ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА МЕТОДИКИ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ СЛОЯ СМАЗКИ ПРИ ВОЛОЧЕНИИ ПРОВОЛОКИ В РЕЖИМЕ ЖИДКОСТНОГО ТРЕНИЯ

Покрас И.Б.1, Чикуров Г.А.2, Касимов М.И.3
1 Доктор технических наук, профессор, 2 Кандидат технических наук, доцент, 3 Аспирант, Ижевский государственный технический университет имени М.Т. Калашникова
ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА МЕТОДИКИ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ СЛОЯ СМАЗКИ ПРИ ВОЛОЧЕНИИ ПРОВОЛОКИ В РЕЖИМЕ ЖИДКОСТНОГО ТРЕНИЯ
Аннотация
В данной статье рассмотрен экспериментальный подход к определению толщины смазочного слоя при волочении в режиме жидкостного трения. Приведены особенности методики проведения эксперимента и обработки опытных данных. Обоснована необходимость учета поправочного коэффициента в расчете толщины слоя смазки при волочении. По результатам опытов авторами даны рекомендации к применению описанной в работе методики при разработке технологии волочения.
Ключевые слова: жидкостное трение, волочение проволоки, поправочный коэффициент, расход смазки, методика экспериментального исследования.
Pokras I.B.1, Chikurov G.A.2, Kasimov M.I.3
1 PhD in Engineering, professor, 2 PhD in Engineering, associate professor, 3 Postgraduate student, Kalashnikov Izhevsk State Technical University
EXPERIMENTAL CHECK OF A TECHNIQUE OF DETERMINATION OF A LAYER OF LUBRICANT WHEN WIRE DRAWING IN THE MODE OF LIQUID FRICTION
Abstract
In this article experimental approach to determination of thickness of a lubricant layer when drawing in the mode of liquid friction is considered. Features of a technique of carrying out experiment and processing of skilled data are given. Need of the accounting of correction coefficient for calculation of thickness of a layer of lubricant when drawing is proved. By results of experiences by authors recommendations to application of the technique described in work when developing technology of drawing are made.
Keywords: liquid friction, wire drawing, correction coefficient, lubricant consumption, technique of a experimental study.
Современное машиностроительное производство, с сертификацией системы менеджмента качества требованиям международных стандартов ISO, уделяет особое внимание качеству поставляемой заготовки. Одним из приоритетных направлений повышения качества заготовки для машиностроения остается совершенствование технологии производства проволоки и калиброванного проката.
Объектом исследования [1] является технология волочения проволоки в режиме жидкостного трения, что безусловно актуально, так как вопрос трения контактных поверхностей инструмента и заготовки определяет качественные показатели готового изделия. В качестве предмета исследования рассматриваются вопросы экспериментального моделирования процесса волочения в режиме жидкостного трения. В работе [2] предложена методика определения толщины смазочного слоя при волочении проволоки, которая ориентирована на обработку экспериментальных данных исследуемого процесса. Целью данной статьи является подкрепление методики [2] результатами эксперимента, а также определение режимов технологического процесса волочения, обеспечивающих жидкостное трение.
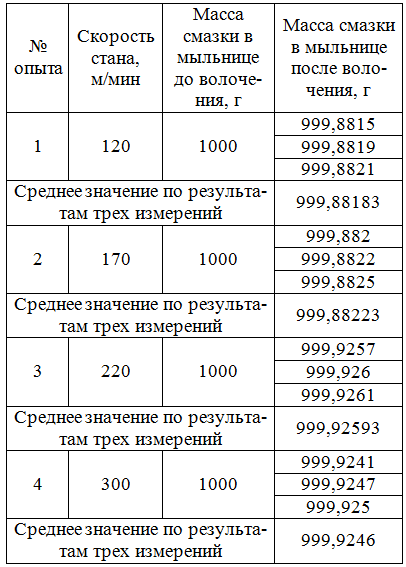
Процесс эксперимента заключался в определении расхода смазки при различных режимах волочения, с учетом шероховатости инструмента, проволоки и свойств смазки. А именно, проводилось опытное волочение образцов проволоки длиной 1 м (l) при различных скоростях стана (v). С целью повышения точности исследования, для каждой скорости стана опыты проводились три раза. При этом измерялась масса загружаемой в мыльницу смазки до волочения (m1) и после (m2).
Для опыта был принят действующий маршрут волочения стальной проволоки (Ст3сп, ГОСТ 380-2005) – кр. 6,5 мм - кр.5,7 мм. В качестве инструмента использовалась сборная волока с рабочим углом калибрующего вкладыша 12º, диаметром отверстия напорного вкладыша 6,56 мм, шероховатостью рабочей поверхности ((Ra)и) 0,25 мкм. Технологической смазкой послужил мыльный порошок (ρ=2400кг/м3). Шероховатость заготовки ((Ra)пр) измерялась при помощи контактного профилометра (модель 296 Б-37/Б-751/Б-50) и составила 1,51 мкм. Результаты опыта отражены в табл. 1.
Далее осуществлялась обработка зафиксированных в ходе эксперимента данных. Применяемая для этого методика [2] базируется на сравнении практического (Qпр) и расчетного (Qр) расхода смазки. В работе [2] принято, что расход смазки при волочении определяется толщиной, оставшейся на поверхности проволоки. При этом количество смазки, оставшееся на поверхности инструмента невелико, и в расчетах им пренебрегают. Поэтому расчетный расход смазки представлен следующим выражением:
![]() (1)
(1)
где d – диаметр проволоки, l – длина проволоки, (Ra)пр – высота микронеровностей поверхности проволоки. Практический расход смазки определялся выражением [2]:
![]() (2)
(2)
где m1 – масса смазки в мыльнице до волочения, m2 – масса смазки в мыльнице после волочения, ρ – плотность смазки.
Таблица 1 – Результаты эксперимента
Опыты показали, что практические результаты эксперимента разнятся с расчетными. Это связано с тем, что практический расход смазки определяется толщиной, разделяющей трущиеся поверхности вследствие жидкостного трения, а также высотой микронеровностей инструмента и проволоки. В связи с этим, для расчета толщины смазочного слоя (hпр) был введен поправочный коэффициент (а), который является результатом отношения практического расхода смазки к расчетному расходу:
![]() (3)
(3)
С учетом поправочного коэффициента расчет толщины смазочного слоя при волочении определялся выражением [2]:
![]() (4)
(4)
Результаты расчета представлены в табл. 2. По полученным данным построена зависимость толщины слоя смазки от скорости волочения (рис. 1).
Таблица 2 – Результаты расчета
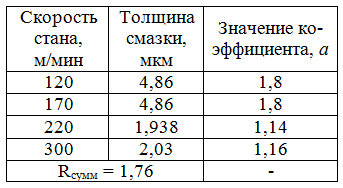
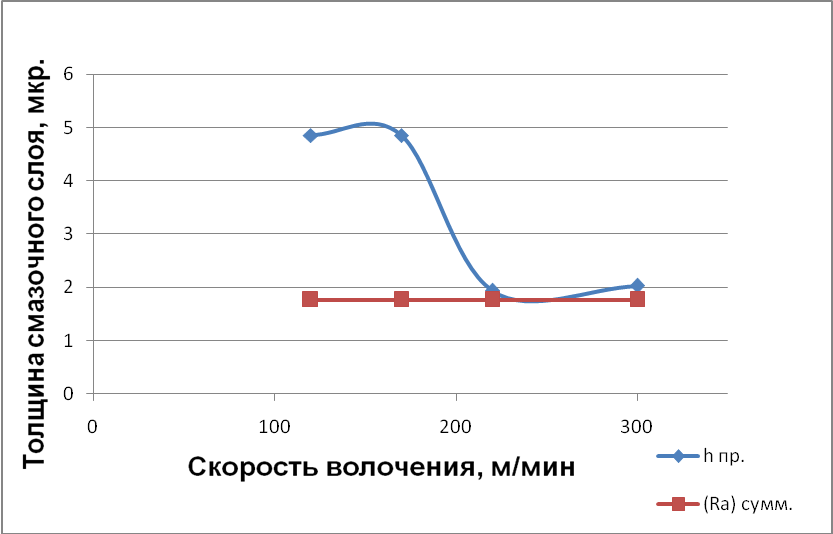
Рис. 1 – Зависимость толщины слоя смазки от скорости волочения
На диаграмме показано, что опыты по волочению проволоки были проведены в режиме жидкостного трения. Об этом прямо свидетельствует тот факт, что расчетное значение толщины смазочного слоя (hпр) на всех скоростных ступенях стана превышает суммарное значение микронеровностей инструмента и заготовки ((Rа)сумм) [2]. Отметим также, что коэффициент а, с увеличением скорости стана, уменьшается. С увеличением скорости волочения значительно возрастает температура трущихся поверхностей. При этом смазка начинает терять свои пластические свойства и под давлением значительная ее часть отгоняется из зоны очага деформации. Т.е. с увеличением скорости волочения, и в связи с этим с уменьшением толщины смазочного слоя на проволоке, практическое значение расхода смазки стремится к расчетному значению.
Предложенный в статье подход [3] дает возможность учесть влияние режимов волочения на толщину смазочного слоя. По данным диаграммы видно, что на более низких скоростях волочения толщина смазочного слоя максимальная. С увеличением скорости волочения толщина смазочной пленки уменьшается, однако все равно процесс волочения осуществляется в режиме жидкостного трения. Данное следствие может быть полезно в проектировании технологии волочения на производстве. Результаты данной статьи справедливы для конкретного случая (кр.6,5 – кр.5,7, Ст3сп), а потому, для проектирования технологии на производстве, следует проводить отдельные исследования по данной методике для конкретных марок сталей, с целью подбора оптимальной скорости волочения.
Основные выводы могут быть сделаны следующие:
- В расчет толщины слоя смазки на протянутой проволоке введен коэффициент а, который является результатом отношения практического расхода смазки к расчетному расходу. Это позволяет достаточно точно определить толщину смазочного слоя с учетом шероховатостей инструмента и заготовки.
- Увеличение скорости волочения способствует значительному разогреву трущихся поверхностей, что безусловно сказывается на вязкопластических свойствах смазки. При этом волочение углеродистой проволоки, используемой в данном эксперименте, возможно на более высоких скоростях (300 м/мин) без негативного влияния на режим жидкостного трения.
Литература
- Селетков С.Г., Иванова С.С. Объект, субъект предмет научно-квалификационной работы // Вестник ИжГТУ. – 2014. – №1. – С. 175 - 178.
- Покрас И.Б., Чикуров Г.А., Касимов М.И. Методика экспериментального исследования процесса волочения в режиме жидкостного трения // Заготовительные производства в машиностроении. – 2015. – №10. С. 32-34.
- Селетков С.Г. Научный вывод и научный результат в диссертации // Вестник ИжГТУ. – 2012. - № 3. – С. 172-176.
References
- SeletkovS.G., IvanovaS.S. Ob''ekt, sub''ekt predmet nauchno-kvalifikacionnoj raboty // Vestnik IzhGTU. – 2014. – №1. – S. 175 - 178.
- Pokras I.B., Chikurov G.A., Kasimov M.I. Metodika jeksperimen-tal'nogo issledovanija processa volochenija v rezhime zhidkostnogo trenija // Zagotovitel'nye proizvodstva v mashinostroenii. – 2015. – №10. S. 32-34.
- Seletkov S.G. Nauchnyj vyvod i nauchnyj rezul'tat v dissertacii // Vestnik IzhGTU. – 2012. - № 3. – S. 172-176.