ПРИМЕНЕНИЕ IMACHINING КАК МОДУЛЯ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ

УрмановМ.Д.1, БиктимировР.А.2, Насыбуллин Р.К.3 Хусаинов Р.М.4
1,2,3магистрант, 2ORCID: 0000-0002-5351-4545, кандидат технических наук, доцент,
Набережночелнинский институт (филиал) Казанского (Приволжского) федерального университета
ПРИМЕНЕНИЕ IMACHINING КАК МОДУЛЯ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ
Аннотация
В данной статье рассматривается применение модуля iMachining в качестве компонента информационной технологии для повышения производительности механической обработки. Описаны особенности генерации траектории. Проведен сравнительный анализ между стратегиями: высокоскоростной обработки, традиционной и высокоскоростной обработки с применением модуля iMachining. Выполнена тестовая обработка в системе NX CAM с применением данного модуля. Проведена оценка полученных результатов и сделан вывод о применимости данной стратегии на производстве.
Ключевые слова: iMachining, высокоскоростная обработка, NX CAM.
Urmanov M.D.1, Biktimirov R.A.2, Nasybullin R.K.3, Khusainov R.M.4
1,2,3Master's Degree Student, 2ORCID: 0000-0002-5351-4545, PhD in Engineering, Associate professor,
Naberezhnye Chelny Institute (branch) of the Kazan (Volga region) Federal University
APPLICATION OF IMACHINING AS HIGH-SPEED MACHINNING MODULE
Abstract
This article describes the use of the iMachining module as a component of information technology to improve machinning performance. The features of the trajectory generation are described as well. Comparative analysis was carried out between the strategies: traditional high-speed machinning, and high-speed machinning using the iMachining module. The test machinning in the NX CAM system was performed with the use of this module. The results obtained were evaluated and a conclusion was made about the applicability of this strategy to production.
Keywords: iMachining, high-speed machinning, NX CAM.
Введение.Современное производство характеризуется постоянным увеличением темпов выпуска изделия. Это заставляет предприятия, все чаще при изготовлении различных типов деталей, применять нетрадиционные методы и стратегии обработки. Многие компании предлагают различные подходы для повышения производительности, одним из которых является высокоскоростная обработка [1].
Теория использования высоких режимов резания при механической обработке металлов возникла достаточно давно. Однако только сейчас, с появлением современных станков с ЧПУ, частота вращения шпинделя у которых достигает 60 000 об/мин, а скорость рабочей подачи превышает 5000 мм/мин, это стало возможным [2, С. 6-15].
Основными преимуществами высокоскоростной обработки:
- сокращение времени обработки — в 1,5−4 раза;
- продление срока службы инструмента — в 4−30 раз;
- увеличение усталостной долговечности изделия — снижение внутренних напряжений;
- снижение износа оборудования;
- возможность обработки твердых и закаленных металлов — стальные пресс-формы с 64 HRC [3, с. 52-58].
В 2006 году компания SolidCAM приступила к разработке первого продукта, действительно соответствующего ожиданиям и представлениям о высокоскоростной обработке и обеспечивающего оптимальное решение указанных выше проблем. В 2010 она представила модуль интеллектуальной высокоскоростной обработки iMachining.
Основными достоинствами данного модуля являются:
- траектории инструмента генерируются по тем же принципам, что и при высокоскоростной обработке (HSM);
- значительное, по сравнению с «обычным» фрезерованием, уменьшение механических и термических напряжений, которые возникают в заготовке в процессе обработки;
- уменьшение времени обработки за счет увеличения «средней» скорости снятия материала (ССМ);
- сведение к минимуму холостых движений инструмента;
- увеличение стойкости инструмента за счет обеспечения постоянной механической и тепловой нагрузки.
Теоретическое обоснование.
Разберем особенности построения траектории iMachining.
Традиционная высокоскоростная обработка характеризуется снятием малого припуска в радиальном направлении при небольшой глубине резания (см. рис. 1, а). При использовании стратегии iMachining обработка выполняется также со снятием небольшого припуска, однако шаблон траектории построен таким образом, что в первую очередь идет врезание инструмента на его полную глубину резания, а затем снятие припуска с постоянной толщиной стружки (см. рис. 1, б).
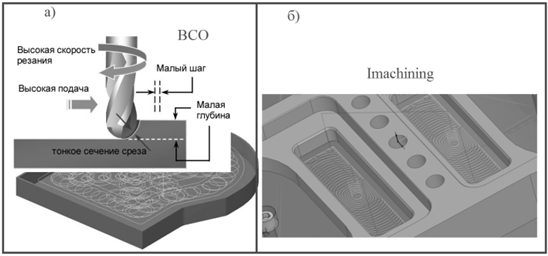
Рис. 1 – Особенности построения траекторий
За счет этого, а также за счет эффективного использования режущей длины инструмента и мощностных ресурсов станка, повышается производительность обработки [4]. А снятие стружки с постоянной толщиной обеспечивает уменьшение перепадов нагрузок, возникающих в процессе резания и действующих на режущий инструмент, что приводит к увеличению его срока службы. Однако из этого следует, что для данной стратегии, возможно применять только концевые фрезы [5].
Модуль iMachining имеет возможность анализировать конструкцию изделия для уменьшения холостых ходов, что способствует сокращению времени обработки [6].
Для расчета траектории в модуле iMachining необходимо указать параметры станка: максимальные обороты шпинделя, максимальную подачу, мощность и др. Также указываются параметры материала, параметры инструмента: количество стружечных канавок, угол спирали, под которым располагаются стружечные канавки и др. На основании этих данных подбираются оптимальные режимы резания. Это весьма удобно для работы технолога и позволяет сократить временные затраты на технологическую подготовку производства [7].
Стоит учесть, что для использования управляющей программы, разработанной в модуле iMachining, необходимо наличие специальной системы ЧПУ, в функции которой должен входить предварительный просмотр (функция Look-Ahead) кадров управляющей программы.
Модуль iMachining, способен создавать проходы с маленьким шагом, которые будут выполняться на очень больших рабочих подачах.
Описание основных результатов исследования.
Для выявления эффективности данного модуля как метода повышения производительности обработки были проведены соответствующие вычислительные эксперименты.
Виртуальная симуляция обработки проведена в среде NX CAM [8]. В ходе проверки возможностей модуля iMachining, стратегии высокоскоростной обработки (ВСО) и глубинного фрезерования были разработаны три управляющие программы для каждого модуля соответственно.
Время обработки по управляющим программам, полученным классическим модулем NX САМ в ходе симуляции, составило: для iMachining – 1 час 58 минут, для стратегии высокоскоростной обработки без модуля iMachining – 2 час 7 минут, для стратегии глубинного фрезерования – 2 часа 55 минут (таб. 1).
Таблица 1 – Характеристики операций
| Модуль | iMachining | ВСО | Глубинное фрезерование |
| Величина подачи | от 50 до 750 мм/мин | 1000 мм/мин | 400 мм/мин |
| Частота вращения шпиндля | 3000 об/мин | 3000 об/мин | 1950 об/мин |
| Глубина резания | от 2 до17 мм | 1,6 мм | 2 мм |
| Время обработки | 1 час 58 минут | 2 час минут | 2 часа 55 минут |
По полученным результатам видна разница между различными стратегиями обработки (см. рис. 2.). В ходе симуляции управляющей программы, полученной с помощью модуля iMachining, время обработки составило 1:58 ч., а при использовании стандартного шаблона глубинного фрезерования - 2:55 ч., то есть сокращение временных затрат при применении iMachining составляет 27,5%.
При ВСО получено время 2:07 ч., что составляет сокращение времени обработки на 19% относительно глубинного фрезерования, но увеличение времени обработки на 8,5% относительно модуля iMachining.
В настоящее время перед стратегией ВСО стоит немало нерешенных проблем. Многие компании занимаются разработкой, изучением и созданием программного модуля для данного направления. Наиболее удачное решение предложила компания SolidCAM. Четыре года интенсивного исследования и разработок позволило создать модуль iMachining, который дал решение для повышения эффективности использования стратегии ВСО. Оно включает в себя особенности:
- автоматический подбор режимов резания с учетом инструментов, оборудования и других параметров;
- траектории перемещения инструмента сглажены с переменной подачей, что позволяет уменьшить нагрузку в процессе резания;
- повышение производительности.
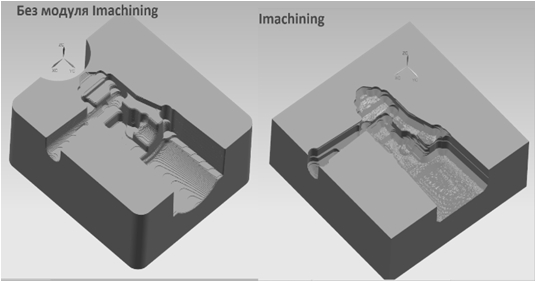
Рис. 2 – Полученный результат с различными стратегиями обработки в системе NX CAM
Однако, по полученным данным видно, что утверждение разработчиков данного продукта о сокращении машинного времени на 70% сильно преувеличено [9]. Несмотря на это, можно сказать, что по сравнению с традиционной обработкой применение модуля iMachining позволяет существенно повысить производительность.
Но стоит помнить, что для успешного перехода к данной стратегии обработки необходимо очень серьезно отнестись ко всем трем составляющим успеха: станку, инструменту и CAM-системе. Только их правильная комбинация обеспечит высокую производительность, точность и эффективность обработки, а ошибочная приведет к бесполезной трате времени и денег [10].
Исходя из полученных результатов, можно утверждать, что данный модуль можно использовать как метод повышения производительности обработки, однако перед внедрением данной стратегии необходим соответствующий просчет вариантов, учитывающий затраты на внедрение и эксплуатацию соответствующего технологического оборудования и оснастки, поскольку применение данного модуля автоматически предполагает применение высокоскоростной обработки, в свою очередь, предъявляющей следующие требования:
а) к оборудованию:
- способность обеспечить скорости резания от 100 до 5000 м/мин, что означает наличие частот вращения шпинделя до 60000 об/мин;
- способность обеспечить скорости подачи до 10000 м/мин;
- высокая виброустойчивость, что можно оценить жесткостью конструкции;
- способность обеспечить автоматическую периодическую смазку зоны резания небольшим количеством масла;
б) к инструменту:
- способность выдерживать высокие температуры, что предполагает применение инструмента с покрытиями, например TIALN, или применение инструмента их кубического нитрида бора или поликристаллического алмаза;
- наличие стружкоразделительных канавок на зубьях для лучшего разделения и эвакуации стружки;
- высокая точность и жесткость вспомогательного инструмента.
Список литературы / References
- Виттингтон К. Высокоскоростная механообработка [Электронный ресурс] / Виттингтон К., Власов В.В. // САПР и графика. – 2002 – N11 – С.10-15. – URL:http://sapr.ru/article/8151 (дата обращения: 15.08.2017).
- Серебреницкий П.П. Некоторые особенности высокоскоростной механической обработки / Серебреницкий П.П. // Металлообработка. – 2007. – № 4 (40). – С. 6–15.
- Самарцев А.А. Революция вмеханообработке. iMachining / Самарцев А.А. // CADmaster. –2012. - №2 (63). - С. 52-58.
- Ловыгин А.А. SolidCAM: наша сила в iMachining [Электронный ресурс]/ Ловыгин А.А. // Планета САМ. – 2015. №4. - С. 15-18. - URL:http://planetacam.ru/articles/exclusive/solidcam_nasha_sila_v_imachining/ (дата обращения: 20.09.2017)
- Старков В.К. Физика и оптимизация резания материалов / Старков В.К. – М.: Машиностроение, 2009 – 640 с. ISBN 978-5-94275-460-0.
- Somekh E. Design with SolidWorks. Manufacture with SolidCAM / Somekh E. – Bielefeld.: VDW-Nachwuchsstiftung GmbH. 2015 – 230 p. ISBN 978-3-942817-28-8.
- Самарцев А.А. IMACHINING 3D. Логическое развитие технологии/ Самарцев А.А. // CADmaster. – 2013. - №2 (69). - С. 60-63.
- Ведмидь П.А. Программирование обработки в NX CAM / Ведмидь П.А., Сулинов А.В. //М.: ДМК Пресс, 2014 – 304 с. ISBN 978-5-97060-143-3.
- Burns G. iMachining for NX. Reference Guide / Burns G. // SolidCAM. 2016 – 26 p.
- Власов В.В. Лить или резать. [Электронный ресурс] / Власов В.В., Рассохин Д.Д., Веретнов А.А. // САПР и графика. – 2008 – N10 – С.10-20. – URL:http://sapr.ru/article/19645 (дата обращения: 20.09.2017).
Список литературы на английском языке / References in English
- Wittington K. Vysokoskorostnaya mekhanoobrabotka [High-Speed Machining] [Electronic resource] / Wittington K., Vlasov V.V. // CAD and graphics. - 2002 — No.11 — P.10-15. - URL: http://sapr.ru/article/8151 (reference date: August 15, 2017). [In Russian]
- Serebrenitsky P.P. Nekotoriye osobennosti vysokoskorostnoy mekhanicheskoy obrabotki [Some Features of High-Speed Machining] / Serebrenitsky P.P. // Metalworking. - 2007. - No. 4 (40). - P. 6-15. [In Russian]
- Samartsev A.A. Revolutsiya v mekhanoobrabotke. iMachining [Revolution in Machining. iMachining] / Samartsev AA // CADmaster. - 2012. - No.2 (63). - P. 52-58. [In Russian]
- Lovygin A.A. SolidCAM: nasha sila v iMachining [SolidCAM: Our Strength in iMachining] [Electronic resource] / Lovygin A.A. // CAM planet. - 2015. -. - No. 4. - P. 15-18. - URL: http://planetacam.ru/articles/exclusive/solidcam_nasha_sila_v_imachining/ (reference date: September 20, 2017) [In Russian]
- Starkov V.K. Fizika i optimizatsiya rezaniya materialov [Physics and Optimization of Material Cutting] / Starkov V.K. - Moscow: Mechanical Engineering, 2009 - 640 p. ISBN 978-5-94275-460-0. [In Russian]
- Somekh E. Design with SolidWorks. Manufacture with SolidCAM / Somekh E. - Bielefeld .: VDW-Nachwuchsstiftung GmbH. 2015 - 230 p. ISBN 978-3-942817-28-8.
- Samartsev A.A. IMACHINING 3D. Logicheskoye razvitiye tekhnologii [IMACHINING 3D. Logical Development of Technology] / Samartsev A.A. // CADmaster. - 2013. - No. 2 (69). - P. 60-63. [In Russian]
- Vedmid P.A. Programmirovaniye obrabotki v NX CAM [Programming of machinning in NX CAM] / Vedmid P.A., Sulinov A.V. / M: DMK Press, 2014 - 304 p. ISBN 978-5-97060-143-3. [In Russian]
- Burns G. iMachining for NX. Reference Guide / Burns G. // SolidCAM. 2016 - 26 p.
- Vlasov V.V. Lit' ili rezat'. [Pour or cut.] [Electronic resource] / Vlasov V.V., Rassokhin D.D., Veretnov A.A. // CAD and graphics. - 2008 — No.10 — P.10-20. - URL: http://sapr.ru/article/19645 (Reference date: September 20, 2017). [In Russian]