СТРУКТУРА СИСТЕМЫ УПРАВЛЕНИЯ СТЕКЛОВАРЕННОЙ ПЕЧЬЮ

Жученко А. И.1, Цапар В. С.2
1Доктор технических наук,
2старший преподаватель,
Национальный технический университет Украины «Киевский политехнический институт»
СТРУКТУРА СИСТЕМЫ УПРАВЛЕНИЯ СТЕКЛОВАРЕННОЙ ПЕЧЬЮ
Аннотация
В статье предложена система управления процессом стекловарения, представляющая собой иерархическую структуру, которая позволяет устранить недостатки существующих подходов в управлении процессом стекловарения. Предложенная иерархическая структура системы управления предусматривает многоуровневое управление процессом и условно делится на три уровня: нижний уровень (ПИД-регулятор), средний уровень (нечеткий регулятор) и верхний уровень (экспертная система).
Ключевые слова: стекловаренная печь, система управления, ПИД-регулятор.
Zhuchenko A. I.1, Tsapar V. S.2
1PhD in Technical Sciences,
2senior Lecturer,
National Technical University of Ukraine "Kyiv Polytechnic Institute"
CONTROL SYSTEM STRUCTURE OF GLASS FURNACE
Abstract
In the article the glassmaking process control system, which is a hierarchical structure that eliminates the disadvantages of existing approaches in the management of glassmaking. The proposed hierarchical control system provides multi-level governance and the process is divided into three levels: the lower level (PID controller), batting average (fuzzy controller) and upper level (expert system).
Keywords: glass furnace, control system, PID controller.
Стекольная промышленность является одной из базовых отраслей экономики Украины и играет важную роль в формировании макроэкономических показателей отдельных регионов и государства в целом.
Одним из самых распространенных стеклянных изделий является стеклянная тара. На фоне растущей тенденции использования экологических материалов, стеклянная тара приобретает все большую популярность, что обуславливает положительную тенденцию увеличения объема ее производства и потребления в Украине и мире.
Основным технологическим аппаратом в производстве любой стеклянной продукции и стеклотары является стекловарная печь, в которой получают стекломассу путем плавления смеси шихты и стеклобоя. Благодаря своим технико-экономическим характеристикам наиболее распространенными являются ванные регенеративные стекловаренные печи непрерывного действия с подковообразным направлением пламени. Применение стеклянной продукции ставит высокие требования к качественным показателям этой продукции. В свою очередь, качественные показатели готовой продукции напрямую зависят от температурного режима стекловаренной печи [1]. Именно поэтому, основной путь получения качественных стеклянных изделий – поддержание заданного технологического температурного регламента стекловаренной печи.
Для поддержания технологических параметров на заданном уровне используются системы управления. К сожалению, существующие системы управления не обеспечивают требуемого качества стеклянной продукции. Следовательно, для обеспечения высокого качества стеклянных изделий необходимо разработать более эффективную систему управления.
Существуют различные подходы к построению систем управления стекловаренной печью. В работе [2] описана автоматическая система управления температурным режимом стекловаренной печи, которая обеспечивает поддержание температуры в определенных точках и базируется на применении ПИД-регулятора. ПИД-регулирование предназначено только для систем с одним входом и одним выходом. К сожалению, в стекольной промышленности наиболее важными технологическими параметрами являются такие, которые имеют тесную связь друг с другом. Применение ПИД-регуляторов вызывает трудности, при использовании их с объектами управления с большим показателем запаздывания. Обычно высокое время запаздывания может быть учтено с помощью заниженных настроек параметров ПИД-регулятора, однако это приводит к невысокой производительности управления. Чаще всего эта проблема преодолевается путем контроля не исследуемыми переменными процесса, такими как температура стекломассы, а контролированием вторичных переменных, таких как температура газо-воздушной среды. Это в свою очередь приводит к возникновению значительных температурных градиентов в самой стекломассе и увеличению брака готовой продукции. Работа [3] описывает систему управления температурным режимом, построенную на базе регулятора нечеткой логики. Нечеткие регуляторы имеют ряд недостатков. Среди них можно выделить невозможность математического анализа нечетких систем существующими методами, а также экспоненциальное увеличение сложности вычислений при увеличении входных переменных. Устранение данных недостатков возможно при использовании нечеткого регулятора параллельно традиционному ПИД-регулятору. В этом случае нечеткая логика используется для замены традиционных алгоритмов управления и совместно с ними. В работе [4] исследовано подход к автоматизации стекловаренных печей с использованием экспертных систем. На современном этапе своего развития экспертные системы имеют ряд недостатков, которые затрудняют их использование в качестве единственного средства принятия решения в системе управления. Очень сложной задачей является передача экспертной системе полного набора знаний о предметной области. Экспертные системы выдают решения базирующееся на последовательности шагов, предпринятых в процессе поиска решения, не обосновывая свой выбор, как это делает человек-эксперт. Все выше приведенные работы посвящены системам автоматизации, построенным на одном из вышеупомянутых принципов управления.
Оптимизация управления реальным процессом в зависимости от конкретных условий также производится оператором вручную. Однако, учитывая, что процесс производства стекла является очень сложным, нелинейным и многомерным, эта задача для человека является чрезвычайно сложной для решения.
Таким образом, целью данной работы является разработка системы управления показателями качества стекломассы в процессе стекловарения с учетом возмущений различной природы.
Структура системы управления
При построении системы управления необходимо учесть два основных обстоятельства:
– Как показали выполненные исследования, для стекловаренной печи Гостомельского завода определяющими температурами являются температуры в своде печи и в точке квельпункта [1].
– Рассчитать заранее задания для названных выше температур невозможно в связи с наличием постоянно действующих возмущений, таких как состав шихты, количество и качество стеклобоя, и тому подобное. Сформировать задания для конкретных температур фактически возможно только на основе экспертных оценок.
В связи с приведенными обстоятельствами предлагается приведенная на рисунке 1 структура системы управления показателями качества стекломассы.

Рис. 1 – Иерархическая структура системы управления процессом стекловарения
Иерархическая структура системы управления предусматривает многоуровневое управление процессом и условно делится на три уровня:
- Нижний уровень (ПИД-регулятор) – устройство в контуре управления с обратной связью. На данном уровне реализуется управление конкретными переменными, в наибольшей степени влияющими на качество стекломассы. В стекловаренной печи такими переменными являются температуры в определенных точках. Поддержание температуры на заданном уровне ведется путем влияния на расход топлива, которое подается в печь. ПИД-регулятор формирует управляющий сигнал с целью получения необходимой точности и качества переходного процесса. В данной системе управления, исходя из проведенного исследования, задачей ПИД-регулятора является поддержание на заданном уровне температуры в точке квельпункта и температуры в своде начала печи, что дает возможность получать продукцию требуемого качества [1].
- Средний уровень (нечеткий регулятор) – формирует задание для нижнего уровня.
Нечеткий регулятор в автоматической системе управления температурным режимом стекловаренной печи используется для компенсации недостаточных знаний об объекте управления. Структурная схема нечеткого регулятора формирующего задание для ПИД-регулятора представлена на рис. 2.
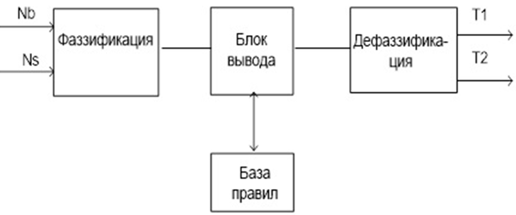
Рис. 2 – Структурная схема нечеткого регулятора
На рисунке 6 представлена структура нечеткого регулятора. Входные переменные количество пузырьков Nb и количество свилей Ns в блоке фаззификации превращаются в лингвистические переменные. База правил содержит нечеткие правила следующего вида:
![]()
где ![]() (i=1,2,…L) – і-тое нечеткое правило; L – количество правил в базе;
(i=1,2,…L) – і-тое нечеткое правило; L – количество правил в базе; ![]() – термы лингвистических переменных;
– термы лингвистических переменных; ![]() – выходные переменные;
– выходные переменные; ![]() – ее численное значение.
– ее численное значение.
Значение выходной переменной согласно методу Такаги – Сугено рассчитывается как средневзвешенное. На выходе нечеткого регулятора формируется задание по температуре в точках свода начала печи и квельпункте – соответственно. База правил нечеткой системы формируется путем опроса технологов и экспертов данной отрасли. Поскольку значительная часть производственного процесса стекла до сих пор регулируется вручную на основе опыта человека-оператора, правила, встроенные в предлагаемых нечетких контроллерах пытаются имитировать поведение оператора. Такой подход способен преодолеть высокие значения запаздывания в регулировании, изменение динамики процесса, возмущения и неопределенности в модели.
- Высший уровень (экспертная система) – среда экспертных знаний.
Экспертная система обобщает и анализирует в режиме реального времени данные, операционные наблюдения и лабораторные анализы, чтобы делать выводы и давать рекомендации для оптимального регулирования процессом изготовления стекла. Экспертная система может использоваться в режиме онлайн или в автономном режиме. В режиме онлайн она дает диспетчеру рекомендации, которые определяют наилучшую стратегию управления, которую следует выполнять в обусловленных ситуациях. В автономном режиме экспертная система может быть использована для подготовки новых или неопытных диспетчеров.
Полученная в результате система управления позволяет объединить все лучшие стороны ее составляющих, тем самым нивелируя недостатки оных.
Выводы
В данной работе предложена структура автоматической системы управления процессом стекловарения, которая позволяет устранить недостатки существующих систем управления, основанных на локальных регуляторах, путем объединения их в одну систему. Данная система состоит из ПИД-регулятора, который реализует непосредственное управление температурами в точке квельпункта и своде печи над зоной загрузки шихты; нечеткого регулятора, который формирует значение температур, служащие заданием для ПИД-регулятора; экспертной системы, основное задание которой, принятие решений по управлению температурным режимом стекловаренной печи, основываясь на базе экспертных знаний.
Сочетание классических подходов типа ПИД-регулятора и современных экспертных систем, позволяет решить многомерную задачу поддержания заданного температурного режима стекловаренной печи, которая на данном этапе требует вмешательства человека-эксперта, современными программными средствами. Также, входящая в систему управления экспертная система может быть использована как тренажер для подготовки неопытных технологов. В дальнейшем планируется проведения расчетов настроек соответствующих регуляторов и создание баз правил, а также исследования эффективности полученной системы управления.
Литература
- Жученко А. І. Дослідження впливу температурного поля скловарної печі на показники якості скловиробів / А. І. Жученко, Цапар В. С. // Хімічна інженерія, екологія та ресурсозбереження. – 2014. - № 1. – С. 3-7.
- Backx A. C. P. M. Model-based glass melter control // Mathematical simulation in glass technology, Springer, 2002. – р. 137-155.
- Суликова В. А. Алгоритм нечеткого управления процессом варки стекла / В. А. Суликова. // Вестник ОГУ. – 2014. - № 3. – С. 173-179.
- Chmelar J. Supervisory advanced control of glass melters and forehearths by expert system / J. Chmelar, R. Bodi, E. Muysenberg. // Proc. Int. Congr. Glass. – 2001. - №1. – р. 247-254.
References
- Zhuchenko A. I. Doslidzhennja vplyvu temperaturnogo polja sklovarnoi' pechi na pokaznyky jakosti sklovyrobiv / A.I. Zhuchenko, V.S. Capar. // Himichna inzhenerija, ekologija ta resursozberezhennja. – 2014. - №1. – S. 3-7.
- Backx A. C. P. M. Model-based glass melter control // Mathematical simulation in glass technology, Springer, 2002. – р. 137-155.
- Sulikova V. A. Algoritm nechetkogo upravlenija processom varki stekla / V. A. Sulikova. // Vestnik OGU. – 2014. - №3. – S. 173-179.
- Chmelar J. Supervisory advanced control of glass melters and forehearths by expert system / J. Chmelar, R. Bodi, E. Muysenberg. // Proc. Int. Congr. Glass. – 2001. - №1. – р. 247-254.