CONNECTION OF CONTACT SYSTEM WIRES BY MAGNETIC PULSE CRIMPING
CONNECTION OF CONTACT SYSTEM WIRES BY MAGNETIC PULSE CRIMPING
Abstract
Technological possibilities of creating junctural electrical joints of multiwire wires by pressing of connecting sleeves by pressure of pulsed magnetic field are examined. The results of research of junctrual joints samples are presented: copper supporting cable M-120, aluminium auxiliary wire A-185 and steel-copper bimetallic wire PBSM-95, as well as transition joints "aluminium – copper". As a result of thermal and electrical tests of connections, it is established that the coefficients of defectiveness of electrical contact for all examined types of connected wires are lower than the values established for connections of multi-wire wires of the contact network made by the crimping method.
1. Введение
Анализ числа нарушений по видам устройств и элементов контактной сети на электрифицированных железных дорогах РФ показал, что по частоте отказов провода и зажимы находятся, соответственно, на первом и третьем месте среди всех видов устройств и элементов контактной сети. Основная доля этих повреждений обусловлена недопустимыми превышениями температуры нагрева многопроволочных проводов в плашечно-болтовых зажимах. Коэффициенты дефектности соединений по нагреву и электросопротивлению, в этом случае зависят от качества механической затяжки болтового соединения .
Для увеличения эксплуатационной надежности соединений несущих тросов, вспомогательных проводов, электротяговых соединителей, перемычек дроссель-трансформаторов и других проводов контактной сети предложена технология магнитно-импульсного прессования стыковых соединительных втулок , , . Магнитно-импульсное воздействие может быть использовано как для прессования соединителей, так и для изменения физико-механических характеристик поверхностных слоев материала деталей , .
Цель работы – исследование и оценка качества стыковых соединений многопроволочных элементов контактной сети, полученных магнитно-импульсным обжатием трубчатых соединительных втулок.
2. Методы и принципы исследования
Для изучения процесса формовки электрических соединителей импульсным магнитным полем были взяты образцы основных типов многопроволочных проводов: медный несущий троса М-120, алюминиевый вспомогательный провод А-185 и сталемедный биметаллический провод ПБСМ-95. Трубчатые соединительные втулки были изготовлены из меди М1 и алюминия А0.
При магнитно-импульсном деформировании параметры получаемых соединений проводов зависят как от исходных геометрических параметров соединительной втулки, так и от пространственно-временных параметров давления импульсного магнитного поля в процессе совместного деформирования соединительной втулки и жил провода. Изменение формы импульса давления возможно за счет управляемого последовательного включения нескольких блоков магнитно-импульсной установки . Рабочим инструментом, который определяет форму эпюры давления при магнитно-импульсной обработке, является индуктор. В экспериментах применялись индукторная система – многовитковый индуктор со сменными концентраторами магнитного поля. Диаметры рабочих отверстий в сменных концентраторах магнитного поля были выполнены, с учетом изоляции и технологического зазора, под соединительные трубчатые втулки с диаметрами от 16 до 28 мм, т.е. для охвата всех типоразмеров выбранных многопроволочных проводов. Длина рабочей зоны у концентраторов была от 6 до 15 мм, что позволяло изменять ширину зону действия импульса давления магнитного поля. Варьируемыми параметрами в экспериментах, кроме материала втулок, были ее длина и толщина стенки соединителя. Начальный наружный диаметр втулки и заданная толщина ее стенки в этом случае обеспечивали условие равнопрочности втулки и провода.
Макрошлифы поперечных разрезов полученных прессованных зажимов многопроволочных проводов получали с использованием шлифовально-полировального станка Gripo IV. Металлографические исследования были выполнены с использованием оптического микроскопа МЕТАМ ЛВ-71, который был оснащен цифровой фотокамерой и связан с компьютером. Для анализа полученных изображений использовалась система IMEGE Expert Pro3.
Эксперименты по исследованию процесса прессования соединений проводов производилось на магнитно-импульсной установке МИУ-30. Ее собственная индуктивность 0,004 мкГн, суммарная емкость батареи конденсаторов 168 мкФ, максимально допустимое напряжение заряда блока конденсаторов 19 кВ, максимальная энергия заряда установки 30,3 кДж.
3. Основные результаты
Исследование макрошлифов получаемых соединений показало, что при магнитно-импульсном прессовании соединительной втулки на многопроволочный провод сильно деформирует внутренняя поверхность соединительной втулки. Это следствие ее высокоскоростного соударения с витками провода при импульсном нагружении. Это приводит к возрастанию площади контакта втулки и проволок провода в соединении – по сравнению с обжатием соединителя гидравлическими прессами, и уменьшению величин переходных электрических сопротивлений у получаемых соединений проводов.

Рисунок 1 - Разрез соединения провода М-120 и медной втулки
Примечание: а) до прессования; б) осле магнитно-импульсного обжима
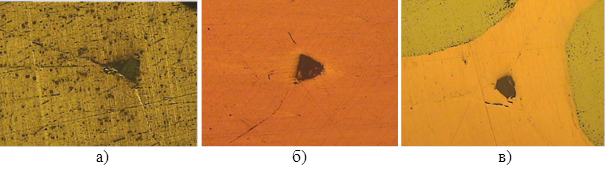
Рисунок 2 - Вид поверхностей контакта проволок и втулки и зоны вытеснения загрязнений в соединении провода и втулки
Примечание: а) А-185 + А0; б) М-120 + М1; в) ПБСМ-95 + М1
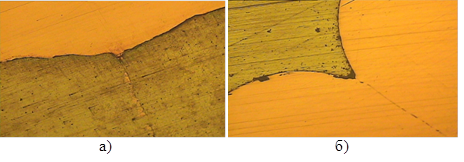
Рисунок 3 - Вид поверхности контакта прессового соединения провода и соединительной втулки
Примечание: а) А-185 + М1; б) М-120 + А0
Эксперименты по испытанию зажимов проводов были выполнены в закрытом помещении лаборатории с применением теплового стенда. Проверка качества электрического соединения многопроволочных проводов, опрессованных импульсным давлением магнитного, проводили в соответствии с ГОСТ 12393-77 . Качество полученного соединителя оцениваются коэффициентами дефектности по электрическому сопротивлению соединителя – КR и по перегреву соединения условным номинальным током – Кq:
где DUC и DUП, падение напряжения на соединителе и у целого провода такой же длины; DθC и DθП, возрастание температуры соединителя (втулки) и соединяемых проводов вне соединителя над температурой воздуха в помещении, при протекании по ним одинакового тока.
Величину электрического тока нагрузки для определения коэффициентов дефектности обеспечивали для каждого типоразмеров соединяемых проводов с учетом допустимой длительной величины тока, определенной нормативно-технической документацией (400, 500 или 600 А) . Сила тока поддерживалась постоянной (с погрешностью не более 3%) в течении всего процесса испытания. Сила тока измерялась мультиметром Masteh MY-62. Измерение температур нагрева соединения, по центру соединительной втулки, и провода на расстоянии 1 м от зажима производили термопарами, применяя цифровой мультиметр АРРА 109 (класс 0,1). Измерение падения напряжения на целом проводе и в зажиме проводов (для каждого выбранного значении силы тока) производилось по цифровому мультиметру Masteh M890G (класс 0,1). Величину коэффициента дефектности по сопротивлению определяли как среднее арифметическое по трем значениям, полученным при трех различных величинах тока.
Величина коэффициентов дефектности соединений была установлена для стыковых соединений несущих тросов: медного монометаллического М-120 и сталемедного биметаллического ПБСМ-95, при использовании медных соединителей. Для стыковых соединений вспомогательного монометаллического алюминиевого провода А-185 использовались алюминиевые соединители. Для переходных соединений медного провода М-120 с алюминиевым проводом А-185 применялись, как алюминиевые, так и медные соединители.
4. Обсуждение
Установлено, что температура нагрева полученного соединения во всех случаях значительно ниже температуры нагрева самого провода вне зоны прессового соединения (таблица 1). Эти значения ниже допустимой величины коэффициентов дефектности, которые установлены для соединений многопроволочных проводов контактной сети железных дорог, выполняемых методом опрессовки .
Таблица 1 - Коэффициенты дефектности стыковых соединений многопроволочных проводов при магнитно-импульсном прессовании
Коэффициент дефектности соединения | Соединяемые многопроволочные провода контактной сети | |||
медные М120+М120 | алюминиевые А185+А185 | биметаллические ПБСМ95+ПБСМ95 | Переходное соединение М120+ А185 | |
Кq | 0,85 | 0,86 | 0,66 | 0,88 |
КR | 0,67 | 0,7 | 0,56 | 0,74 |
Установлено, что при высокоскоростном соударении втулки и проволок и при их последующем совместном деформировании возникают большие поверхностные сдвигающие напряжения и контактные давления. В результате, в процессе прессования стыковых зажимов многопроволочных проводов, при магнитно-импульсном нагружении, протекает частичное самоочищение и притирание контактирующих поверхностей проволок. Вследствие этого окислы и грязь на контактирующих поверхностях вытесняются в малые локальные участки между проволоками, проволоками и втулкой. Это обеспечивает большую площадь контакта ювенильных поверхностей на проволоках и втулке.
Установлено, что при магнитно-импульсном прессовании электрических соединителей, вследствие высоких скоростей деформации и действия больших инерционных сил, деформации локализуются в зоне действия импульсной нагрузки. В результате все проволоки в местах контакта друг с другом и со втулкой имеют огранку, а сама стенка соединителя практически не утоняется. В отличие от прессования соединителей гидравлическими прессами, при магнитно-импульсном прессовании практически не происходит уменьшения площади поперечного сечения проволок провода.
5. Заключение
1. Вследствие взаимного деформирования и смещения поверхностных объемов материалов проволок и соединителя при магнитно-импульсном прессовании стыковых зажимов многопроволочных проводов создается плотный механический контакт. Это обеспечивает минимальное переходное электрическое сопротивление и стабильное качество электрического контакта в прессовом соединении.
2. При прессовании зажимов давлением импульсного магнитного поля происходит компактирование проволок провода внутри втулки и плотность заполнения сечения в стыковом зажиме приближается к 100%. Это позволяет обеспечить высокую степень герметичности в соединении, что в значительной мере исключает окисление контактирующих поверхностей и повышение переходного электрического сопротивления зажима в процессе эксплуатации.
3. Обработка результатов проведенных тепловых и электрических испытаний стыковых соединителей многопроволочных, полученных магнитно-импульсным прессованием, показала, что коэффициенты дефектности прессового соединения как по нагреву, так и по электрическому сопротивлению значительно ниже единицы для всех типоразмеров и видов проводов. Это гарантирует высокую эксплуатационную надежность стыковых электрических зажимов многопроволочных проводов контактной сети.