ОБРАБОТКА ДЕТАЛИ, УСТАНОВЛЕННОЙ ПО ДВУМ ОТВЕРСТИЯМ И ПЛОСКОСТИ

Швецов И.В.1, Гулецкий Е.Н.2, Сосин Е.И.3, Швецова О.И.4
1Доктор технических наук, 2 Кандидат технических наук, 3,4 Студент, Новгородский государственный университет имени Ярослава Мудрого
ОБРАБОТКА ДЕТАЛИ, УСТАНОВЛЕННОЙ ПО ДВУМ ОТВЕРСТИЯМ И ПЛОСКОСТИ
Аннотация
Рассматриваемый вопрос относится к области машиностроения, в частности к механической обработке металлов, включает установку заготовки базовыми отверстиями на установочные элементы приспособления и закрепление приложением силы, перпендикулярной к базовой плоскости заготовки и прижимающей ее к установочной плоскости приспособления. В качестве установочных элементов приспособления используют сферические поверхности двух подпружиненных шаров, диаметр которых превышает диаметр базовых отверстий заготовки.
Ключевые слова: инструмент, работоспособность, приспособление, заготовка
Shvetsov I.V.1, Guletskii E.N.2, Sosin E.I.3, Shvetsova O.I.4
1 PhD in Engineering, 2 PhD in Engineering, 3,4 Master student, Yaroslav-the-Wise Novgorod State University
PROCESSING OF PARTS INSTALLED ON THE TWO HOLES AND THE PLANE
Abstract
The issue relates to the field of engineering, in particular to metals machining, includes the installation of the workpiece base mounting holes on the fixture elements and securing the application of force, perpendicular to the reference plane of the workpiece and pressing it to the docking plane of the fixture. The mounting members of the fit are the spherical surfaces of the two spring-loaded balls with a diameter greater than the diameter of the base hole of the workpiece.
Keywords: tool, efficiency, fixture, workpiece
Рассматриваемое устройство и способ относится к машиностроению, в частности к механической обработке металлов, включает установку заготовки базовыми отверстиями на установочные элементы приспособления и закрепление приложением силы, перпендикулярной к базовой плоскости заготовки и прижимающей ее к установочной плоскости приспособления. В качестве установочных элементов приспособления используют сферические поверхности двух подпружиненных шаров, диаметр которых превышает диаметр базовых отверстий заготовки. Усилия сжатия пружин в опорах выбирают неодинаковыми, где каждое из них превышает усилие, создаваемое массой заготовки. Межцентровое расстояние шаров превышает межцентровое расстояние базовых отверстий заготовки. Использование способа и устройства ведет к повышению точности установки заготовки и уменьшению затрат на обработку за счет снижения требований к точности изготовления базовых отверстий и возможности использования одних и тех же установочных элементов приспособлений при обработке деталей с базовыми отверстиями в широком диапазоне размеров отверстий.
Существует способ установки заготовок по двум цилиндрическим отверстиям и плоскости при помощи пластин и двух разжимных самоцентрирующих пальцев [1]. Недостатком установки является усложнение конструкции приспособления из-за введения в нее механизма разжима пальцев, а также снижение точности установки вследствие погрешностей изготовления и сборки элементов разжимных пальцев. Наиболее близким техническим решением является способ установки заготовок на два цилиндрических отверстия с параллельными осями и перпендикулярную к ним плоскость [2], при котором установочными элементами приспособления служат опорные пластины и два жестких или опорных пальца, один из которых выполняется цилиндрическим, а второй - ромбическим. Заготовка закрепляется приложением силы, перпендикулярной к ее базовой плоскости. Недостатком этого способа является влияние погрешностей размеров отверстий и межцентровых расстояний между ними на погрешность установки заготовки, а также необходимость иметь для каждого размера базовых отверстий палец соответствующего размера.
Поставленной задачей является повышение точности установки заготовки и уменьшение затрат на обработку за счет снижения требований к точности изготовления базовых отверстий и возможности использования одних и тех же установочных элементов приспособлений при обработке деталей с базовыми отверстиями в широком диапазоне размеров отверстий.
Технический результат достигается тем, что при установке заготовки по двум отверстиям и перпендикулярной к ним плоскости, включающей установку заготовки базовыми отверстиями на установочные элементы приспособления и ее закрепление приложением силы, перпендикулярной к базовой плоскости заготовки и прижимающей ее к установочной плоскости приспособления, в качестве установочных элементов приспособления используют сферические поверхности двух подпружиненных шаров, диаметр которых превышает диаметр базовых отверстий заготовки, а усилия сжатия пружин в опорах выбирают неодинаковыми и каждое из них превышает усилие, создаваемое массой заготовки, при этом межцентровое расстояние шаров превышает межцентровое расстояние базовых отверстий заготовки.
Основными признаками данного способа, отличающими его от прототипа, являются следующие: установочными элементами приспособления являются сферические поверхности подпружиненных шаров, межцентровое расстояние между которыми превышает межцентровое расстояние между базовыми отверстиями заготовки.
Использование в качестве установочных элементов сферической поверхности подпружиненных шаров исключает влияние неточности размеров базовых отверстий заготовки на погрешность установки и обеспечивает возможность использования одних и тех же опор при установке заготовок с базовыми отверстиями в широком диапазоне размеров.
Расстояние между осями шаров LШ должно превышать максимальное значение межцентрового расстояния между базовыми отверстиями заготовки LД на величину суммы зазоров в посадке шаров в отверстиях корпуса. За счет этого полностью исключается влияние допуска на межцентровое расстояние базовых отверстий заготовки и зазоров в посадке шаров в корпусе на погрешность установки в виде углового поворота заготовки.
Неравенство усилий пружины в опорах обеспечивает постоянство базирования заготовки в направлении линии центров базовых отверстий за счет использования в качестве центрирующей базовой поверхности одного и того же отверстия, устанавливаемого на опору с пружиной с большим усилием, что снижает погрешность установки в этом направлении.
На рисунках 1 и 2 показана схема установки заготовки базовыми отверстиями на сферические поверхности подпружиненных шаров. При установке заготовки в первоначальный момент, до приложения силы зажима, между базовой поверхностью заготовки и установочной плоскостью приспособления образуется зазор, величина которого зависит от соотношения диаметров базовых отверстий заготовки и шаров (см. рис. 1). После приложения силы зажима происходит закрытие зазора (см. рис. 2), шары частично утапливаются, причем в процессе преодоления усилия пружин происходит выравнивание положения заготовки в горизонтальной плоскости, и линия центров базовых отверстий совмещается с линией центров сферических поверхностей опор.
Экспериментальная проверка предлагаемого способа установки проводилась в лаборатории технологической оснастки на установке, собранной на базе комплекта УСП-12 со специально изготовленными шаровыми опорами. Диаметр шаров - 1 дюйм (2,54 мм), межцентровые расстояния LД = 243,8 мм и LД = 243,3 мм. Замеры погрешностей установки детали проводились с базовыми отверстиями 15, 17 и 20 мм. Измерялась погрешность в виде смещения заготовки в направлении линии центров базовых отверстий, в направлении, перпендикулярном к линии центров, и перекос оси линии центров отверстий относительно линии центров сферических поверхностей шаров. Как показывают эксперименты, смещения в направлении двух осей не превышают 0,01 - 0,02 мм, а перекос осей - 0,02 - 0,03 мм на базовой длине 300 мм.
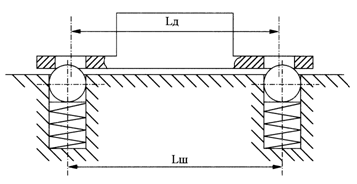
Рис.1 – Установка заготовки до приложения силы зажима
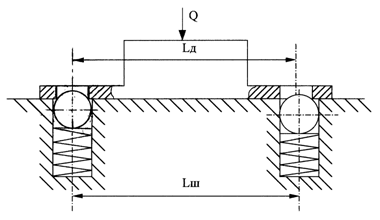
Рис.2 – Установка заготовки после приложения силы зажима Q
Литература
- Фираго В. П. Проектирование станочных приспособлений. - М.: Государственное издательство оборонной промышленности, 1948. -С. 174-183.
- Корсаков В. С. Основы конструирования приспособлений. - М.: Машиностроение, 1983. - С. 43-48.
- Патент РФ №2179105, МПК B23Q3/06. Способ установки детали по двум отверстиям и плоскости. Гулецкий Е.Н., Дубровский Ю.В., Швецов И.В. Заявитель: Новгородский государственный университет им. Ярослава Мудрого опубликовано: 09.2004. БИ: 27/2004. - 5 с.
References
- The Figaro V. P. Designing of machining fixtures. - M.: State publishing house of defense industry, 1948. -S. 174-183.
- Korsakov V. S., Fundamentals of designing devices. - M.: Mashinostroenie, 1983. - P. 43-48.
- RF patent №2179105, IPC B23Q3/06. The method of installation details on the two holes and plane. Guletskii E. N., Dubrovsky Yu. V., Shvetsov I. V. the Applicant: Novgorod state University. Yaroslav the Wise, posted: 27.09.2004. BI: 27/2004. - 5 p.