamber of preliminary discharge (SCPD) the water along line 1 goes into the reservoir – chamber 2 and then partially dehydrated oil (till 5%), having passed the oil complex preparation unit (OCPU) goes to thermally insulated sedimentation chambers 3. The process of water separation in them is accelerated due to the OCPU heating and introduction of surface-active substances. Separated hot water is supplied to pump intake 4 and then fed back to the SCPD of the OCPU, which allows to reduce the consumption of demulsifier and the emulsion heating temperature. From the reservoir – chamber 2 the oil-field water is drawn by pump 5 and is fed to the sewerage pump station (SPS).
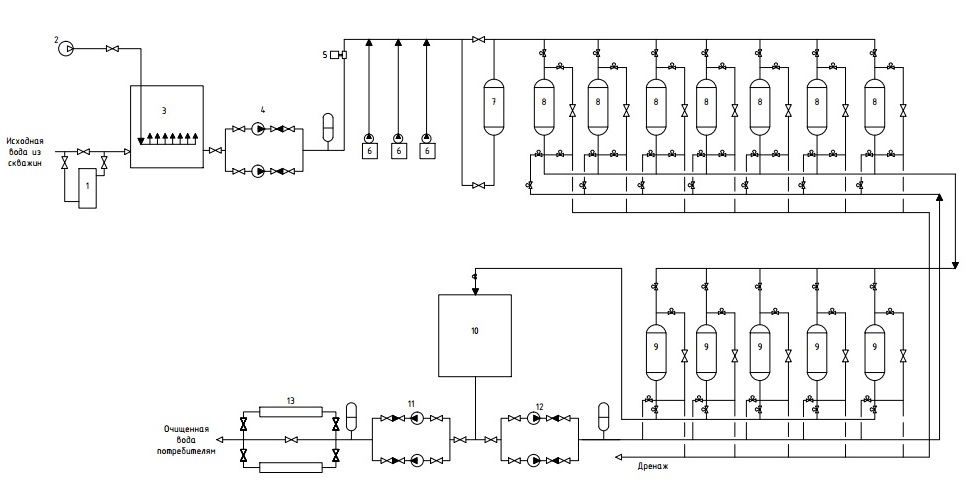
Figure 1 - Basic instrumental and technological diagram of a water treatment plant
Note: 1 – heat exchanger; 2 – oil-free compressor; 3 – aerator; 4 – pumping station of the second rise; 5 – electromagnetic flowmeter; 6 – dosing complexes; 7 – contact chamber; 8 – clarifying filters with electric shutters; 9 – sorption filters with electric shutters; 10 – a reservoir of clean water; 11 – pumping station of the third lift with a frequency converter; 12 – pumping station; 13 – ultraviolet lamps
A STK-A, as a sorbent, is suggested to use which is a complex with an addition of oil-oxidizing cultures of microorganisms fixed in the pores of the installation. One of the main advantages of the resulting sorbent is that it not just accumulates oil as other sorbents, but exposes it to degradation under the influence of immobilized microflora (Table 1). This sorbent belongs to the class of bio-sorbents. Granules have microporous, mesoporous and layered flaky macroporous structure with the surface coated with a carbon water-repellent film. The investigated sorbent is non-flammable, non-explosive, with a long operating life (up to 3 years), is bioregenerated, utilized according to the IV class of hazard.
Table 1 - The STK-A sorbent characteristics
Bulk density, kg/m3 | 18…25 |
Flakes (granulated material), mm | 1.4…5 |
Oil sorption capacity, kg of oil / specimen, kg | 30…60 |
Flotation capacity for a month, % | 90…100 |
Reduction of interfacial tension (water – oil), erg/cm2 | 2.5…3.5 |
The share of processed oil by microorganisms after 7-14 days | |
а) biodestructable activity under aerobic conditions, % | |
More than 10 ºС | 50…70 |
At 0 ... +10 ºС | 25…40 |
b) biodestructive activity under anaerobic conditions, % | |
More than 10 ºС | 20…35 |
at 0 ... +10 ºС | 10…15 |
Decrease in the activity after three years of storage, % | 30…40 |
In the course of research, there were 7 lines of experiment with model and field water with different concentration of oil (10-20 mg/l). The water was filtered through the STK-A sorbent at different temperatures. The concentration of surface and emulsified oil infiltration was monitored (Table 2) in the experiment.
Table 2 - Results of the experiment
№ of lines | Original concentration of oil products in model water | Conditions of filtration | Final concentration (surface/ emulsified), mg/l | Treatment effect, % |
1 | 10 mg/l | Normal conditions (10 ± 2 ºС) | 0.12 /1.3 | 99.98/99.87 |
2 | 15 mg/l | 0.08 /1.320 | 99.98/99.8 | |
3 | 20 mg/l | 0.08 /2.3 | 99.94/99.76 | |
4 | 10 mg/l | Heating up to 20-60 ºС | 0.6 /2.4 | 99.94/99.76 |
5 | 15 mg/l | 0.9 /4.2 | 99.86/99.37 | |
6 | 20 mg/l | 1.280 /3.840 | 99.74/99.23 | |
7 | 10 mg/l | Cooling to +0.1-+4 ºС | 2.8 /8.755 | 72/12.4 |
The experiment has shown that when the temperature of sewage is 10-60ºC, the effect of sorption treatment is maximum, and when the sewage temperature is reduced, the indicators are considerably worsened (Figure 2).
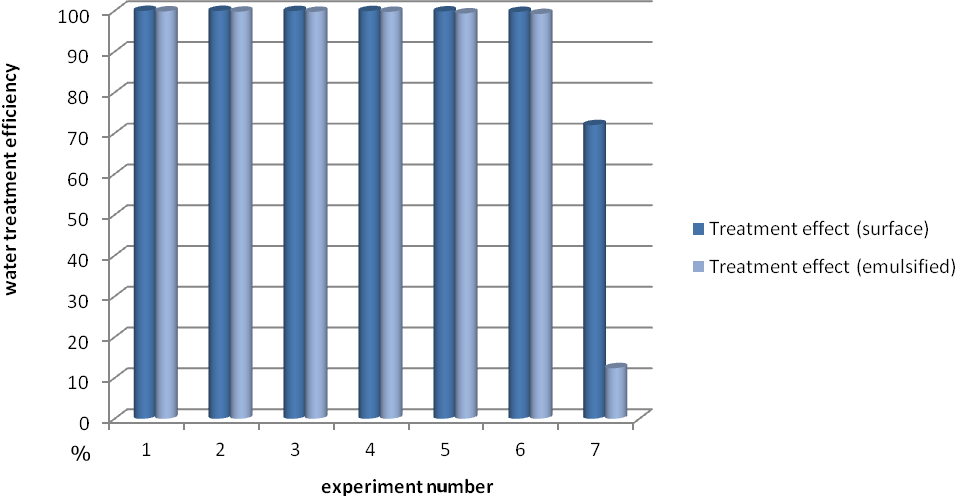
Figure 2 - Effectiveness of oil-containing sewage treatment under different temperatures of original water
3. Conclusion
The relevance of research aimed at the issue of technological scheme composition and equipment selection for oil-containing sludging sewage is stipulated by the necessity of reuse of treated water as formation water for technical purposes of enterprises and reduction of environmental loads.
1. It has been experimentally shown that the high effect of sewage treatment demonstrates the feasibility of introducing a host of sorption filters for the treatment and conditioning of industrial water in closed circulating cycles;
2. The main characteristics and trends of the sorption processes with the use of STK-A sorbent have been identified, which is a complex with the addition of oil-oxidizing cultures of microorganisms fixed in the pores of the device;
3. It is revealed that the used sorbent not just accumulates oil products as other sorbents, but exposes them to destruction under the influence of immobilized microflora, which enhances its competitive advantages from the point of view of sustainability of a full cycle of use.