Опыт изготовления и сборки робота-манипулятора с применением технологии 3D-печати
Опыт изготовления и сборки робота-манипулятора с применением технологии 3D-печати
Аннотация
Развитие аддитивных технологий производства позволяет использовать новые материалы для изготовления конструкций взамен, например, токарной и фрезерной обработки металла. В частности, изделия, напечатанные из пластиков на 3D-принтере, способны заменить вышедшие из строя детали станков и механизмов. Также технология позволяет создавать изделия нестандартной формы.
В данной публикации рассматривается процесс изготовления, сборки и отладки робота-манипулятора, конструкция которого напечатана с использованием 3D-принтера. Приведены результаты испытаний робота-манипулятора. Обобщен опыт решения проблем при отладке, связанных с конструктивными особенностями.
Также рассказывается об электронной и программной части робота-манипулятора.
1. Введение
Роботы-манипуляторы широко используются при выполнении различных задач на производстве . Материалом конструкции таких роботов является сталь или алюминий, поэтому для их изготовления необходимы станки для обработки металла, а сам процесс является дорогостоящим. В то же время одной из компонент Четвертой промышленной революции является аддитивное производство , , и встает вопрос в том, насколько возможно его применить для создания конструкции робота-манипулятора. В публикации приводится новая методика изготовления роботов с применением 3D-принтеров, рассказано о создании SCARA-робота, однако, недостаточно данных об испытаниях разработанного изделия. В авторы выдвигают гипотезу об использовании напечатанных на 3D-принтере деталей в роботе, который планируется использовать на лунной поверхности, что подтверждает способность напечатанных конструктивных элементов выдерживать значительные нагрузки. В приведен анализ концепции самовоспроизводящихся роботов с использованием 3D-принтера, что делает 3D-печать не только способом создания роботов, но и расширяет границы их применимости.
Ввиду вышеуказанного, тематику данной статьи следует считать актуальной для развития технологий аддитивного производства.
Целью исследования является получение и обобщение экспериментальных данных о поведении конструктивных элементов робота-манипулятора, которые изготовлены с применением технологии 3D-печати.
Для достижения цели поставлены следующие задачи:
1. Выбрать проект робота-манипулятора;
2. Изготовить детали конструкции и осуществить сборку;
3. Собрать электронную схему управления и осуществить программирование микроконтроллера;
4. Провести испытания робота-манипулятора.
2. Обзор открытых конструкций роботов-манипуляторов
Ввиду того, что в сети Интернет можно найти открытые проект роботов-манипуляторов и из-за отсутствия опыта проектирования подобных конструкций, решено использовать одну из них. Ряд открытых проектов, например Niryo и Thor , предлагают CAD модели и использование шаговых электродвигателей для перемещения узлов. Проект Niryo содержит ряд негативных отзывов и более скудную документацию по сравнению с проектом Thor. Также существуют проекты роботов-манипуляторов, в которых для перемещения узлов используются сервоприводы. Данные проекты не рассматриваются, потому что хотя сервоприводом проще управлять, он обладает меньшей точностью позиционирования по сравнению с шаговыми электродвигателями.
В проекте Thor помимо расширенной документации существует сообщество людей, которые реализовывали данный проект, благодаря этому есть возможность получить консультацию.
У робота Thor (рисунок 1) 6 степеней свободы (DoF), для вращения узлов используются шаговые электродвигатели. Рабочий орган представлен параллельным захватом (gripper), который управляется сервоприводом. Радиус рабочей области робота составляет 0.6 м, максимальная грузоподъемность – 0.75 кг.
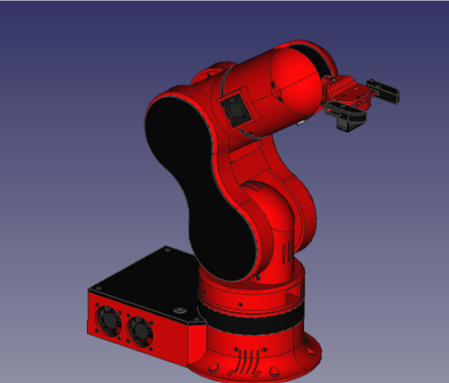
Рисунок 1 - 3D-модель робота Thor
3. Изготовление деталей конструкции и сборка
Детали робота были распечатаны на 3D-принтере (рисунок 2) пластиком ABS. В зависимости от назначения детали использовалось 100% (для шестерней) и 40% (для элементов корпуса) заполнение. Детали невозможно напечатать абсолютно гладкими, так как печатающая головка перемещается по слоям. Ввиду этого, детали дополнительно обрабатывались с помощью наждачной бумаги, дремеля и ацетона. Узкие отверстия было необходимо избавить от остатков пластика.

Рисунок 2 - Комплект распечатанных на 3D-принтере деталей робота
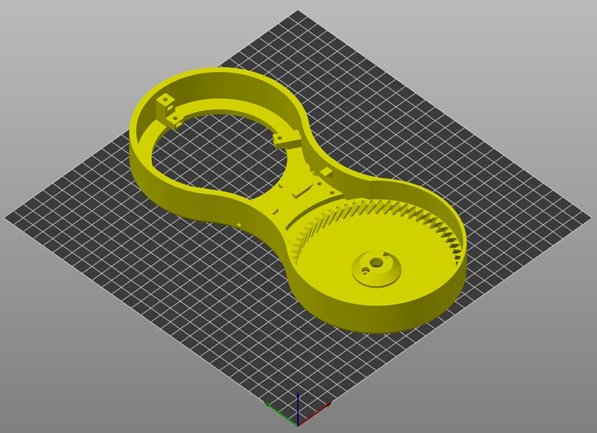
Рисунок 3 - Деталь механизма наклона робота, которая была разделена пополам

Рисунок 4 - Результат склеивания разделенной детали
В ходе испытаний выяснилось, что часть пластиковых деталей в основании робота плохо держат нагрузку, в результате чего передаточный механизм проскальзывает. Для усиления конструкции были добавлены элементы из алюминия (рисунок 5).
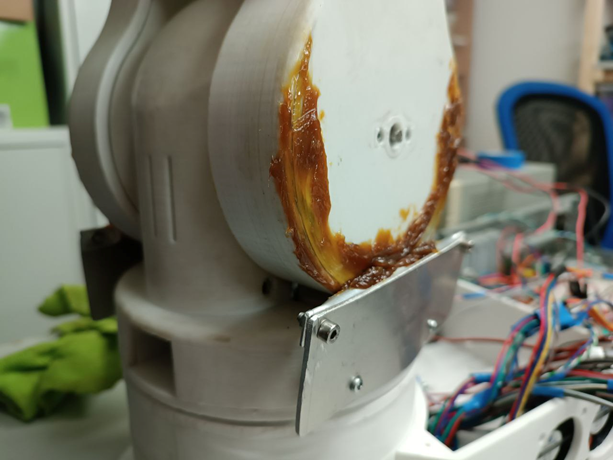
Рисунок 5 - Усиление конструкции робота алюминиевыми вставками

Рисунок 6 - Шестерня с винтом М3

Рисунок 7 - Ответная часть концевого переключателя

Рисунок 8 - Собранный робот
4. Электронная схема управления
Для вращения узлов робота с манипулятором используются шаговые электрические двигатели. Выставление электродвигателей в нулевое положение происходит по метке, которая определяется при помощи оптических и механических концевых выключателей. Сигнал от механического концевого переключателя может быть измерен дискретным вводом микроконтроллера (МК) (рисунок 9).
Шаговый двигатель управляется последовательностью импульсов, которые в определенном порядке подаются на его обмотки. Для генерирования импульсов используется устройства связи с объектом (УСО), в англоязычной литературе, драйвер, A4988. Используется режим микрошага с соотношением 1/16. Управление УСО и считывание сигналом от концевых переключателей возложено на микроконтроллер AtMega2560.
Для обеспечения рабочей температуры шаговых двигателей и УСО в корпусе робота предусмотрены 6 вентиляторов, которые включаются в момент включения питания робота и не регулируются.
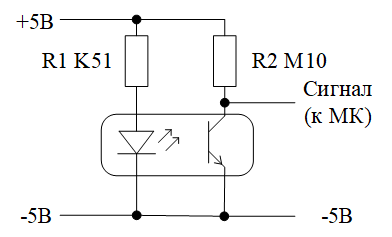
Рисунок 9 - Схема обработки сигнала от оптического концевого переключателя
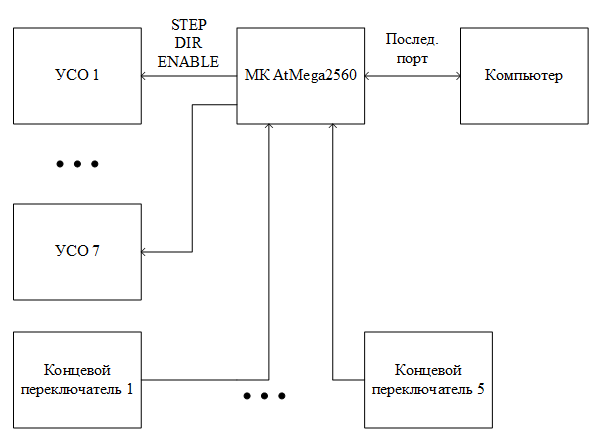
Рисунок 10 - Структурная схема взаимодействия микроконтроллера с УСО, концевыми переключателями и компьютером
5. Алгоритмы работы робота-манипулятора
Перед выполнением операций с роботом, необходимо выполнить калибровку каждого узла. Поскольку при пропадании питания шаговые двигатели не сохраняют своего положения, каждый раз их требуется устанавливать в нулевую точку. Кроме того, при отключении питания шаговые двигатели не могут удержать узлы робота в неподвижном состоянии. Поэтому существует необходимость при завершении работы устанавливать робот в заранее определенное положение (обозначим его Dock). Если робот был отключен аварийно, то его следует установить в положение Dock вручную. Положение Dock может быть выбрано произвольно, но с учетом того, что рабочий орган должен быть направлен вниз для обеспечения вытекания остатков эпоксидной смолы.
Из положения Dock с использованием параметров ШД по умолчанию робот перемещается в положение Calibration (см. рис. 8). Причем в процессе данного перемещения считываются сигналы с концевых датчиков. При получении сигнала от конкретного датчика, соответствующий ему узел робота останавливается. Текущее положение данного узла устанавливается в 0. Для этого узла нулевая точка найдена. Процесс продолжается до тех пор, пока не будут найдены нулевые точки всех узлов. Блок-схема алгоритма калибровки приведена на рисунке 11.
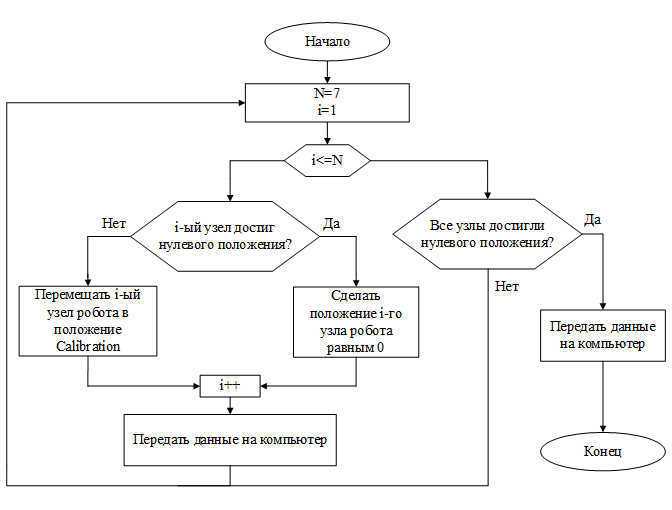
Рисунок 11 - Блок-схема алгоритма калибровки робота
При движении к заданной позиции частота сигнала STEP составляет 1МГц. Реализован алгоритм плавного пуска и торможения .
6. Испытания робота-манипулятора
6.1. Испытание нагрузочной способности
Собранный робот необходимо проверить на грузоподъемность. Для этого робот был переведен положение, когда всего его узлы были параллельно поверхности основания (рисунок 12). Данное расположение является худшим случаем, поскольку расстояние от основания до нагрузки, расположенной в рабочем органе, наибольшее. Запускалась команда на перемещение робота в вертикальное положение.
Испытания показали, что конструкция требует усиления, так как пластик плохо держал нагрузку, и происходило проскальзывание шестерен. Была осуществлена доработка при помощи алюминиевых направляющих. В результате доработки робот успешно переместился из вертикального положения в горизонтальное.

Рисунок 12 - Робот, расположенный параллельно поверхности основания
Таким образом, было выяснено, что грузоподъемность робота составляет примерно 0.8 кг.
6.2. Испытание точности позиционирования
Для испытания точности позиционирования к рабочему органу робота был закреплен маркер (рисунок 13). Перед роботом был закреплен лист белой бумаги, на котором была расчерчена система координат. Роботу предстояло написать точками букву «П» таким образом, чтобы точки располагались в пересечениях клетки на расстоянии 1 см друг от друга. В результате испытания расхождение предполагаемой точки касания и реально составляет не более 1 см. Подобный эксперимент был проведен еще 2 раза, ошибка составила не более 1 см.
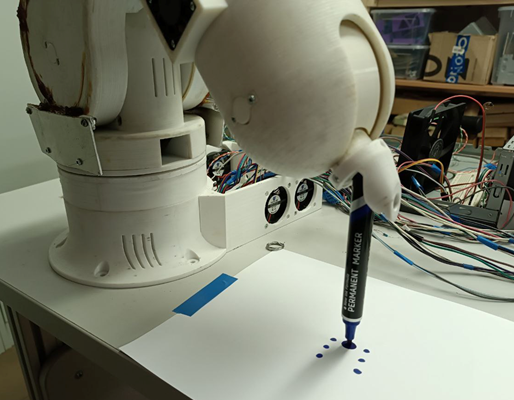
Рисунок 13 - Робот с закрепленным маркером
Для проведения ресурсных испытаний на рабочий орган робота-манипулятора была закреплена максимальная нагрузка 0.8 кг. Осуществлялось перемещение робота-манипулятора их горизонтального (рис. 12) в вертикальное положение и обратно. Эксперимент проводился 100 раз. В ходе эксперимента шаговые температура электродвигателей достигла 90 гр. Цельсия и потребовалось дополнительное охлаждение.
После проведения испытания на ресурс повторно было проведено испытание точности позиционирования. Результаты совпали, что говорит об отсутствии износа элементов конструкции.
7. Заключение
В результате проведенного исследования изготовлен, собран и испытан робот-манипулятор, детали конструкции которого напечатаны на 3D-принтере.
Следует отметить высокую трудоемкость обработки деталей после печати. Также сами настройки печати требуют подбора для того, чтобы усилить детали, на которые приходится максимальная нагрузка. Выяснено, что напечатанные на 3D-принтере детали надежно склеиваются эпоксидной смолой, что позволяет использовать принтеры с небольшой рабочей областью.
Для повышения точности позиционирования следует заменить напечатанные шестерни, поскольку присутствует люфт. Тем не менее напечатанные шестерни следует признать надежными.