Применение метода обобщенной желательности при разработке состава подложек для получения пленок, диспергируемых в полости рта на основе субстанции 2-этил-6-метил-3-гидроксипиридина сукцината
Применение метода обобщенной желательности при разработке состава подложек для получения пленок, диспергируемых в полости рта на основе субстанции 2-этил-6-метил-3-гидроксипиридина сукцината
Аннотация
Данное исследование направлено на разработку состава и технологии растворимых подложек, используемых при получении пленок, диспергируемых в полости рта с применением струйной печати. Подложки применяются для нанесения раствора, содержащего активную фармацевтическую субстанцию (АФС) с помощью технологии струйной печати для получения пленок лекарственных с возможностью изменения дозы, путем варьирования области и плотности печати. Для разработки модельных составов подложек применяли пленкообразующий полимер и пластификаторы. Кроме того, использовали коммерчески доступные подложки, состоящие из крахмальной, рисовой или сахарной бумаги. Модельные образцы сравнивали по таким показателям, как предел прочности при растяжении, сопротивление излому, время распадаемости, потеря в массе при высушивании, высвобождение АФС 2-этил-6-метил-3-гидроксипиридина сукцината за 3 мин. После получения результатов их переводили в безразмерную шкалу с помощью частных желательностей Харрингтона и считали обобщенную желательность, используя ранжирование по важности факторов. При анализе обобщенной желательности выявлены составы, соответствующие оптимальным характеристикам, среди которых состав, произведенный по технологии выливания-высушивания и из коммерчески доступной подложки в виде бумаги для печати.
1. Введение
В настоящее время все большее развитие получают направления медицины, связанные с персонализированной медициной и, в частности, с разработкой лекарственных форм (ЛФ), имеющих возможность «гибкого» изменения дозы. Среди методов получения лекарственных средств (ЛС), обладающих данными свойствами, следует выделить методы трехмерной и струйной печати, где дозы активной фармацевтической субстанции (АФС) регулируются за счет размера и плотности нанесения полупродукта при формировании ЛФ
, , . Струйная, или двухмерная, печать отличается большей дешевизной и простотой приготовления ЛФ и представляет собой метод, в котором на растворимую или биодеградируемую подложку наносят раствор, содержащий АФС , . В соответствии с особенностями приготовления основные характеристики ЛФ зависят от свойств подложек, на которые наносится раствор . Поэтому при разработке модельных ЛФ пленок, диспергируемых в полости рта на основе 2-этил-6-метил-3-гидроксипиридина сукцината (ЭГПС), получаемых с помощью метода двумерной печати, уделяли особенное внимание разработке и исследованию подложек для печати.АФС ЭГПС обладает широким спектром фармакологической активности от нейропротекторной, антиишимической до противовоспалительной и применяется в кардиологии, неврологии, наркологии, офтальмологии со своими схемами лечения, вследствие чего существует необходимость в создании лекарственного препарата (ЛП), обладающего свойствами индивидуализации в виде пленок, диспергируемых в полости рта.
Цель данной статьи заключается в разработке состава и технологии получения подложек, обладающих удовлетворительными фармацевтико-технологическими характеристиками с использованием функции обобщенной желательности для дальнейшего изготовления пленок ЭГПС, диспергируемых в полости рта.
2. Методы и принципы исследования
Рисунок 1 - Структурная формула 2-этил-6-метил-3-гидроксипиридина сукцината
Таблица 1 - Физико-химические свойства соединения 2-этил-6-метил-3-гидроксипиридина сукцинат
№ | Показатели | Размерность | Результаты |
1 | Молекулярная масса | г/моль | 255,55 |
2 | pH, 1% раствора | – | 4,59±0,5 |
3 | Растворимость в воде | – | 1:5 |
4 | Растворимость в спирте | – | 1:5 |
5 | Температура плавления | °С | 109-115 |
Вспомогательные вещества (ВВ): гидроксипропилметилцеллюлоза 3, 6, 15 (ГПМЦ, VIVAPHARM® HPMC E 3, VIVAPHARM® HPMC E 6, VIVAPHARM® HPMC E 15, Hypromellose, Ph. Eur., USP, JP, E 464, FCC, тип 2910, JRS Pharma, Германия), гидроксипропилметилцеллюлоза K100LV (Benecel™ HPMC K100LV Ashland™, США); полипропиленгликоль (1,2 Propylene glycol USP, BASF, SE, Ludwigshafen, Germany), глицерин (Глицерин безводный pure EP, USP (pharma grade), neoFroxx GmbH, Einhausen, Germany), Твин 80 (Полисорбат 80, EMPROVE® ESSENTIAL, Sigma-Aldrech, a subsidiary of Merck KGaA, Burlington, MA, USA), рисовая бумага (Sen Soy Premium, ООО «ТД «СОСТРА-РУС», Hiep Long – Hanoi Foods JSC, Вьетнам); крахмальная бумага (вафельная бумага, DecoLand®, 0,35 мм, Jiaxing YueAn Foods Со., Ltd, КНР); крахмальная бумага (вафельная бумага, DecoLand®, 0,6 мм, Jiaxing YueAn Foods Со., Ltd, КНР); сахарная бумага (Modecor DecoLand®, Jiaxing YueAn Foods Со., Ltd, КНР).
Используемое оборудование и методики: Методика определения распадаемости (ОФС.1.4.2.0013., ГФ XV) – тестер распадаемости PTZ-S (Pharma Test, Германия); потеря в массе при высушивании (ОФС.1.2.1.0010.15, ГФ XV) – анализатор влажности Sartorius MA-35 (Sartorius AG, Германия); предел прочности на растяжение AnD MCT-2150 универсальное устройство для испытаний; термоструйный принтер Canon PIXMA TS5040 (Canon Inc, Tokyo, Japan), оснащенный печатающей головкой QY6-0089-000000, тестер растворения – Laboao RC-6D (Zhengzhou laboao instrument equipment co., ltd, Китай); спекторофотометр ПЭ-5400УФ (Экрос, Россия), магнитной мешалке ЭКРОС-6113Н (Экрос, Россия).
Предел прочности на разрыв
Пленки крепятся на зажимах, которые впоследствии отодвигаются друг от друга со скоростью ползуна 50 мм/мин до разрыва пленки, таким образом определяется прочность на разрыв (Н/мм2).
Сопротивление излому
Сопротивление излому или устойчивость к складыванию – еще одна процедура оценки механических свойств пленки и используется для измерения гибкостью пленки. Измеряют путем многократного складывания пленки в одной и той же точке до тех пор, пока она не порвется. Значение устойчивости к складыванию определяется количеством сгибаний пленки без разрывов. Более высокое значение сопротивления излому указывает на более высокое значение механической прочности пленки
.Количественное определение АФС в пленках
Количественное определение ЭГПС проводят с помощью метода УФ-спектрофотометрии. Анализ проводили на спектрофотометре ПЭ-5400УФ (Россия).
Около 0,3 г (точная навеска) порошка растертых пленок помещают в мерную колбу вместимостью 100 мл, прибавляют 60 мл 0,01 М раствора кислоты хлористоводородной, взбалтывают в течение 10 мин, доводят объем суспензии 0,01 М раствором кислоты хлористоводородной до метки, перемешивают и фильтруют через бумажный фильтр, отбрасывая первые 10 мл фильтрата. 1 мл полученного фильтрата переносят в мерную колбу вместимостью 100 мл, доводят объем раствора 0,01 М раствором кислоты хлористоводородной до метки и перемешивают (испытуемый раствор).
Измеряют оптическую плотность испытуемого раствора на спектрофотометре в максимуме поглощения при длине волны 297 нм в кювете с толщиной слоя 10 мм. Параллельно в тех же условиях измеряют оптическую плотность раствора РСО ЭГПС. В качестве раствора сравнения используют 0,01 М раствор кислоты хлористоводородной.
Содержание ЭГПС в одной таблетке в граммах (X) вычисляют по формуле (1).
где D1 – оптическая плотность испытуемого раствора;
D0 – оптическая плотность раствора РСО ЭГПС;
а0 – навеска РСО ЭГПС, в граммах;
а1 – навеска порошка растертых пленок, в граммах;
b – средняя масса таблетки, в граммах.
Содержание С8Н11NO • С4Н6O4 (ЭГПС) должно быть от 0,119 г до 0,131 г, считая на среднюю массу одной пленки, диспергируемой в полости рта.
Метод приготовления растворов с АФС
Растворы, содержащие 30,0 г пропиленгликоля, 1,0 г Твин 80 и 23 г ЭГПС из расчета на 100 г водного раствора, готовили путем перемешивания на магнитной мешалке ЭКРОС-6113Н (Экросхим, Россия). Раствор использовали свежеприготовленным.
Метод приготовления подложек, диспергируемых в полости рта методом выливания
Готовили растворы, содержащие смесь полимеров и пластификатора (ВВ в концентрациях, указанных в таблице 2), в химическом стакане при перемешивании с использованием магнитной мешалки ЭКРОС-6113Н (Экрос, Россия) и нагревании воды очищенной до 80 °С. Затем добавляли полимеры при работающей мешалке и уменьшали скорость смесителя для предотвращения образования пены и добавляли пластификатор, отстаивали получившуюся гелеобразную массу до достижения температуры 30 °С. Производили розлив готовых растворов в силиконовые формы размером лист А4. Растворы в силиконовых формах сушили в сушильном шкафу с принудительной конвекцией при 30 °С.
Функция обобщённой желательности Харрингтона
Для математического анализа данных использовали метод обобщённой функции желательности Харрингтона, в котором все результаты фармацевтико-технологических испытаний переводили в безразмерную шкалу и оценивали желательность характеристик каждого состава относительно друг друга
, , .3. Основные результаты
При разработке модельных составов подложек использовали гидроксипропилметилцеллюлозу (ГПМЦ) низкой вязкости от 3 до 100 сПаз в комбинации с пластификаторами, обеспечивающими эластичность и возможность получения однородных пленок для печати. В качестве пластифицирующих вспомогательных веществ использовали глицерин и полипропиленгликоль (ППГ), которые применяют для обеспечения эластичности пленок и удержания некоторого количества воды. Кроме того, данные ВВ обеспечивают небольшое уменьшение времени распадаемости и улучшение высвобождение активной фармацевтической субстанции. Модельные составы варьировали не только по видам ВВ, но и по их количественному содержанию в растворе для выливания в форму при приготовлении пленок, согласно процессу, описанному в «материалах и методах». Также в таблице 2 представлены коммерческие подложки, находящиеся на рынке и представляющие собой бумагу, разрешенную для пищевого применения.
Таблица 2 - Составы модельных смесей для получения подложек, используемых для получения плёнок, диспергируемых в полости рта методом струйной печати
№ | ГПМЦ* К100LV, % | ГПМЦ 3 HM, % | ГПМЦ 6 HM, % | ГПМЦ 15 HM, % | ППГ**, % | Глицерин, % |
1 | 1 | - | - | - | 1 | - |
2 | 1 | - | - | - | 2 | - |
3 | 1 | - | - | - | - | 1 |
4 | 1 | - | - | - | - | 2 |
5 | 2 | - | - | - | 1 | - |
6 | 2 | - | - | - | 2 | - |
7 | 2 | - | - | - | - | 1 |
8 | 2 | - | - | - | - | 2 |
9 | - | 1 | - | - | 1 | - |
10 | - | 1 | - | - | 2 | - |
11 | - | 1 | - | - | - | 1 |
12 | - | 1 | - | - | - | 2 |
13 | - | 2 | - | - | 1 | - |
14 | - | 2 | - | - | 2 | - |
15 | - | 2 | - | - | - | 1 |
16 | - | 2 | - | - | - | 2 |
17 | - | - | 1 | - | 1 | - |
18 | - | - | 1 | - | 2 | - |
19 | - | - | 1 | - | - | 1 |
20 | - | - | 1 | - | - | 2 |
21 | - | - | 2 | - | 1 | - |
22 | - | - | 2 | - | 2 | - |
23 | - | - | 2 | - | - | 1 |
24 | - | - | 2 | - | - | 2 |
25 | - | - | - | 1 | 1 | - |
26 | - | - | - | 1 | 2 | - |
27 | - | - | - | 1 | - | 1 |
28 | - | - | - | 1 | - | 2 |
29 | - | - | - | 2 | 1 | - |
30 | - | - | - | 2 | 2 | - |
31 | - | - | - | 2 | - | 1 |
32 | - | - | - | 2 | - | 2 |
33 | Рисовая бумага, Sen Soy Premium, Россия | |||||
34 | Крахмальная бумага, DecoLand, 0,35 мм, Россия | |||||
35 | Крахмальная бумага, DecoLand, 0,6 мм, Россия | |||||
36 | Сахарная бумага Modecor FREE TOP, Германия | |||||
Примечание: *гидроксипропилметилцеллюлоза; **полипропиленгликоль
При разработке технологии получения подложек остановились на использовании технологии выливания гелеобразной массы и последующего высушивания получившихся пленок при 40 °С до достижения уплотненной пленки.
Разработанные модельные составы подложек для струйной фармацевтической печати исследовали по следующим характеристикам: предел прочности на растяжение (Н), сопротивление излому, время распадаемости (мин), потеря в массе при высушивании (%) и высвобождение полученных образцов пленок (табл. 2).
Таблица 3 - Фармацевтико-технологические свойства подложек для струйной печати пленок этилметилгидроксипиридина сукцината (ЭГПС)
№ | Предел прочности при растяжении, Н | Сопротивление излому, кол-во | Время распа- даемости, мин | Потеря в массе при высушивании, % | Высвобождение за 3 мин, % |
(x1) | (x2) | (x3) | (x4) | (x5) | |
1 | 26,4±1,19 | 15±0,75 | 8,6±0,34 | 27±1,38 | 75,4±2,26 |
2 | 19,5±0,88 | 20±1 | 8,1±0,32 | 32±1,63 | 77,5±2,33 |
3 | 25,3±1,14 | 19±0,95 | 8,2±0,33 | 31±1,58 | 73±2,19 |
4 | 18,7±0,84 | 29±1,45 | 7,91±0,32 | 38±1,94 | 73,9±2,22 |
5 | 34,3±1,54 | 17±0,85 | 8,9±0,36 | 30±1,53 | 72,1±2,16 |
6 | 30,1±1,35 | 19±0,95 | 8,71±0,35 | 34±1,73 | 75,4±2,26 |
7 | 33,6±1,51 | 18±0,9 | 8,8±0,35 | 29±1,48 | 73,1±2,19 |
8 | 29,4±1,32 | 17±0,85 | 8,9±0,36 | 30±1,53 | 71,7±2,15 |
9 | 9,2±0,41 | 48±2,4 | 2±0,08 | 18±0,92 | 96,4±2,89 |
10 | 9,3±0,42 | 55±2,75 | 1,5±0,06 | 23±1,17 | 98,5±2,96 |
11 | 10,4±0,47 | 54±2,7 | 1,6±0,06 | 22±1,12 | 94±2,82 |
12 | 7,8±0,35 | 64±3,2 | 1,31±0,05 | 29±1,48 | 94,9±2,85 |
13 | 13,6±0,61 | 52±2,6 | 2,3±0,09 | 21±1,07 | 93,1±2,79 |
14 | 12,4±0,56 | 54±2,7 | 2,11±0,08 | 25±1,27 | 96,4±2,89 |
15 | 13,9±0,63 | 55±2,75 | 2,2±0,09 | 20±1,02 | 94,1±2,82 |
16 | 11,3±0,51 | 52±2,6 | 2,3±0,09 | 21±1,07 | 92,7±2,78 |
17 | 15,6±0,7 | 30±1,5 | 2,5±0,1 | 20±1,02 | 86,5±2,6 |
18 | 13,4±0,6 | 35±1,75 | 2±0,08 | 25±1,27 | 88,6±2,66 |
19 | 15,3±0,69 | 34±1,7 | 2,6±0,1 | 24±1,22 | 84,1±2,52 |
20 | 14,1±0,63 | 44±2,2 | 1,81±0,07 | 31±1,58 | 85±2,55 |
21 | 18,4±0,83 | 32±1,6 | 2,8±0,11 | 23±1,17 | 83,2±2,5 |
22 | 17,3±0,78 | 34±1,7 | 2,61±0,1 | 27±1,38 | 86,5±2,6 |
23 | 17,9±0,81 | 33±1,65 | 2,7±0,11 | 22±1,12 | 84,2±2,53 |
24 | 16,4±0,74 | 32±1,6 | 2,8±0,11 | 23±1,17 | 82,8±2,48 |
25 | 20,1±0,9 | 23±1,15 | 3±0,12 | 22±1,12 | 85,4±2,56 |
26 | 18,6±0,84 | 28±1,4 | 2,5±0,1 | 27±1,38 | 87,5±2,63 |
27 | 19,4±0,87 | 27±1,35 | 2,6±0,1 | 26±1,33 | 83±2,49 |
28 | 17,8±0,8 | 37±1,85 | 2,31±0,09 | 33±1,68 | 83,9±2,52 |
29 | 21,4±0,96 | 25±1,25 | 3,3±0,13 | 25±1,27 | 82,1±2,46 |
30 | 20,1±0,9 | 27±1,35 | 3,11±0,12 | 29±1,48 | 85,4±2,56 |
31 | 20,5±0,92 | 26±1,3 | 3,2±0,13 | 24±1,22 | 83,1±2,49 |
32 | 19,2±0,86 | 25±1,25 | 3,3±0,13 | 25±1,27 | 81,7±2,45 |
33 | 133,1±5,99 | 1±0,05 | 2,2±0,09 | 18±0,92 | 75,6±2,27 |
34 | 13±0,58 | 25±1,25 | 1,2±0,05 | 15±0,77 | 97,8±2,93 |
35 | 20,83±0,94 | 42±2,1 | 1,8±0,07 | 17±0,87 | 99,3±2,98 |
36 | 5,04±0,23 | 8±0,4 | 3±0,12 | 22±1,12 | 96,7±2,9 |
Представленные составы исследовали по таким основополагающим фармацевтико-технологическим характеристикам, как механические свойства пленок, поскольку они должны выдерживать технологический процесс печати и иметь свойства цельности вплоть до употребления пленок пациентами. Пленки должны обладать минимальными значениями остаточной влажности, исследуемыми по методике потери в массе при высушивании, ввиду того, что это напрямую влияет на их адсорбционные способности. Кроме того, в настоящем исследовании ориентировались на требования Государственной фармакопеи XV издания для таблеток, диспергируемых в полости рта, которые должны обладать свойствами диспергируемости в полости рта до 3 минут и за это время обеспечивать полноценное высвобождение АФС
.Для определения оптимального состава подложек для печати пленок, диспергируемых в полости рта, использовали один из методов математического планирования, а именно функцию обобщенной желательности Харрингтона. Данный метод позволяет определить оптимальный модельный состав с помощью объединения частных откликов фармацевтико-технологических и физико-химических свойств.
В таблице 4 показаны рассчитанные частные отклики желательности (di), соответствующие характеристикам образцов (xi) в таблице 3, и обобщенная желательность всех частных откликов. Для расчета обобщенной желательности использовали коэффициент, соответствующий весу каждого фактора.
Таблица 4 - Значения частных и обобщённых желательностей модельных составов подложек для фармацевтической печати
№ | d1 | d2 | d3 | d4 | d5 | D |
1 | 0,463 | 0,492 | 0,393 | 0,617 | 0,445 | 0,458 |
2 | 0,434 | 0,533 | 0,429 | 0,512 | 0,486 | 0,471 |
3 | 0,458 | 0,525 | 0,422 | 0,534 | 0,398 | 0,452 |
4 | 0,430 | 0,602 | 0,442 | 0,372 | 0,415 | 0,452 |
5 | 0,495 | 0,508 | 0,372 | 0,556 | 0,380 | 0,439 |
6 | 0,478 | 0,525 | 0,385 | 0,466 | 0,445 | 0,452 |
7 | 0,492 | 0,517 | 0,379 | 0,577 | 0,400 | 0,449 |
8 | 0,475 | 0,508 | 0,372 | 0,556 | 0,372 | 0,433 |
9 | 0,389 | 0,724 | 0,772 | 0,764 | 0,772 | 0,664 |
10 | 0,390 | 0,761 | 0,791 | 0,689 | 0,794 | 0,673 |
11 | 0,395 | 0,756 | 0,788 | 0,706 | 0,745 | 0,663 |
12 | 0,383 | 0,802 | 0,798 | 0,577 | 0,755 | 0,659 |
13 | 0,408 | 0,745 | 0,761 | 0,721 | 0,734 | 0,659 |
14 | 0,403 | 0,756 | 0,768 | 0,654 | 0,772 | 0,663 |
15 | 0,410 | 0,761 | 0,765 | 0,736 | 0,746 | 0,668 |
16 | 0,398 | 0,745 | 0,761 | 0,721 | 0,729 | 0,655 |
17 | 0,417 | 0,609 | 0,752 | 0,736 | 0,642 | 0,615 |
18 | 0,408 | 0,644 | 0,772 | 0,654 | 0,674 | 0,623 |
19 | 0,416 | 0,637 | 0,748 | 0,672 | 0,604 | 0,604 |
20 | 0,411 | 0,701 | 0,780 | 0,534 | 0,618 | 0,610 |
21 | 0,429 | 0,623 | 0,740 | 0,689 | 0,589 | 0,601 |
22 | 0,424 | 0,637 | 0,748 | 0,617 | 0,642 | 0,610 |
23 | 0,427 | 0,630 | 0,744 | 0,706 | 0,605 | 0,608 |
24 | 0,420 | 0,623 | 0,740 | 0,689 | 0,582 | 0,597 |
25 | 0,436 | 0,556 | 0,731 | 0,706 | 0,625 | 0,598 |
26 | 0,430 | 0,594 | 0,752 | 0,617 | 0,657 | 0,608 |
27 | 0,433 | 0,587 | 0,748 | 0,636 | 0,585 | 0,591 |
28 | 0,426 | 0,657 | 0,760 | 0,489 | 0,600 | 0,593 |
29 | 0,442 | 0,572 | 0,717 | 0,654 | 0,570 | 0,582 |
30 | 0,436 | 0,587 | 0,726 | 0,577 | 0,625 | 0,591 |
31 | 0,438 | 0,579 | 0,722 | 0,672 | 0,587 | 0,589 |
32 | 0,432 | 0,572 | 0,717 | 0,654 | 0,563 | 0,578 |
33 | 0,802 | 0,372 | 0,765 | 0,764 | 0,449 | 0,585 |
34 | 0,406 | 0,572 | 0,802 | 0,802 | 0,787 | 0,651 |
35 | 0,439 | 0,689 | 0,780 | 0,777 | 0,802 | 0,683 |
36 | 0,372 | 0,433 | 0,731 | 0,706 | 0,775 | 0,581 |
После получения откликов по каждому из свойств и представления их в виде безразмерных величин (частных желательностей) вычисляли обобщённую желательность, используя дифференциацию важности отдельных значений, которым присвоили коэффициенты: 0,2 значению предела прочности при растяжении и сопротивлении излому, 0,25 времени распадаемости и высвобождению АФС за 3 мин и 0,1 значению потери в массе при высушивании. По шкале желательности определяли состав со значением обобщённой желательности (D) максимально близким к 1. Составу № 35 соответствует наибольшее значение, равное 0,683, что позволяет сделать вывод о наибольшем соответствии его выбранным критериям и представляет собой наиболее оптимальную подложку для печати растворов с ЭГПС (рис. 2).
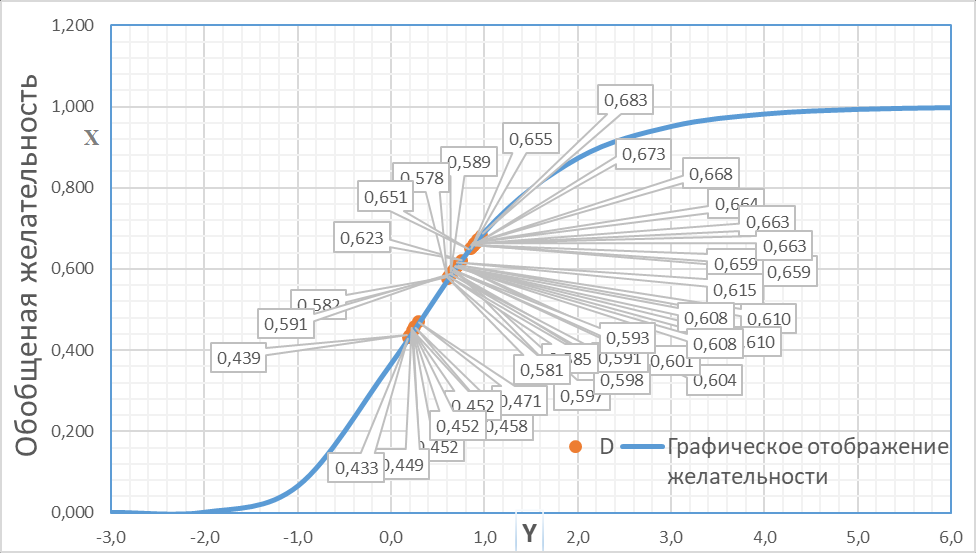
Рисунок 2 - Графическое отображение значений обобщённой желательности Харрингтона
В результате исследований с разработанным раствором («чернилами») для фармацевтической печати, полученным на предыдущих этапах исследований, составом подложки и предварительно подобранными технологическими режимами существует возможность получения лабораторных образцов с помощью пьезоэлектрического и термоструйного метода печати для сравнения их характеристик.
4. Заключение
В результате исследований разработанных и готовых к применению подложек для струйной печати пленок, диспергируемых в полости рта на основе 2-этил-6-метил-3-гидроксипиридина сукцината, охарактеризованы основные параметры, отвечающие за механические характеристики, распадаемость и высвобождение. Изученные фармацевтико-технологические свойства составов сравнивали между собой с помощью психрометрической шкалы с использованием метода обобщенной желательности Харрингтона. При сравнении значений обобщенных желательностей модельных составов выявлена подложка, обеспечивающая оптимальные характеристики и представляющая собой лист крахмальной бумаги 0,6 мм. Кроме того, выявлен оптимальный состав, полученный с помощью технологии выливания и высушивания раствора полимера, состоящий из ГПМЦ Е 3 и пластификатора полипропиленгликоля.