THE IMPACT OF 3D PRINTING DIRECTION ON THE ACCURACY OF MANUFACTURING COMPLETE DENTURES USING SLA TECHNOLOGY

ВЛИЯНИЕ НАПРАВЛЕНИЯ 3D-ПЕЧАТИ НА ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ПОЛНЫХ СЪЕМНЫХ ПЛАСТИНОЧНЫХ ПРОТЕЗОВ С ИСПОЛЬЗОВАНИЕМ ТЕХНОЛОГИИ СТЕРЕОЛИТОГРАФИИ
Научная статья
Эртесян А.Р.1, *, Садыков М.И.2, Нестеров А.М.3
1 ORCID: 0000-0003-3541-9971;
2 ORCID: 0000-0003-1986-8996;
3 ORCID: 0000-0002-4187-4375;
1, 2, 3 Самарский государственный медицинский университет, Самара, Россия
* Корреспондирующий автор (albertertesyan[at]gmail.com)
АннотацияВ этом исследовании оценивалось влияние различий в направлениях печати стереолитографии (SLA) на точность (правильность и прецизионность) трехмерных (3D) печатных протезов. Протез верхней челюсти был разработан с использованием программного обеспечения для компьютерного проектирования (САПР) с использованием файла STL (основные данные) в качестве выходных данных. Использовались три разных направления печати (0°, 45° и 90°). После сканирования всех протезов данные сканирования были сохранены и выведены в виде файлов STL (экспериментальные данные). Для точности экспериментальные данные были отобраны из шести протезов с тремя различными направлениями печати и наложены друг на друга. Среднеквадратичная ошибка (RMSE) и данные цветовой карты были получены с использованием дополнительного анализа. Было проведено статистическое сравнение средних значений истинности и точности при 0°, 45° и 90°. Среднеквадратичное значение правильности и точности было самым низким на 45°, затем следовало 90°; самое высокое наблюдалось при 0°. Среднеквадратичные значения достоверности и точности существенно различались для всех направлений печати (p <0,001). Наивысшая правильность и точность, а также наиболее благоприятная адаптация поверхности была при направлении печати 45°; следовательно, это может быть наиболее эффективным направлением для изготовления протезов с 3D-печатью SLA.
Ключевые слова: полный съемный пластиночный протез; точность; 3D печать; стереолитография; SLA; CAD/CAM, аддитивные технологии.
THE IMPACT OF 3D PRINTING DIRECTION ON THE ACCURACY OF MANUFACTURING COMPLETE DENTURES USING SLA TECHNOLOGY
Research article
Ertesyan A.R.1, *, Sadykov M.I.2, Nesterov A.M.3
1 ORCID: 0000-0003-3541-9971;
2 ORCID: 0000-0003-1986-8996;
3 ORCID: 0000-0002-4187-4375;
1, 2, 3 Samara State Medical University, Samara, Russia
* Corresponding author (albertertesyan[at]gmail.com)
AbstractThis study evaluates the effect of differences in stereolithography (SLA) printing directions on the accuracy (correctness and precision) of three-dimensional printed prostheses. The research demonstrates the development of an upper jaw prosthesis via computer-aided design (CAD) software with the STL (master data) file as the output data. Three different printing directions were used in the process (0°, 45°, and 90°). After scanning all the prostheses, the scan data was saved and produced as STL files (experimental data). For the purpose of accuracy, the experimental data were selected from six prostheses with three different printing directions and superimposed onto each other. The root mean square error (RMSE) and color map data were obtained through additional analysis. The study conducted a statistical comparison between the mean values of trueness and accuracy at 0°, 45° and 90°. The root mean square value of accuracy was recorded lowest at 45°, then followed by 90° while the highest value was observed at 0°. The root mean square values of validity and accuracy differed significantly for all printing directions (p <0.001). The highest accuracy, as well as the most favorable surface adaptation, was at the 45° printing direction; therefore, this direction may potentially be the most effective direction for manufacturing the 3D-printed SLA prostheses.
Keywords: complete denture; precision; 3D printing; stereolithography; SLA; CAD/CAM, additive technologies.
ВведениеБлагодаря быстрому развитию цифровых технологий, новые цифровые инструменты, называемые автоматизированным проектированием (CAD) и автоматизированным производством (CAM), стали популярными в области стоматологии [1]. Разработка и производство протезов с использованием таких цифровых инструментов помогли снизить нагрузку на стоматологов и зубных техников [2]. Существует два основных метода обработки для систем CAD-CAM: субтрактивное производство (SM) и аддитивное производство (AM).
AM — это метод изготовления зубных протезов путем ламинирования и формования фотополимерной смолы или металлического порошка [9]. В последнее время практически используется метод печати искусственных зубов и базиса съемного протеза отдельно с использованием трехмерного (3D) принтера и склеивания обоих фотополимерным полимером [5], [7]. Стоимость 3D-принтеров невысока, а время печати короткое и экономичное; поэтому у стоматологов есть больше возможностей использовать 3D-печать в любых лабораториях и стоматологических клиниках [8]. Типичными примерами методов моделирования для 3D-принтеров являются селективная лазерная плавка (SLM) для порошкового плавления [3], [14], моделирование наплавлением (FDM) для струйной обработки материалов и экструзии материалов [6], а также стереолитография (SLA) и цифровая обработка света (DLP) для фотополимеризации в ванне. Эти методы подразделяются на семь типов в соответствии со стандартом ISO (ISO17296-2: 2015 AM Часть 2: Обзор категорий процессов и сырья). SLA — это метод, включающий растровое сканирование лазерным лучом поверхности резервуара для жидкости, заполненного фотополимерной смолой на основе, для создания модели. Преимущество этого метода состоит в том, что можно создавать прозрачные объекты и создавать большие модели с высоким разрешением [6]. Кроме того, задавая подробные параметры, такие как шаг печати, можно формировать сложные формы с поднутрениями, которые трудно поддаются сдвигу, и ожидается дальнейшее применение в стоматологической области.
Преимущества использования 3D-печати для создания полных съемных протезов - это более быстрое изготовление и меньшая стоимость по сравнению с традиционными методами [4], [13]. Как правило, количество моделей, которые можно разместить на платформе, зависит от формы и направления печати; при вертикальной печати можно получить больше моделей, чем при горизонтальной печати [11], [12]. Было проведено множество исследований 3D-принтеров SLA, поскольку их точность в создании печатных объектов зависит от направления печати, настроек параметров и типа используемого материала. Unkovskiy A. Et al. [16] исследовали точность образцов в форме стержня в зависимости от используемого направления печати. Tahayeri А. et al. [15] исследовали точность при изменении направления печати и параметров, таких как интенсивность света, время экспозиции и толщина среза, во время изготовления тестовых образцов в форме стержня с использованием различных материалов для 3D-принтера. Эти исследования показали, что на точность влияют несколько факторов, таких как параметры и направления печати 3D-принтера SLA [10]. Однако большинство образцов имеют простые формы, такие как стержень, круг и призма.
Цель исследования направлена на оценку влияния различий в направлениях печати 0°, 45° и 90° на точность 3D-печати методом SLA при печати полных съемных протезов.
Материалы и методы исследования
В исследовании оценивали влияние различий в направлениях печати 0°, 45° и 90° (Рисунок 1) на точность (правильность и прецизионность) съемных протезов.
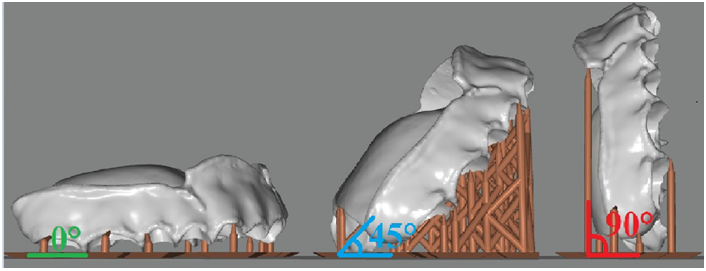
Рис. 1 – Схема трех различных направлений печати 0°, 45° и 90°
Блок-схема протокола проверки точности 3D-печати SLA для полных съемных протезов показана на рисунке 2.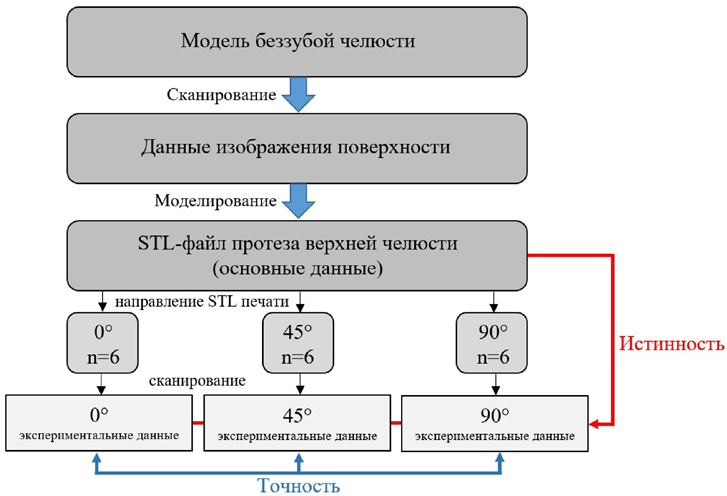
Рис. 2 – Блок-схема протокола проверки точности 3D-печати
Поверхность модели беззубой верхней челюсти и искусственных зубов были покрыты порошком для сканирования и сканированы с помощью оптического 3D-сканера для получения данных изображения поверхности. Протез верхней челюсти был разработан с помощью программного обеспечения CAD, а данные искусственных зубов были удалены из зубного протеза. Затем базис протеза была сохранен как файл стандартного языка тесселяции (STL) (основные данные) и отправлен в программное обеспечение для 3D-печати (PreForm Software, Formlabs, USA). Подготовлены три группы съемных протезов в соответствии с различными направлениями печати: 0°, слой печати перпендикулярно области оси Z (n=6); 45°, слой печати под углом 45° по оси оси Z (n=6); и 90°, слой печати горизонтален к направлению оси Z (n=6). Образцы были напечатаны коммерчески доступной фотополимерной смолой Clear (Formlabs) с использованием 3D-принтера SLA Form 3 (Formlabs). Изготовлено 18 зубных протезов с толщиной слоя 100 мкм (разрешение по оси Z) (n=6 в каждой группе). Таблицы 1 и 2 показывают состав и технологические параметры фотополимерной смолы Clear.
Таблица 1 – Состав прозрачной фотополимерной смолы
| Состав | Содержание, % |
| Метакрилированный олигомер | ≥75 - ≤90 |
| Метакрилированный мономер | ≥25 - ≤50 |
| Дифенил (2,4,6-триметилбензоил) фосфиноксид | <1 |
Таблица 2 – Параметры и настройки 3D – печати
| Параметры | Настройки |
| X - Y разрешение, мкм | 150 |
| Z разрешение (толщина слоя), мкм | 100 |
| Характеристики лазера, нм | 405 |
| Направление печати | 0°, 45°, 90° |
Протезы промывали изопропиловым спиртом (99,9%) в течение 15 минут в FormWash для удаления излишков смолы. После полного высыхания полимеризацию проводили при 60° C в течение 10 минут в светоизлучающей диодной печи с длиной волны 350 - 500 нм в FormCure в соответствии с инструкциями производителя. За 24 часа до начала измерений базис протеза хранили в светонепроницаемом контейнере при постоянной температуре 23° C.
Проверка точностиВ этом исследовании материалы и измерительное оборудование были откалиброваны в соответствии с рекомендациями производителя, чтобы точно проанализировать точность протеза и устранить систематическую ошибку в методах измерения. После 3D-печати поддержки были удалены и использована оптическая лупа с увеличением 3,5 для визуального осмотра поверхности протеза на предмет дефектов. Внутренняя поверхность базиса съемного протеза была покрыта порошком для сканирования со средним размером частиц 3,0 мкм. Все протезы сканировались с помощью оптического 3D-сканера. Данные сканирования были сохранены и выведены в виде файлов STL (экспериментальные данные). ISO 5725-1 определяет, как правильность (близость измеренных значений к истинному значению), так и прецизионность (близость измеренных значений во время повторных измерений). Во время исследования точности 3D-печати было замечено, что значение достоверности увеличивалось, когда печатный объект и объект, созданный в САПР, были близки по размерам, и что значение точности увеличивалось, когда печатные объекты были близки по размерам. Во время проверки на достоверность экспериментальные данные накладывались на основные данные (шесть шаблонов на направление). Во время теста на точность были выбраны два набора экспериментальных данных из шести протезов, созданных с использованием трех разных направлений печати и наложенных друг на друга (15 комбинаций в каждом направлении). Наложение было выполнено автоматически с использованием итеративного алгоритма точки касания после ручного выравнивания данных вдоль фланца внутренней поверхности для создания той же системы координат. Анализ отклонений был выполнен с использованием программного обеспечения для трехмерного анализа CATIA V5 (Dassault Systèmes, Франция). Расстояние между каждым набором данных, полученных с помощью анализа отклонений, вычислялось и выводилось в виде текстового файла. Значение среднеквадратичной ошибки (RMSE) в мм использовалось для количественной оценки правильности и точности и рассчитывалось по следующей формуле:
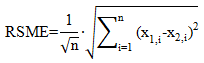
где x1,i - относится к точке измерения i в основных данных, x2,i - относится к точке измерения i в экспериментальных данных, а n относится к общему количеству точек. Среднее значение RMSE, рассчитанное для каждого протеза, считалось репрезентативным. Впоследствии для качественного выражения была создана цветовая карта. Номинальное отклонение было установлено на ± 100 мкм, а максимальное критическое отклонение было установлено на ± 300 мкм. Цветная карта показывает среднее отклонение между экспериментальными данными и эталонными данными для правильности и среднее отклонение между экспериментальными данными для точности следующим образом: положительное отклонение, от желтого к красному (область, где экспериментальные данные были больше эталонных данных и превышали предел допустимый диапазон 100 мкм); отрицательное отклонение, от голубого до синего (область, где экспериментальные данные были меньше эталонных данных и превышали нижний предел допустимого диапазона -100 мкм); и допустимое отклонение, от светло-зеленого до зеленого.
Статистический анализ проводился с использованием программного обеспечения для статистического анализа (IBM SPSS STATISTICS 22.0, IBMCorp., США). Шапиро-Вилктест обнаружил норму в этом распределении, а гомогенность вариации оценивалась в соответствии с тестом Левена. Таким образом, на надежность и точность, средние значения RMSE при 0°, 45° и 90° были статистически сопоставлены с использованием однофакторного дисперсионного анализа ANOVA и теста Тьюки для множественных сравнений с уровнем значимости p <0,001.
Результаты исследования
Значения истинности RMSE были самыми низкими для съемных протезов, напечатанных под углом 45° и составили 0,086 ± 0,004 мм при p <0,001, далее следовали значения для зубных протезов, напечатанных под углом 90° - 0,109 ± 0,005 мм при p <0,001 и при 0° - 0,129 ± 0,006 мм при p <0,001 (Таблица 3).
Таблица 3 – Среднеквадратичная ошибка значений истинности
| Истинность | 0° | 45° | 90° |
| RSME, мм | 0,129 ± 0,006* | 0,086 ± 0,004* | 0,109 ± 0,005* |
Цветная карта показывает, что отклонения существовали как в положительном, так и в отрицательном направлении (Рисунок 3). Небо показало светло-зеленый цвет при всех условиях, а часть, эквивалентная альвеолярному гребню, показала зеленый цвет (приемлемое отклонение). При 0° желтый и красный цвета (положительное отклонение) наблюдались вблизи резцового сосочка влево и вправо, а светло-голубой цвет (отрицательное отклонение) заметно проявлялся на вершине нёба и границе протеза. Под углом 45° желтый цвет (положительное отклонение) наблюдался возле альвеолярного отростка, а голубой цвет (отрицательное отклонение) наблюдался в районе границы твёрдого неба. При 90° был заметен желтый цвет (положительное отклонение) в части, эквивалентной резцовому сосочку, а около слепых небных ямок появился светло-голубой цвет (отрицательное отклонение).
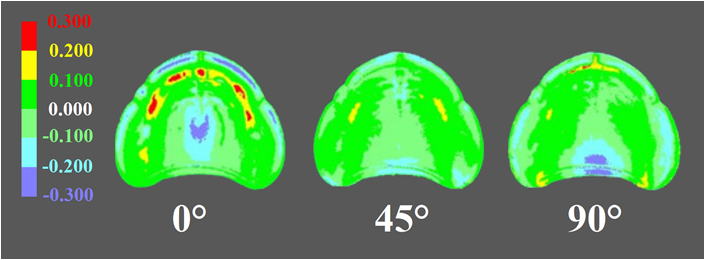
Рис. 3 – Цветовая карта анализа отклонений от истинности
Самые низкие значения RMSE точности были для зубных протезов, напечатанных под углом 45° и составили 0,050 ± 0,003 мм при p <0,001, далее следовали протезы, напечатанные под углом 90° и 0°, 0,069 ± 0,002 мм при p <0,001 и 0,072 ± 0,004 мм при p <0,001 соответственно (Таблица 4).
Таблица 4 – Среднеквадратичная ошибка значений точности
| Точность | 0° | 45° | 90° |
| RSME, мм | 0,072 ± 0,004* | 0,050 ± 0,003* | 0,069 ± 0,002* |
Значения точности RMSE были самыми высокими при 0°, и значительная разница между значениями точности при 45° и 90° печати (p <0,001). Цветовая карта показывает цвета от светло-зеленого до зеленого (допустимое отклонение) для большинства направлений печати (Рисунок 4). Почти равномерный зеленый цвет проявился при 45°. При наблюдении за той частью цветовой карты при 0°, где появилось отклонение, часто возникало ступенчатое воздействие слоя печати, которое можно было подтвердить невооруженным глазом (Рисунок 5). Положительные отклонения имели эффект вогнутой лестницы, а отрицательные отклонения имели эффект выпуклой лестницы (Рисунок 6).
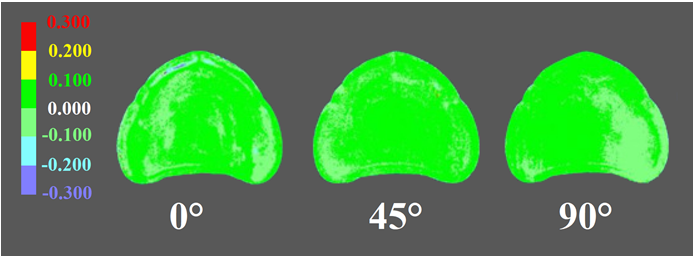
Рис. 4 – Цветовая карта анализа отклонений от точности
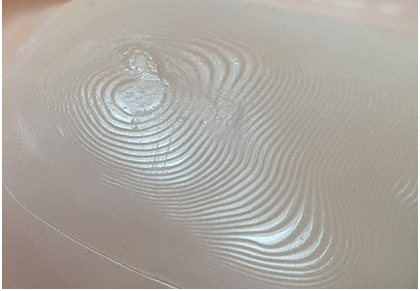
Рис. 5 – Лестничные эффекты слоев печати при 0°
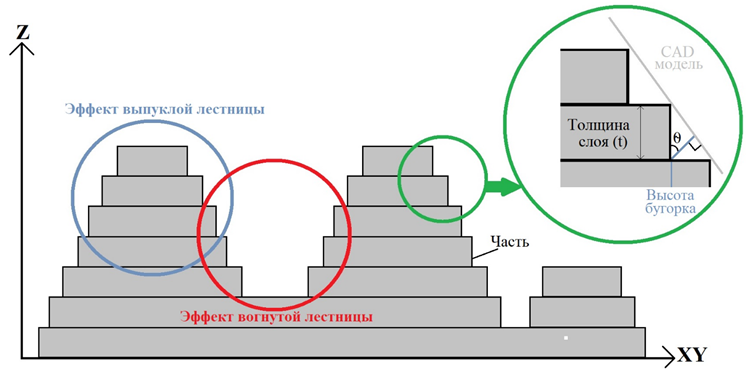
Рис. 6 – Схема эффекта вогнутой лестницы (положительное отклонение: красный цвет) и эффекты выпуклой лестницы (отрицательное отклонение: синий цвет) в цветовой карте правильности
Максимальное отклонение между поверхностью печатного слоя и поверхностью CAD-модели, вызванное эффектом лестницы, было названо высотой выступа - CH. CH зависит от направления печати (d), угла (θ), образованного нормальной поверхностью CAD-модели, и толщины (t) напечатанного слоя. Толстый слой печати и/или большое значение cos θ создавали большой CH и снижали точность поверхности.
ВыводыТаким образом, точность (правильность и прецизионность) съемных протезов, напечатанных на SLA 3D-принтере, зависит от направления печати протезов. Направление печати 45° показало самую высокую точность по сравнению с направлениями печати 0° и 90° и рекомендована для минимизации влияния на точность 3D-печати протезов с использованием технологии SLA.
| Конфликт интересов Не указан. | Conflict of Interest None declared. |
Список литературы / References
- Эртесян А. Р. Обзор технологий 3D - печати в стоматологии / А. Р. Эртесян, М. И. Садыков, А. М. Нестеров // Медико-фармацевтический журнал «ПУЛЬС». - 2020 - Том. 22. - № 10. - С. 15 -18. http://dx.doi.org/10.26787/nydha-2686-6838-2019-22-10
- Эртесян А. Р. Обзор биосовместимых фотополимерных смол для съемного протезирования / А. Р. Эртесян, М. И. Садыков, А. М. Нестеров // Современная наука: актуальные проблемы теории и практики: Серия «Естественные и Технические науки». – 2020. – №11. – С. 205-208. DOI37882/2223–2966.2020.11.3
- Эртесян А. Р. Аддитивные технологии 3D-печати металлов в стоматологии / А. Р. Эртесян, М. И. Садыков, А. М. Нестеров, Е. А. Григорьева // Polish journal of science. – 2020. Т.1 – № 34. - C. 16-27.
- Эртесян А. Р. Сравнительная оценка экономического обоснования и эффективности изготовления полных съемных пластиночных протезов, полученных с помощью традиционных и 3D технологий / А. Р. Эртесян, М. И. Садыков, А. М. Нестеров, А. Р. Сараев // Современная наука: актуальные проблемы теории и практики: Серия «Естественные и Технические науки». – 2020. – №11. – С. 209-213. DOI37882/2223–2966.2020.11.37
- Dentsply Sirona Inc., Charlotte. Dentsply Sirona Support: Introducing Lucitone Digital Dentures. 2019. Available online: https://lp.dentsplysirona.com/en-us/lucitone-digital-print.html (date of the application: 08.12.2020)
- Ertesyan A. R. 3D technologies in dentistry / A. R. Ertesyan, M. I. Sadykov, A. M. Nesterov // Proceedings of the XIII-XIV International Multidisciplinary Conference «Recent Scientific Investigation». Primedia E-launch LLC. Shawnee, USA. - 2020. - P. 22 - 25.
- Ertesyan A. R. Photopolymer resins for SLA printing in prosthetic dentistry / A. R. Ertesyan, M. I. Sadykov, A. M. Nesterov // Science. Education. Practice: proceedings of the International University Science Forum (Canada, Toronto). – 2020. – Р. 112 – 117. DOI 10.34660/INF.2020.84.96.018
- Formlabs Inc., Somerville. Formlabs Support: 3D Printed Digital Dentures. - 2019. [Electronic resource] URL: https://formlabs.com/uk/dental/digital-dentures/ (accessed: 07.11.2020)
- Fullerton J. N. 3D printing for the many, not the few / J. N. Fullerton, G. M. Frodsham, R. M. Day // Nat. Biotechnol. – 2014. № 32. – P. 1086 - 1087.
- Goodacre B. J. Comparison of denture base adaptation between CAD-CAM and conventional fabrication techniques. / B. J. Goodacre, C. J. Goodacre, N. Z. Baba, M. T. Kattadiyil // J. Prosthet. Dent. - 2016. – № 116. – P. 249 - 256.
- Janeczek M. Influence of surface emodifications of an a nostructure dimplant on osseointegration capacity- preliminary in vivo study / M. Janeczek, P. Szymczyk, M. Dobrzynski // RSC Adv. - 2018 - № 8 – P. 15533 - 15546.
- Liang X. 3D-printed artificial teeth: Accuracy and application in root canal therapy / X. Liang, W. Liao, H. Cai // J. Biomed. Nanotechnol. – 2018. - № 14. – P. 1477 - 1485.
- Revilla-León M. Metal additive manufacturing technologies: Literature review of current status and prosthodontic applications / M. Revilla-León, M. J. Meyer, M. B. Özcan // Int. J. Comput. Dent. – 2019. - № 22. – P. 55 - 67.
- Srinivasan M. CAD/CAM milled removable complete dentures: An in vitro evaluation of trueness / M. Srinivasan, Y. Cantin // Clin. Oral Investig. – 2017. - № 21. – P. 2007 - 2019.
- Tahayeri A. 3D printed versus conventionally cured provisional crown and bridge dental materials / A. Tahayeri, M. Morgan // Dent. Mater. – 2018. - № 34. – P. 192 - 200.
- Unkovskiy A. Objects build orientation, positioning, and curing influence dimensional accuracy and flexural properties of stereolithography printed resin / A. Unkovskiy, P. Bui // Dent. Mater. – 2018. - № 34. - P. 324 - 333.
Список литературы на английском языке / References in English
- Ertesyan A. R. Obzor tehnologij 3D - pechati v stomatologii [Overview of 3D printing technologies in dentistry] / A. R.Ertesyan, M. I. Sadykov, A. M. Nesterov // Mediko-farmacevticheskij zhurnal «PULS». - 2020 - Vol. 22. - № 10. - P. 15 -18. http://dx.doi.org/10.26787/nydha-2686-6838-2019-22-10. [in Russian].
- Ertesyan A. R. Obzor biosovmestimyh fotopolimernyh smol dlja semnogo protezirovanija [Review of biocompatible photopolymer resins for removable prosthetics] / A. R. Ertesyan, M. I. Sadykov, A. M. Nesterov // Sovremennaja nauka: aktual'nye problemy teorii i praktiki: Serija «Estestvennye i Tehnicheskie nauki». – 2020. – №11. – P. 205-208. DOI 10.37882/2223–2966.2020.11.3. [in Russian].
- Ertesyan A. R. Additivnye tehnologii 3D-pechati metallov v stomatologii [Additive technologies for 3D printing of metals in dentistry] / A. R. Ertesyan, M. I. Sadykov, A. M. Nesterov, E. A. Grigoreva // Polish journal of science. – 2020. Vol.1 – № 34. - P. 16-27. [in Russian].
- Ertesyan A. R. Sravnitel'naja ocenka jekonomicheskogo obosnovanija i jeffektivnosti izgotovlenija polnyh semnyh plastinochnyh protezov, poluchennyh s pomoshh'ju tradicionnyh i 3D tehnologij [Comparative assessment of the economic rationale and the effectiveness of manufacturing complete removable plate prostheses obtained using traditional and 3D technologies] / A. R. Ertesyan, M. I. Sadykov, A. M. Nesterov, A. R. Saraev // Sovremennaja nauka: aktual'nye problemy teorii i praktiki: Serija «Estestvennye i Tehnicheskie nauki». – 2020. – №11. – P. 209-213. DOI 10.37882/2223–2966.2020.11.37. [in Russian].
- Dentsply Sirona Inc., Charlotte. Dentsply Sirona Support: Introducing Lucitone Digital Dentures. 2019. Available online: https://lp.dentsplysirona.com/en-us/lucitone-digital-print.html (date of the application: 08.12.2020)
- Ertesyan A. R. 3D technologies in dentistry / A. R. Ertesyan, M. I. Sadykov, A. M. Nesterov // Proceedings of the XIII-XIV International Multidisciplinary Conference «Recent Scientific Investigation». Primedia E-launch LLC. Shawnee, USA. - 2020. - P. 22 - 25.
- Ertesyan A. R. Photopolymer resins for SLA printing in prosthetic dentistry / A. R. Ertesyan, M. I. Sadykov, A. M. Nesterov // Science. Education. Practice: proceedings of the International University Science Forum (Canada, Toronto). – 2020. – Р. 112 – 117. DOI 10.34660/INF.2020.84.96.018
- Formlabs Inc., Somerville. Formlabs Support: 3D Printed Digital Dentures. - 2019. [Electronic resource] URL: https://formlabs.com/uk/dental/digital-dentures/ (accessed: 07.11.2020)
- Fullerton J. N. 3D printing for the many, not the few / J. N. Fullerton, G. M. Frodsham, R. M. Day // Nat. Biotechnol. – 2014. № 32. – P. 1086 - 1087.
- Goodacre B. J. Comparison of denture base adaptation between CAD-CAM and conventional fabrication techniques. / B. J. Goodacre, C. J. Goodacre, N. Z. Baba, M. T. Kattadiyil // J. Prosthet. Dent. - 2016. – № 116. – P. 249 - 256.
- Janeczek M. Influence of surface emodifications of an a nostructure dimplant on osseointegration capacity- preliminary in vivo study / M. Janeczek, P. Szymczyk, M. Dobrzynski // RSC Adv. - 2018 - № 8 – P. 15533 - 15546.
- Liang X. 3D-printed artificial teeth: Accuracy and application in root canal therapy / X. Liang, W. Liao, H. Cai // J. Biomed. Nanotechnol. – 2018. - № 14. – P. 1477 - 1485.
- Revilla-León M. Metal additive manufacturing technologies: Literature review of current status and prosthodontic applications / M. Revilla-León, M. J. Meyer, M. B. Özcan // Int. J. Comput. Dent. – 2019. - № 22. – P. 55 - 67.
- Srinivasan M. CAD/CAM milled removable complete dentures: An in vitro evaluation of trueness / M. Srinivasan, Y. Cantin // Clin. Oral Investig. – 2017. - № 21. – P. 2007 - 2019.
- Tahayeri A. 3D printed versus conventionally cured provisional crown and bridge dental materials / A. Tahayeri, M. Morgan // Dent. Mater. – 2018. - № 34. – P. 192 - 200.
- Unkovskiy A. Objects build orientation, positioning, and curing influence dimensional accuracy and flexural properties of stereolithography printed resin / A. Unkovskiy, P. Bui // Dent. Mater. – 2018. - № 34. - P. 324 - 333.