ОСНОВНЫЕ ПРИСПОСОБЛЕНИЯ И ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ – СВАРКИ БАКОВ
ОСНОВНЫЕ ПРИСПОСОБЛЕНИЯ И ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ – СВАРКИ БАКОВ
Научная статья
Сотников Д.Н.1, *, Котловцева Е.Ю.2, Корнеев П.С.3
1, 2, 3 Оренбургский государственный университет, Оренбург, Россия
* Корреспондирующий автор (dmitrysotn[at]gmail.com)
АннотацияВ статье приводятся основные этапы сборки – сварки бака большой длины, имеющего нестандартную форму. Решены основные технологические проблемы сварки в недоступных местах. Спроектированы 3D – модели приспособлений и описаны их основные элементы. Подробно рассмотрена сварка роботизированным комплексом и выбраны конкретные сварочные роботы, геометрические параметры которых являются универсальными и подходящими для работы с большинством изделий. Выбраны основные типы сварки различных элементов силового набора бака.
Ключевые слова: сборка – сварка, приспособление, стапель, роботизированный сварочный комплекс.
MAIN DEVICES AND EQUIPMENT FOR AUTOMATED ASSEMBLY – TANK WELDINGS
Research article
Sotnikov D.N.1, *, Kotlovtseva E.Yu.2, Korneev P.S.3
1, 2, 3 Orenburg State University, Orenburg, Russia
* Corresponding author (dmitrysotn[at]gmail.com)
AbstractThe article describes the main stages of assembly – welding of a tank of large length, which has a non-standard shape. The main technological problems of welding in inaccessible places were solved. 3D-models of devices are made, their basic elements are described in the paper. Welding by a robotic complex is considered in detail, and specific welding robots are selected, their geometric parameters are universal and suitable for working with most of the products. The main types of welding of various elements of the power set of the tank are selected.
Keywords: assembly – welding, fixture, slipway, robotic welding complex.
ВведениеЦель автоматизации сварочных процессов – получение сварных соединений с требуемыми свойствами при наилучших технико-экономических показателях без непосредственного участия человека. Автоматизация сварочных процессов, при которой повышается точность управления и контроля, а также исключается влияние на технологический процесс субъективных факторов (мастерство рабочего, его утомляемость и т. п.), направлена прежде всего на повышение качества сварных соединений и его стабилизацию в пределах партии однотипных изделий.
Приспособления для сборки – сварки баков
Сборка – сварка отсеков бака выполняется в сборочном – сварочном приспособлении. Это вызвано требованиями точности и взаимозаменяемости изделий как по внешним обводам, так и по стыковым поверхностям. Приспособление состоит из шести одинаковых стапелей (отличаются только расположением фиксатора обшивки), способных сдвигаться друг к другу по роликовым направляющим, рисунок 1. Каждый стапель представляет собой пространственную конструкцию, изображенную на рисунке 2, состоящую из:
– ложементов
– рубильников;
– балок;
– роликовых кареток;
– прижимов и фиксаторов;
– механизма подъема рубильников;
– вилок крепления рубильников
– петлей.
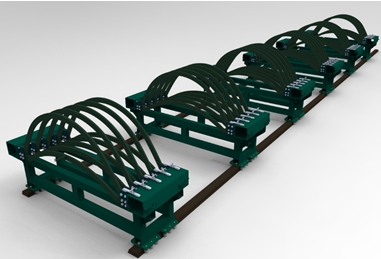
Рис. 1 – Приспособление для сборки – сварки
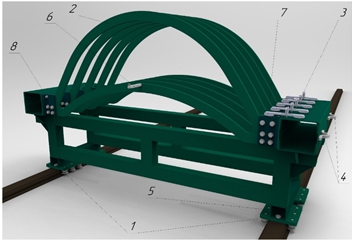
Рис. 2 – Стапель приспособления:
1 – болты – фиксаторы; 2 – рубильник; 3 – прижимы; 4 – петли; 5 – каретка с роликами; 6 – фиксатор обечайки; 7 – вилка крепления; 8 – ось подъема рубильника
Контур рубильников повторяет теоретический контур баков. Сборка приспособления производится с помощью оптических средств. Практически вся конструкция приспособления сварная.Бак имеет неправильную форму и вследствие этого невозможно будет осуществить сварку на одном приспособлении. Стапель имеет так называемые «мертвые» зоны, помеченные на рисунке 3. В этих местах невозможно осуществить контактно – точечную сварку, вследствие чего было принято решение спроектировать площадку, изображенную на рисунке 4. Она дает возможность осуществить роботизированную контактно – точечную сварку в «мертвых» местах. Вертикальное приспособление представляет собой пространственную конструкцию, состоящую из:
– основания, с вырезом для вертикального расположения бака;
– ножек;
– прижимов.
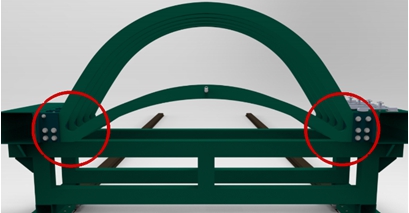
Рис. 3 – «Мертвые» зоны стапеля для сборки – сварки
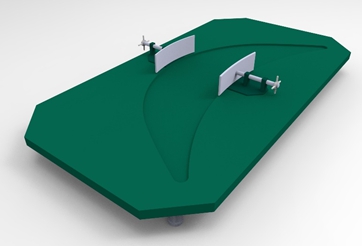
Рис. 4 – Площадка для вертикальной сварки
Оборудование для сварки отсеков бакаТак как отсеки бака аналогичны друг другу то их сборка – сварка будет происходить по одинаковому принципу. Сварка будет производиться роботизированным сварочным комплексом (РТК). В процессе изготовления отсеков бака будут использоваться два вида сварки – это контактно – точечная и электродуговая.
Электродуговая сварка будет осуществляться универсальным сварочным роботом Kawasaki RS015X, рисунок 5. С помощью данного робота будет происходить сварка продольных и поперечных швов. Промышленные роботы Kawasaki серии R созданы специально для электродуговых сварочных работ. Kawasaki RS015X имеет длительный срок службы, отличается эргономичным дизайном и высочайшими показателями точности выполнения требуемых задач. Увеличенный радиус действия расширяет возможности применения роботов в различных областях промышленности. Главным критерием при выборе данного робота является большая досягаемость, что является весьма важным фактором при сварке баков крупных габаритов, рисунок 6.
Основные характеристики Kawasaki RS015X:
– специализация: универсальный, сварочный для дуговой сварки;
– количество осей робота 6;
– досягаемость 3150 мм;
– грузоподъемность 15 кг;
– точность 0,15 мм;
– вес манипулятора 545 кг;
–страна-производитель: Япония.

Рис. 5 – Промышленный робот Kawasaki RS015X
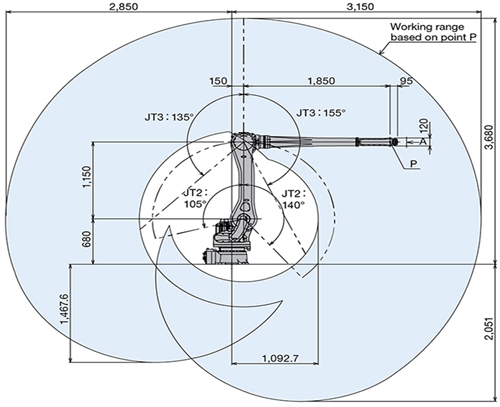
Рис. 6 – Размеры и диапазоны движения Kawasaki RS015X
Контактно – точечная сварка предназначена для соединения поперечного и продольного силового набора с обшивкой. Данная операция будет осуществляться промышленным роботом Kawasaki BX200X, рисунок 7. Робот оснащен высокопроизводительными двигателями с высокой частотой вращения и использует новейшие технологии антивибрационного контроля. Это позволяет существенно сократить время сварки. Модель имеет компактные размеры и дружественный дизайн с двумя информационными экранами. Клещи для точечной сварки данных баков должны иметь большой вылет электродов и достаточную силу сжатия, вследствие чего их масса будет большой. Данный робот имеет достаточную грузоподъемность, что решает вышесказанную проблему. Одним из главных критериев при выборе данного робота является его большая досягаемость, рисунок 8. Данный промышленный робот имеет отдельный (вне исполнительного устройства и манипулятора) источник сварочного тока. Такая схема имеет очевидные преимущества: сварочные клещи такого робота не содержат трансформатора, вследствие чего снижается их масса, что приводит к снижению нагрузок на оси, повышению точности позиционирования и скорости линейных перемещений. Недостаток: увеличение габаритов сварочного контура и установочной мощности силового оборудования.
Основные характеристики Kawasaki BX200X:
- количество осей робота: 6;
- досягаемость 3412 мм;
- грузоподъемность 200 кг;
- точность 0,07 мм;
- вес манипулятора 1450 кг;
- страна-производитель: Япония.

Рис. 7 – Промышленный робот Kawasaki BX200X
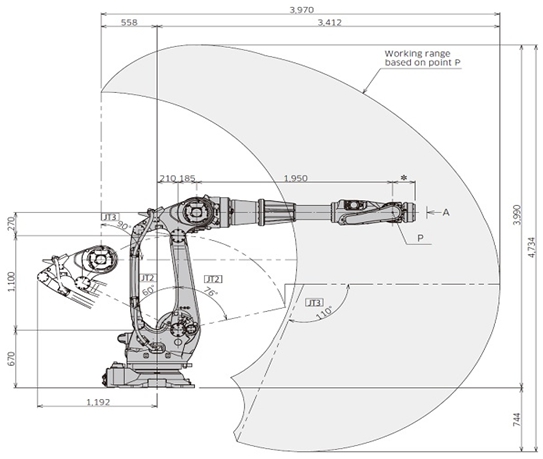
Рис. 8 – Размеры и диапазоны движения Kawasaki BX200X
В качестве сварочных клещей будут использованы X – образные клещи DeltaSpot, рисунок 9. В сварочных клещах DeltaSpot используется подвижная контактная лента. Контактная лента обеспечивает защиту поверхности сварочных электродов и повторяемость процесса.
Основные характеристики клещей DeltaSpot X800;
– вылет электродов 800 мм;
– максимально давление электродов 3 кН;
– масса 125 кг.
Рис. 9 – Роботизированные клещи для контактной – точечной сварки DeltaSpot X800
Основные этапы сварки бака
Сварка бака осуществляется в следующей последовательности:
1) Осуществляется контактно – точечная сварка, сначала продольного затем поперечного силового набора, рисунок 10.
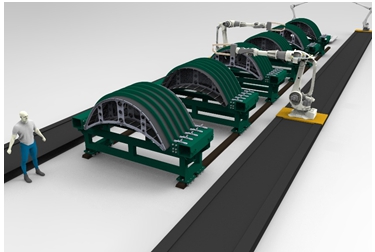
Рис. 10 – Контактно-точечная сварка продольного и поперечного силового набора
2) Выполняется электродуговая сварка продольных швов каждого отсека, рисунок 11.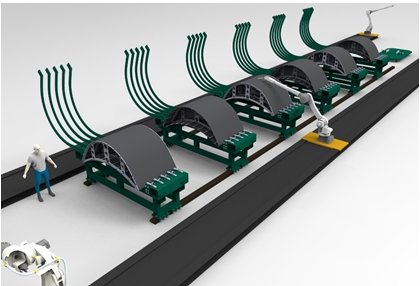
Рис. 11 – Сварка продольных швов
3) Производится контактно-точечная сварка в «мертвых» зонах на вертикальной площадке для вертикальной сварки, рисунок 12
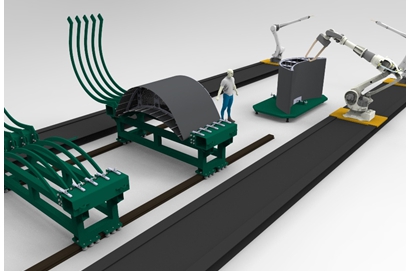
Рис. 12 – Сварка в «мертвых» зонах
4) Совершается дуговая сварка поперечных швов, рисунок 13.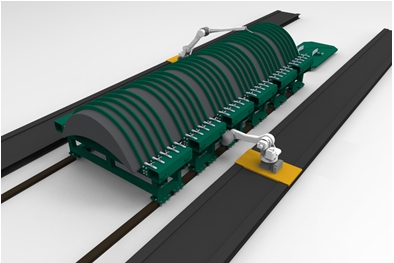
Рис. 13 – Сварка поперечных швов
ЗаключениеРоботизация сварочных работ способна в несколько раз повысить эффективность производства. Применение сварочных роботов, выступающих в роли ключевого элемента гибкого автоматизированного производства, позволяет обеспечить высокое качество сварных соединений, снизить процент брака, избавить человека от монотонного труда. Роботизация сварки позволяет добиться значительной экономии сварочных материалов и электроэнергии, уменьшения сварочных деформаций. Она открывает возможность вести производство на меньшей площади, не требуя значительных затрат (неизбежных при ручной сварке) на мероприятия по охране труда и на оплату труда сварщиков-профессионалов. Хотя стоимость сварочных роботов относительно высока, но вложения окупаются достаточно быстро. Весьма важны также достигаемые в условиях роботизированного производства сокращение времени изготовления продукции и обеспечение идентичности готовой продукции. Вместе с тем роботизация сварки влечёт расходы на обучение персонала, который программирует и обслуживает роботы, предъявляя жёсткие требования к сборке и позиционированию свариваемых заготовок.
| Конфликт интересов Не указан. | Conflict of Interest None declared. |
Список литературы / References
- Байков А.А. Влияние использования криогенного топлива на облик магистрального самолета: 05.07.02 / Байков А.А.: Москва, 2004 157 c. РГБ ОД, 61:05-5/1913.
- Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения: Учебное пособие для вузов / А.Ф. Горбацевич, В.А. Шкред. - М.: Альянс, 2015. - 256 c.
- Кузьмин В. В. Математическое моделирование технологических процессов сборки и механической обработки изделий машиностроения / В.В. Кузьмин, А.Г. Схиртладзе. - М.: Высшая школа, 2008. - 280 c.
- Федоткин И.М. Математическое моделирование технологических процессов / И.М. Федоткин. - М.: Либроком, 2011. -936 c.
- Кочергин К.А. Контактная сварка / К.А. Кочергин. - М.: Главная редакция литературы по машиностроению и металлообработке,2017. - 104 c.
- Аргоно-дуговая сварка алюминиевых сплавов для строительных конструкций. - М.: ЁЁ Медиа,2017. -598 c.
- Поплавко М. Сварка в самолетостроении / М. Поплавко. - М.: ЁЁ Медиа,2017. - 988 c
- Рыкалин, Н. Н. Расчёты тепловых процессов при сварке / Н.Н. Рыкалин. - М.: ЁЁ Медиа,2017. -116 c.
- Ахатов Р.Х. Современные методы и средства монтажа сборочной оснастки: учебно-методическое пособие / Р.Х. Ахатов, А.С. Говорков – Иркутск: Изд-во НИ ИрГТУ, 2011, 76 с.
Список литературы на английском языке / References in English
- Baykov A.A. Vliyanie ispol'zovaniya kriogennogo topliva na oblik magistral'nogo samoleta: 05.07.02 [The effect of the use of cryogenic fuel on the appearance of the main aircraft: 07/05/02:] / Baykov A.A. Moscow, 2004 - 157 p. RSL OD, 61: 05-5 / 1913. [in Russian]
- Gorbatsevich, A.F. Kursovoe proektirovanie po tekhnologii mashinostroeniya: Uchebnoe posobie dlya vuzov [Course design on mechanical engineering technology: Textbook for universities] / A.F. Gorbatsevich, V.A. Shkred. - M .: Alliance, 2015 .- 256 p. [in Russian]
- Kuzmin, V.V. Matematicheskoe modelirovanie tekhnologicheskih processov sborki i mekhanicheskoj obrabotki izdelij mashinostroeniya [Mathematical modeling of technological processes of assembly and machining of engineering products] / V.V. Kuzmin, A.G. Shirtladze. - M.: Higher School, 2008. - 280 p [in Russian]
- Fedotkin I.M. Matematicheskoe modelirovanie tekhnologicheskih processov [Mathematical modeling of technological processes] / I.M. Fedotkin. - M .: Librocom, 2011 - 936 p. [in Russian]
- Kochergin K.A. Kontaktnaya svarka [Resistance welding] / K.A. Kochergin. - M .: The main edition of the literature on mechanical engineering and metalworking, 2017. - 104 p. [in Russian]
- Argono-dugovaya svarka alyuminievyh splavov dlya stroitel'nyh konstrukcij [Argon-arc welding of aluminum alloys for building structures]. - M .: YOE Media, 2017 - 598 p. [in Russian]
- Float M. Svarka v samoletostroenii [Welding in aircraft construction] / M. Float. - M.: YOE Media, 2017 - 988 p [in Russian]
- Rykalin N. N. Raschyoty teplovyh processov pri svarke [Calculation of thermal processes during welding] / N.N. Rykalin. - M.: YOE Media, 2017 - 116 p. [in Russian]
- Akhatov R.Kh. Sovremennye metody i sredstva montazha sborochnoj osnastki: uchebno-metodicheskoe posobie [Modern methods and means of assembling assembly equipment: teaching aid] / R.Kh. Akhatov, A.S. Govorkov - Irkutsk: Publishing House of NI ISTU, 2011, 76 p. [in Russian]