AUTOMATION OF FAULT DIAGNOSIS IN CONTROL SYSTEMS WITH OPERATOR

Бурдяло А.Л,1 Громаков Е.И.2
1Магистр, Томский политехнический университет, 2Кандидат технических наук, доцент, Томский политехнический университет
АВТОМАТИЗАЦИЯ ДИАГНОСТИКИ НЕИСПРАВНОСТЕЙ В СИСТЕМАХ УПРАВЛЕНИЯ С ОПЕРАТОРОМ
Аннотация
В статье рассмотрена разработка системы автоматизированной диагностики состояния технологического процесса в системе управления дожимной насосной станцией с реализацией необходимого программного обеспечения, с целью упрощения работы оператора системы, минимизации рисков при аварийных ситуациях и обеспечения безопасности персонала.
Ключевые слова: автоматизация, диагностика, нефтегазовая отрасль.
Budyalo A.L,1 Gromakov E.I.2
1Master, Tomsk polytechnic university, 2PhD in Engineering, associate Tomsk polytechnic university
AUTOMATION OF FAULT DIAGNOSIS IN CONTROL SYSTEMS WITH OPERATOR
Abstract
Keywords: automation, diagnosis, oil and gas industry.
Различные неисправности, возникающие в процессе функционирования производственных систем, могут приводить к нежелательным последствиям, таким как травмы для персонала или потеря качества производимой продукции. Неисправности могут быть вызваны различными факторами и возникать в различных частях системы, что усложняет процесс диагностики и изоляции неисправности для оператора системы. Время между возникновением неисправности и началом действий оператора является определяющим в вопросе последствий – большое время реакции оператора может привести к критическим последствиям для персонала, оборудования и продукции. При аварийной ситуации на установке действия обслуживающего персонала должны быть направлены на спасение людей, застигнутых аварией и оказание первой помощи пострадавшим, быструю ликвидацию аварии и ее последствий, а также на вывод установки после ликвидации аварии на нормальный технологический режим.
Автоматизация процесса диагностики и изоляции неисправностей в системе является неотъемлемой частью проектировки современных операторских систем, обеспечивающая помощь оператору в непредвиденных ситуациях. Автоматизированные системы диагностики предотвращают травмы персонала, а также сохраняют средства производственных компаний.
Метод диагностики
При выборе метода диагностики необходимо придерживаться определенных критериев для данных методов. Для автоматизированных систем диагностики этими критериями могут выступать:
- быстрое обнаружение;
- робастность по отношению к неопределенностям и шумам;
- адаптивность к изменениям в процессе;
- низкие затраты на проектирование и обслуживание;
- способность обнаруживать различные неисправности, происходящие одновременно.
При выборе метода диагностики также необходимо учитывать, что некоторые из данных критериев могут быть взаимосвязаны. Так повышение чувствительности системы к обнаружению неисправностей может привести к частому появлению ложных сигналов [1].
Дожимная насосная станция
В качестве исследуемого процесса выступает процесс подготовки нефти в дожимной насосной станции (ДНС). На этом объекте используются установки, работающие под давлением, поэтому объект является опасным и нарушение регламентируемых режимов может привести к различного рода авариям. Дожимные насосные станции предназначены для сепарации нефти, обезвоживания и подготовки сбрасываемых пластовых вод для закачки в систему кустовой насосной станции с последующей откачкой нефти насосами внешней перекачки через узел учета нефти на пунктах подготовки и перекачки нефти.
Основными факторами, которые могут повлечь за собой аварии и несчастные случаи на ДНС, являются:
- нарушение технологического режима (превышение допустимых параметров по давлению, температуре, уровню жидкости в аппаратах и т.д.);
- неисправность приборов КИПиА, неработоспособность системы сигнализации и блокировок;
- нарушение герметичности технологического оборудования;
- коррозия аппаратов и трубопроводов;
- нарушение инструкций безопасного производства работ, низкая производственная дисциплина технологического персонала;
- несвоевременное проведение ремонтных работ;
- отключение электроэнергии;
- невозможность включения/отключения насосов откачки «Пуск»/«Стоп» или отключения по технологической защите.
Для исследуемой системы создается математическая модель. Модель и реальная система работают параллельно, получая одни и те же задающие воздействия в любой момент времени. Информация с датчиков и исполнительных элементов реальной системы сравнивается с соответствующей информацией, полученной из модели системы. При наличии различных расхождений модели и реального объекта можно говорить о неисправности на одном из этапов реализованного процесса. Структура такой системы диагностики представлена на схеме, изображенной на рисунке 1 [2]. На этапе обнаружения ошибки могут использоваться различные методы для вычисления разницы между номинальным и наблюдаемым процессом.
Результатом работы системы является информация о расположении, объемах и причине неисправности системы. Информация поступает на диспетчерский пульт, после чего оператор системы принимает дальнейшие решения (останов системы, если неисправность критична, ремонт без останова, если это возможно).
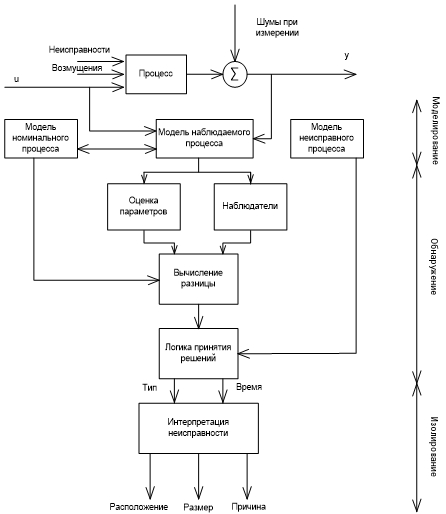
Рис. 1 – Структурная схема системы диагностики
Разработка программного обеспечения
В качестве реального объекта для разработки программного обеспечения выступает дожимная насосная станция №2 Среднебалыкского месторождения. Описание работы установок на этом объекте, а также последовательность действий оператора при работе с оборудованием приводится в технологическом регламенте [3].
Реализация программы производится в программном пакете LabView. Также в программе разработан человеко-машинный интерфейс для реализации связи между пользователем и программой. Реализованная программа может выступать в качестве тренажера для подготовки операторов ДНС к работе с реальными объектами. Человеко-машинный интерфейс включает в себя все составляющие объекта, которые необходимы при управлении моделируемым процессом. Изображение экранной формы разработанной программы представлено на рисунке 2.
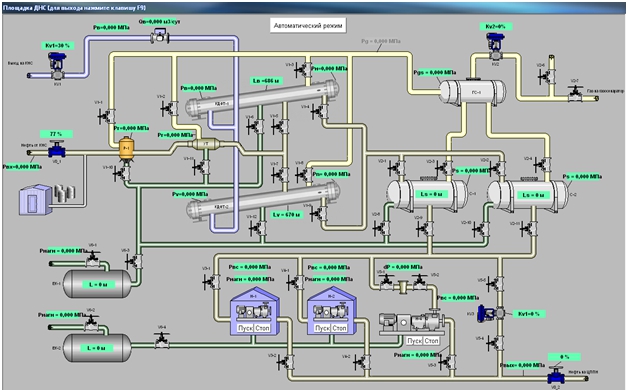
Рис. 2 – Экранная форма программы
Взаимодействие элементов структуры происходит на основе выполнения определенных логических цепочек в текущий момент времени, таким образом, происходит формирование структуры данных и по этой структуре проводится маркировка состояний операторов. Во время выполнения цикла основной программы в сети обнаруживаются возбужденные переходы и при условии срабатывания они меняют состояние.
Обмен данными с экранной формой диспетчера происходит с помощью глобальных переменных, которые передаются по протоколу Modbus TCP в контроллер. В проекте LabView добавляется программный модуль мастера сети Modbus TCP.
Реализованная программа может использоваться как для диагностики состояния реальной системы, так и для тренажа операторов данной установки.
Автоматизированные системы диагностики технологических процессов являются неотъемлемой частью современных систем управления технологическими процессами. Внедрение подобных систем позволяет снизить риск травм работников предприятий, а также уменьшить затраты на устранение аварийных последствий. Использование автоматизированных систем диагностики позволяет сократить время между возникновением неисправности в технологическом процессе и действиями оператора по устранению неисправности и, тем самым, делает производственный процесс более безопасным.
Литература
- Olsson, Р. Batch Control and Diagnosis – Lund, Sweden: Lund Institute of Technology, 2005. – 248;
- Изерман Р. Цифровые системы управления: Пер. с англ. – М.: Мир, 1984. – 541 с.;
- Технологический регламент ООО «РН – ЮГАНСКНЕФТЕГАЗ» № П1-01.05 ТР-067 ЮЛ-099. г. Нефтеюганск. 2011.