РАЗРАБОТКА ТЕХНОЛОГИИ ПОЛУЧЕНИЯ ЭЛЕКТРОДНЫХ МАТЕРИАЛОВ

Ву Д.Х.1, Слепцов B.B.2
1 Аспирант, 2 Доктор технических наук, профессор, почетный работник высшего профессионального образования, лауреат премии Правительства РФ, заведующий кафедрой «Радиоэлектроника, телекомуникации и нанотехнологии» МАТИ – РГТУ имени К.Э. Циолковского
РАЗРАБОТКА ТЕХНОЛОГИИ ПОЛУЧЕНИЯ ЭЛЕКТРОДНЫХ МАТЕРИАЛОВ
Аннотация
Основными элементами конструкции СИИТ являются электродные материалы, которые имеют функцию накопления электрической энергии на высокоразвитой поверхности и за счет токосъемных элементов передачу этой энергии на нагрузку. Поэтому первой задачей конструирования СИИТ является выбор конструкции и технологии изготовления электродных материалов. Вторым основополагающим элементом является электролит, обеспечивающий формирование двойного электрического слоя на высокоразвитой поверхности электродных материалов и перенос носителей электрического заряда внутри электролитической ячейки. В проекте предлагается использовать полимерный электролит, который в сравнении с водными электролитами имеет существенно более высокое рабочее напряжение. Кроме состава электролита и технологии его изготовления необходимо разработать технологию пропитки электролитом электродных материалов, которая обеспечит максимальное использование высокоразвитой поверхности электродных материалов. Третьим элементом СИИТ является корпус и электрические контакты, обеспечивающие его коммутацию с другими функциональными узлами радиоэлектронный аппаратуры (РЭА), включая систему управления СИИТ, которая выполняет функцию мониторинга и оптимизации его функционирования.
Ключевые слова: материалы, конструкция СИИТ, электрод, электрическая энергия, суперконденсатор.
Vu D.H.1, Sleptsov V.V.2
1 Postgraduate student, 2 PhD in Engineering, professor, honored worker of higher education, laureate of the Russian Government award, Head of the Department of electronics, telecommunications and nanotechnology, MATI - Russian State Technological University named after K.E. Tsiolkovsky
DEVELOPMENT OF TECHNOLOGY FOR ELECTRODE MATERIALS
Abstract
The basic elements of design SIIT are electrode materials that have the function of storing electric energy and high surface current collecting elements by transmitting this energy to the load. Therefore, the first task is to choose a design SIIT design and technology of electrode materials. Another fundamental element is the electrolyte, ensuring the formation of the electrical double layer on the surface of the highly electrode materials and the transfer of electric charge carriers within the electrolytic cell. It is proposed to use a polymer electrolyte, which in comparison with aqueous electrolyte has a significantly higher operating voltage. In addition to the electrolyte composition and its manufacturing technology to develop the technology necessary to impregnate the electrolyte electrode materials that will ensure maximum use of high surface area electrode materials. The third element is the SIIT housing and electrical contacts to ensure his switching to other functional units of electronic equipment (REA), including the management of SIIT, which performs the function of monitoring and optimization of its functioning.
Keywords: materials, design SIIT, electrode, electric energy, super capacitors.
Деятельность любого предприятия базируется на трех основных структурах:
- Обоснование конструкции электродных материалов.
- Разработка вакуумной рулонной технологии нанесения покрытий на сверхпористый материал на основе углерода.
- Разработка вакуумной технологии металлизации на бусофита.
- Обоснование конструкции электродных материалов.
Емкость С, в соответствии с формулой (![]()
![]() ), зависит в первую очередь от величины поверхности, которая может изменяться в сравнении с геометрической поверхностью в диапазоне от
), зависит в первую очередь от величины поверхности, которая может изменяться в сравнении с геометрической поверхностью в диапазоне от ![]() до
до ![]() раз. Наиболее высокоразвитой поверхностью обладают углеродные материалы, которые в силу своей химической природы могут создавать высокоразвитую собственную поверхность. Таким образом, максимальная вариация электрической емкости будет определяться конструкцией электродного материала. В проекте предлагается использовать углеволокно бусофит Т-40, который серийно выпускается отечественной промышленностью и объединением « Химволокно», Беларусь.
раз. Наиболее высокоразвитой поверхностью обладают углеродные материалы, которые в силу своей химической природы могут создавать высокоразвитую собственную поверхность. Таким образом, максимальная вариация электрической емкости будет определяться конструкцией электродного материала. В проекте предлагается использовать углеволокно бусофит Т-40, который серийно выпускается отечественной промышленностью и объединением « Химволокно», Беларусь.
Для снижения электрического сопротивления бусофита и создания конструкции электродного материала на его основе необходимо решить две задачи:
1 – нанести сплошной слой металла на поверхность бусофита, который будет являться токосъемником и снизит внутреннее сопротивление ячейки (![]() ) за счет снижения величины
) за счет снижения величины ![]() (Рис. 1)
(Рис. 1)
2 – нанести слой металла на каждую ниточку бусофита, который с одной стороны понизит его электрическое сопротивление (за счет снижения ![]() , рис.3.1), а с другой стороны увеличит, (в крайнем случае, не уменьшит) удельную поверхность.
, рис.3.1), а с другой стороны увеличит, (в крайнем случае, не уменьшит) удельную поверхность.
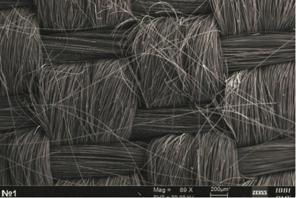
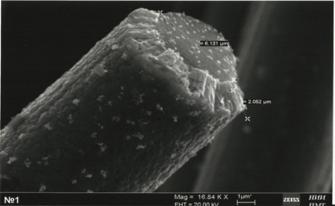
На Рис.1. представлены фотосъемки исходного бусофита без покрытия. На Рис 2 представлены фотографии и электронные снимки с нанесенным слоем металла на поверхность бусофита. Слой металла выполняет функцию токосъемника.

а)
б)
Рис.1. Фотография исходного бусофита без покрытия
а) обычное фото, б) снимок с электронного микроскопа
а)
б)
Рис.2. Фотография бусофита с нанесенным слоем металла:
а) обычное фото, б) снимок с электронного микроскопа.
На снимке рис. 2.б показана отдельно взятая нить бусофита с нанесенным слоем титана. На снимке указаны толщины нити и слоя металла. Нанесение слоя металла на бусофит приводит к снижению внутреннего сопротивления Ri (ESR) и увеличению емкости электролитической ячейки. Конкретные зависимости влияния нанесения слоя металла в виде токосъемников на бусофит будут приведены ниже. Вторая, существенно более сложная технологическая задача- нанесение слоя металла на каждую ниточку, которая решается за счет интеграции вакуумных технологий металлизации с электроимпульсными технологиями формирования нанокластеров в жидкой среде. Такое значение ёмкости могло быть получено при идеальном смачивании всей поверхности углеродного электрода, что в реальности труднодостижимо. Наши измерения, которые будут приведены ниже ![]() . Расчетные и измеренные значения удельной емкости энергонакопительных элементов относятся к чистомубусофиту. Как было указано выше, основной недостаток электродов из углеродных материалов – высокое сопротивление – может быть частично компенсирован нанесением металлизации на угольные электроды. В настоящее время освоены технологии металлизации, такие как: напыление вакуумное; гальваническое осаждение; научно-химическое осаждение; газоразрядные реакции из металлоорганических соединений. По нашему мнению, в данных условиях рационально использование вакуумного осаждения пленок Ti в атмосфере N2. При этом на осаждаемой поверхности выращивается пленка, имеющая столбчатую структуру с сильно развитой поверхности. На рисунке 3 представлены снимоки, полученные с помощью электронно-лучевого микроскопа.
. Расчетные и измеренные значения удельной емкости энергонакопительных элементов относятся к чистомубусофиту. Как было указано выше, основной недостаток электродов из углеродных материалов – высокое сопротивление – может быть частично компенсирован нанесением металлизации на угольные электроды. В настоящее время освоены технологии металлизации, такие как: напыление вакуумное; гальваническое осаждение; научно-химическое осаждение; газоразрядные реакции из металлоорганических соединений. По нашему мнению, в данных условиях рационально использование вакуумного осаждения пленок Ti в атмосфере N2. При этом на осаждаемой поверхности выращивается пленка, имеющая столбчатую структуру с сильно развитой поверхности. На рисунке 3 представлены снимоки, полученные с помощью электронно-лучевого микроскопа.
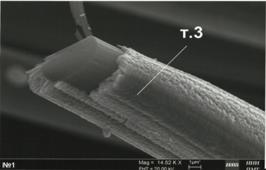
Рис 3. Полностью покрытая нить
Видна столбчатая структура пленки Ti. Толщина покрытия 1 ÷ 5 мкм. Удельная емкость накопителей с напыленной пленкой Ti, TiN возрастала с 2 ![]() до
до ![]() . А внутреннее сопротивление R снижалось с 2 Ом до 0,2 Ом.
. А внутреннее сопротивление R снижалось с 2 Ом до 0,2 Ом.
Площадь поверхности всех элементарных нитей (вес образца Р=1г) с учетом поверхности пор (диаметр пор ≈ 5 нм).
![]()
С учетом емкости ДЭС (![]() )
)
![]()
![]()
Электроды-токоотводы
Требования к токоотводам – низкое сопротивление и химическая инертность. В качестве материалов токоотводов испытывались: Al-фольга, Al-фольга с напыленным слоем TiN, металлическая ткань из нержавеющей стали с ячейкой 20 мкм и диаметром нитей ![]() , напыленный титан с последующей обработкой.
, напыленный титан с последующей обработкой.
Как будет показано ниже, токоотвод из напыленного титана с последующей обработкой оказался наиболее привлекательным по всему спектру параметров.
- Разработка вакуумной рулонной технологии нанесения покрытий на сверхпористый материал на основе углерода
Постановка задачи
Нанесение металлических слоев на углеродный материал типа «Бусофит» решает несколько задач, которые определяют требования к технологии и оборудованию. Первая задача- формирование токосъемных элементов, имеющих минимальное сопротивление контакта металлический слой- бусофит (Rк). Вторая задача- снижение сопротивления на контакте между слоями бусофита, которые определяют емкость электролитической ячейки. В этом случае слой металла кроме низкого электрического сопротивления должен обладать высокой пористостью, что обеспечивает проникновение электролита между слоями бусофита и не уменьшает, а увеличивает общую пористость. В связи с тем, что пористые слои металла как правило формируются в условиях более низкого вакуума (10-3÷ 8ˑ10-2мм. рт. ст.), вакуумная рулонная установка должна обеспечивать рабочие режимы нанесения слоев в более широком диапазоне рабочих давлений (8ˑ10-2÷10-4 мм.рт.ст.). Кроме того, для обеспечения производительности промышленного оборудования и снижения цены, необходимо иметь источники формирования потока атомов металла, работающие в этом вакуумном диапазоне с высокой производительностью.
Поэтому для создания вакуумного рулонного оборудования необходимо провести следующие конструкторские и технологические работы:
- Разработать вакуумную систему, обеспечивающую работу в диапазоне 8ˑ102 ÷10-4мм.рт.ст.
- Разработать источники формирования потока атомов металла, которые обеспечивают необходимую скорость охлаждения. Для данного случая были выбраны и апробированы магнетронные и дуговые источники, которые надежны и просты в эксплуатации и позволяют работать с широким диапазоном материалов.
- Разработать систему перемотки рулонных материалов типа «бусофит».
- Разработать систему контроля и управления вакуумным технологическим оборудованием.
- Изготовить вакуумную установку и обеспечить ее работоспособность в соответствии с технологическими заданиями.
- Разработать технологию нанесения слоев металла на бусофит.
Проведенные испытания показали, что наибольшую химическую стойкость к полимерному электролиту имеет титан, поэтому он был выбран в качестве материала для первичной металлизации
Назначение
- Комплект технологического оборудования модели УМРМ-1 предназначен для металлизации углеродной тканевой ленты Бусофит Т-40 для суперконденсаторов.
- Оборудование изготовлено для эксплуатации и УХЛ климате категории размещения 4 по ГОСТ 15150-69 в помещениях с температурой воздуха 22 ± 3°С и влажностью 60 + 15%.
- Питание оборудования осуществляется от трехфазной четырехпроводной сети с нейтральным проводом напряжением 380/220В частоты 50Гц. Нормы качества электроэнергии по ГОСТ 13109- 87.
- Оборудование обеспечивает работу при подаче:
- охлаждающей умягченной воды при температуре не выше 18°С под давлением от 300 до 500 кПа, качество воды - 6 класс по ГОСТ 17216-71;
- сжатого воздуха под давлением от 400 до 600 кПа, качество воздуха - 1 класс по ГОСТ 17433-80.
- Оборудование должно быть подключено к сливу воды в оборотную систему водоснабжения.
Основные технические данные и характеристики
- Габаритные размеры оборудования (без учетов проходов и проездов), не более:
- длина - 6350 мм;
- ширина - 4550 мм;
- высота - 3200 мм.
- Занимаемая площадь - 35 м2.
- Общий вес оборудования - не более 11000 кг.
- Технические характеристики оборудования УМРМ-1 при металлизации углеродной тканевой ленты Бусофит Т-40.
- Скорость перемотки ленты в установившемся режиме металлизации титаном, от 0,5 до 2 м/мин.
- Количество циклов изготовления одного рулона, не более двух.
- Производительность оборудования в режиме двухсменной работы при изготовлении рулонов шириной 300 мм и начальным диаметром 295 мм, не менее 18,0 м2/час.
- Рабочий вакуум при изготовлении фольги - 6,0 х 10-3 мм.рт.ст.
- Потребляемая электрическая мощность 95 кВт ( максимальная ).
- Потребляемая электрическая мощность в установившемся режиме изготовления фольги WFC-315 - 65 кВт.
- Расход охлаждающей воды ( при давлении не более 300 кПа ) - не более 9 м3/час.
- Расход сжатого воздуха ( при давлении не более 400 кПа ) - не более 7 м3/час.
Состав оборудования
Оборудование состоит из составных частей и комплектов, перечисленных в таблице и на рис.4.
Таблица - Составные части оборудования
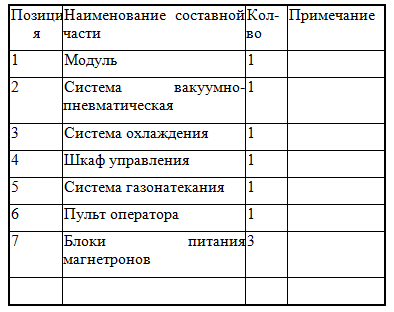

Рис. 4. Комплект вакуумной установки УМРМ-1
Устройство и работа оборудования
В основе работы оборудования лежит способ вакуумного распыления титана с помощью магнетронных источников и конденсации его паров на углеродную тканевую ленты (Бусофит Т-40), перематываемую в вакуумной камере модуля над тремя зонами испарения.
Оборудование представляет собой модуль поз. 1, к которому подключены система вакуумно-пневматическая поз. 2, система охлаждения поз. 3, пульт оператора поз. 6, шкаф управления поз. 4 и система газонатекания поз. 5.
Работа на оборудовании осуществляется в следующей последовательности:
а - предварительный запуск системы вакуумно-пневматической ;
б - разгерметизация вакуумной камеры модуля, установка рулона углеродной тканевой ленты, подготовка систем оборудования к работе;
в - откачка вакуумной камеры модуля, вывод модуля на рабочий режим, проведение технологического процесса;
г - разгерметизация вакуумной камеры модуля, выгрузка изготовленного рулона углеродной тканевой ленты;
д - повторение процесса в соответствии с пунктами “в” и “г”.
Устройство и работа составных частей оборудования
Кинематическая схема состоит из устройства перемотки, устройства перемещения.
Устройство перемотки (рис. 3.5) состоит из механизма размотки 1, механизма намотки 2, барабанов приводных охлаждаемых 3 и 4, барабанов охлаждаемых 5, 6, 7, 8, 9 и 10, ролика прижимного 11, роликов натяжных 12, 13, 14 и 15 и направляющих роликов 16, 17, 18, 19, 20 и 21.
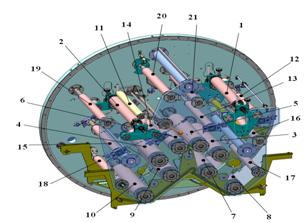
Рис. 5. Устройство перемотки ленты
Все элементы устройства перемотки смонтированы на круглой плите, которая вертикально устанавливается на устройство перемещения, и на вспомогательной плите, которая скрепляется с круглой плитой.
- Разработка вакуумной технологии металлизации на бусофита
Технологический процесс нанесения наноразмерных функциональных тонких пленок. Нанесение тонких пленок осуществляется на вакуумных установках, оснащенных электрофизическими устройствами распыления мишеней. Используются два вида устройств: протяженные магнетронные источники и протяженные дуговые источники. Каждый вид источников обладает своей особенностью распыления мишени. Схематическая конструкция и принцип работы протяженного магнетрона представлены на рисунке 3.46
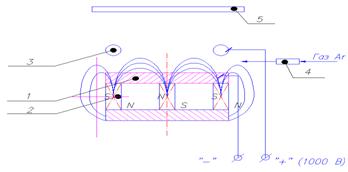
Рис. 6. Схема поперечного сечения протяженного магнетрона: 1 катод – мишень; 2 – магнитная система; 3 – анод; 4 – напуск газа; 5 – подложка.
Магнетронный источник на схеме представляет собой токопроводящую пластину -1 любого материала, которая является катодом – мишенью; магнитную систему – 2, создающую выпуклой формы область рассеянного поля между полюсами над верхней поверхностью мишени. Эти магнитные силовые линии по форме напоминают выпуклую оптическую линзу, поэтому для простоты рассуждений назовем эту область магнитных линий «магнитной линзой»; анод – 3– полая металлическая трубка для охлаждения; катод и анод подсоединены к источнику постоянного тока высокого напряжения (до 1000 В); имеется подвод рабочего газа – 4; подложка – 5, на которую осаждаются распыляемый материал. Вся эта конструкция помещается в рабочий объем вакуумной камеры и откачивается до глубокого вакуума (Pкам = 2×10-5Тор).
Принцип работы: В рабочей камере через натекатель устанавливают рабочее давление газа (Pгаза = 8×10-4 ÷ 6×10-3Тор). Процесс нанесения покрытия осуществляется в среде рабочего газа. Рабочим газом может быть любой газ или пар. Затем включают высокое напряжение. Над мишенью в области скрещенного электрического и магнитного полей возбуждается плазма самопроизвольно. Физика этого явления заключается в следующем: стоит появиться свободному электрону в зоне ионизации, как лавинообразно возникает плазма над мишенью между анодом и катодом. Электроны в скрещенных полях, получив ускорение в сторону анода начинают вращаться поперек магнитного поля и перемещаться вдоль жгута плазмы по циклоиде, т.е. электрон начинает двигаться по спирали. Длина свободного пробега значительно увеличивается, что приводит к увеличению числа столкновений с нейтральными частицами рабочего газа, ионизируя его. Вновь образовавшиеся электроны, «замагничиваются» и некоторое время удерживаются в зоне скрещенных полей, вступая в процесс ионизации газа.
Образовавшиеся ионы газа под действием электрического поля ускоряются в сторону катода, приобретая значительную кинетическую энергию. Траектория движения иона мало искажается магнитным полем из-за большой массы по сравнению с массой электрона, поэтому она почти линейна. Приобретая скорость, ион «бомбардирует» поверхность мишени, разрушает верхний слой кристаллической мишени и выбивает нейтральные частицы металла. Частицы металла разлетаются с поверхности по закону косинуса и образуют направленный поток атомарных частиц. Поток частиц, достигая подложки и других поверхностей, в камере осаждается в виде тонкой пленки. В пленке атомы металла стремятся принять свою естественную форму в виде кристаллической решетки, а не аморфного образования. Для получения на подложке пленок чистых металлов или их сплавов в качестве рабочего газа используются инертные газы, чаще всего – аргон. При этом отмечается, что стехиометрический состав сплавов металлов сохраняется, а вот структурный состав чаще всего отличается от исходного состава мишени. На новой титановой мишени магнетрона толщиной 12 мм были сняты важные для технологических процессов зависимости:
- Зависимость скорости нанесения от тока разряда;
- Зависимость скорости нанесения от давления аргона.
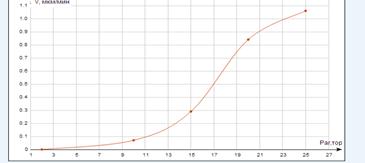
Рис. 7. Зависимость скорости нанесения титана от тока разряда при постоянном давлении аргона РAr=2×10-3тор.
В начальный момент после включения источника питания и плавной подачи напряжения на катод до величины 300÷350 В скачкообразно над мишенью образуется плазма. Напряжение тут же падает до величины 200÷250 В и амперметр показывает ток порядка 1÷2 А. При дальнейшем увеличении напряжения будет увеличиваться ток разряда до 10 А, а напряжение остается прежним 200÷250 В. Этот процесс называется «отбивкой» мишени. Из мишени удаляется внедренный газ и с поверхности сбивается окисная пленка. Минут через 5÷10 напряжение плавно увеличивается до 450÷500 В, это свидетельствует о том, что очистка мишени окончилась и с мишени летит поток атомарных частиц металла. На рис 3.48 показана зависимость скорости нанесения титана на подложку от тока разряда при постоянном давлении аргона. В начале графика скорость нанесения не превышает 0,1 мкм/мин. На участке графика от 10 до 20 А скорость резко увеличивается от небольшого изменения тока. Только в диапазоне токов 20÷25 А наблюдается стабильная скорость нанесения. Она ограничивается предельными значениями параметров источника питания Uxx=900 В; Iкз=30 А. На рис 8 показана зависимость скорости нанесения титана от давления аргона при постоянном токе разряда Iраз=25 А. На рисунке четко обозначилась область рабочих давлений аргона 1×10-3 тор<Pраб< 5×10-2 тор. В начале координат предел по давлению ограничивается неустойчивой работой магнетрона. Плазма загорается при давлении P=8×10-4тор и до давления P=1,2×10-3 тор плазма мерцает, идут постоянные пробои и часто гаснет, т.е. работает неустойчиво. При более высоком давлении Рраб> 5×10-3тор плазма устойчиво горит, но резко падает скорость нанесения и стремится к нулю уже при давлении Рраб≤5×10-1тор.
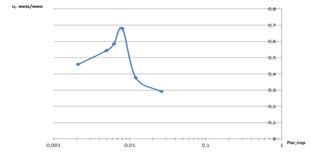
Рис. 8 Зависимость скорости нанесения титана от давления аргона при постоянном токе разряда Iраз=25 А.
Максимальная скорость нанесения находится в пределах давлений аргона 5×10-3 тор<Pраб<9×10-3 тор. Экстремальные значения скорости нанесения титана достигают более 1мкм/мин при движении подложки. Магнетроном наносится покрытие чистого титана на подложку из бусофита. Цель работы: получить токопроводящее покрытие с малым удельным сопротивлением. Приводим типичный режим нанесения пленки титана.
Выводы
Разрабатываемая в проекте конструкция электролитической ячейки основывается на статьей базовых технологиях:
- нология металлизации исходного углеродного рулонного материала - бусофита.
- Технология приготовления полимерного электролита.
- Технология пропитки электродных материалов полимерным электролитом.
- Технология изготовления электролитической ячейки.
Поэтому после обоснования и выбора конструкции СИИТ, следующим этапом разработки, представленной в техническом проекте, является создание базового технологического комплекса.
В первоначальный состав технологической линии входит:
- Вакуумная рулонная установка, с объемом камеры более 1,5 ![]() для нанесения металлических покрытий на рулонный материал, находящийся на лентопротяжном механизме. Способ нанесения металла - магнетронный, допускается использование дугового метода.
для нанесения металлических покрытий на рулонный материал, находящийся на лентопротяжном механизме. Способ нанесения металла - магнетронный, допускается использование дугового метода.
- Электроимпульсная технология формирования нанокластеров металлов в паровое пространство бусофита.
- Стенд для вакуумной пропитки бусофита полимерным электролитом.
- Оборудование и технология производства полимерного электролита.
- Стенды для измерения параметров электролитической ячейки, тренировки и тестирования СИИТ.
Литература
- Компании-производители тонкопленочных конденсаторов и батарей (ImprintEnergy, http://www.imprintenergy.com/
- Беспроводные сенсорные модули компании Powercast, powercastco.com
- Деордиев С.С. Аккумуляторы и уход за ними. К.: Техника, 1985. 136 с.
- Электротехнический справочник.В 3-х т. Т.2. Электротехнические изделия и устройства / Под общ. ред. профессоров МЭИ (гл. ред. И. Н. Орлов) и др. 7 изд. 6 испр. и доп. М.: Энергоатомиздат, 1986. 712 с.
- Багоцкий В.С., Скундин А. М. Химические источники тока. М.:Энергоиздат, 1981. 360 с.
- Беляков А. И. Электрохимические суперконденсаторы: текущее состояние и проблемы развития. // Электрохимическая энергетика. 2006. Т.6. № 3. С.146-149.
- Иванов A.M., Герасимов А.Ф. Молекулярные накопители электрической энергии на основе двойного электрического слоя. //Электричество. 1991. №8.С.16-19.
- Небольсин В.А., Воробьев А.Ю. Роль поверхностной энергии при росте углеродных нанотрубок в процессе пиролиза углеводородов // Неорганические материалы, 2011. Т.47. №2. С.132–137.
- Справочник по электрическим конденсаторам под ред. Четверткова. – М.:Радио и связь, 1983. – 576 с.
- Деныциков К.К., Щербина Б.В. Состояние техники и рынка суперконденсаторов. // М.: изд. МГУ прикладной биотехнологий. 2004. С. 100
- Kim B.C., Ko J.M., Wallace G.G.. A novel capacitor material based on Nafiondoped polypyrrole // Journal of Power Sources 177 (2008) 665–668.
- Деспотули А.Л. , Андреева А.В. Создание новых типов тонкопленочных суперконденсаторов для микросистемной техники и микро ( нано ) электроники . Микросистемная техника . 2003 года. № 11, 12 .
- Радиоизотопные источники электрической энергии. / Под ред. Фрадкина Г. М. Москва, 1978, с. 304
- Слепцов В. В. Физико-химические основы наноматериалов и нанотехнологий.— М.: ИНФРА-М, 2 — 234 с.
- Способ получения углеродных нанотрубок / В.А. Небольсин, А.Ю.Воробьев // Заявка в ФИПС №2009144623/28 (063571) от 21.12.2009 г.
- Vix-Guterl C., Saadallah. S, Jurewicz K., Frackowiak E. Supercapacitor electrodes from new ordered porous carbon materials obtained by a templating procedure // Materials Science and Engineering B108 (2004) 148–155.
References
- Companies producing thin-film capacitors and batteries (ImprintEnergy, http://www.imprintenergy.com/
- Wireless Sensor Modules company Powercast, www.powercastco.com
- Deordiev SS Batteries and care for them. K .: Engineering, 1985. 136 pp.
- Electrical spravochnik.V 3 Vols. V.2. Electrical products and equipment / Under total. Ed. professor MEI (Ch. Ed. I. Orlov) and others. 7th ed. 6 Corr. and add. M .: Energoatomizdat, 1986. 712 pp.
- Bagotsky VS Skundin AM Chemical current sources. M. Energoizdat, 1981. 360 pp.
- Belyakov AI Electrochemical Supercapacitors: current state and development problems. // Electrochemical energy. 2006 V.6. № 3. S.146-149.
- Ivanov A.M., Gerasimov AF Molecular electric drives nergii based on the electric double layer. //Electricity. 1991. №8.S.16-19.
- Nebol'sin VA, Vorobyov AY The role of the surface energy during the growth of carbon nanotubes during pyrolysis of hydrocarbons // Inorganic Materials, 2011. T.47. №2. S.132-137.
- Handbook of electrical capacitors ed. Chetvertkova. - Moscow: Radio and communication, 1983. - 576 p.
- Denytsikov KK, Shcherbina BV State of the art and the market supercapacitors. // M .: Ed. Moscow State University of Applied Biotechnology. 2004, pp 100
- Kim BC, Ko JM, Wallace GG. A novel capacitor material based on Nafiondoped polypyrrole // Journal of Power Sources 177 (2008) 665-668.
- Despotuli AL Andreeva AV The creation of new types of thin-film supercapacitors for microsystem technology and micro (nano) electronics. Microsystems technology. 2003. Number 11, 12.
- Radioisotope sources of electrical energy. / Ed. Frad¬kina GM Moscow, 1978, p. 304
- Sleptsov VV Physico-chemical basis of nanomaterials and nanotechnology. - M .: INFRA-¬M, 2010. - 234 p.
- A method for producing carbon nanotubes / VA Nebolsin, AY Vorobyov // Application in FIPS №2009144623 / 28 (063 571) from 21.12.2009
- Vix-Guterl C., Saadallah. S, Jurewicz K., Frackowiak E. Supercapacitor electrodes from new ordered porous carbon materials obtained by a templating procedure // Materials Science and Engineering B108 (2004) 148-155.