ИССЛЕДОВАНИЕ ВЛИЯНИЯ КОНСТРУКЦИИ СЕПАРАТОРА НА ТОЧНОСТЬ СФЕРЫ ТОРЦА РОЛИКОВ
Михайлова Л.Н.
Кандидат технических наук, доцент, Самарский государственный технический университет
ИССЛЕДОВАНИЕ ВЛИЯНИЯ КОНСТРУКЦИИ СЕПАРАТОРА НА ТОЧНОСТЬ СФЕРЫ ТОРЦА РОЛИКОВ
Аннотация
В статье рассмотрены результаты исследований точности сферических торцов конических роликов за счет применения устройства, в основе которого заложена неравномерность углового расположения гнёзд под ролики, что позволило снизить количество правок шлифовального круга и повысить производительность процесса обработки.
Ключевые слова: шлифование сферических торцов, роликов, конических подшипников.
Mikhailova L.N.
Candidate of Technical Sciences, associate professor, Samara State Technical University
STUDY OF THE IMPACT ON THE ACCURACY OF THE CAGE DESIGN SPHERE END ROLLERS
Abstract
The article describes the results of studies of the accuracy of the spherical ends of the tapered rollers through the use of the device, which was founded by the unevenness of the angular location of nests under the rollers, which reduced the number of revisions of the grinding wheel and improve the performance of the treatment process.
Keywords: grinding spherical ends, rollers, tapered bearings.
Точность базового сферического торца регламентируется допусками на радиус сферы, биение относительно конической поверхности качения, огранку и волнистость, а также шероховатость поверхности.
Исследования [1] показали, что при обработке сферического торца конического ролика наблюдается неравномерный износ круга, который оказывает влияние на точность обрабатываемого торца.
Наряду с радиусом сферы торца при производстве роликов малошумных подшипников имеется трудность в обеспечении огранки торца. Для устранения этой погрешности использовалось устройство, в основе которого заложена неравномерность углового расположения гнёзд под ролики у сепаратора таким образом, чтобы периодические действия роликов при их заходе в рабочую зону приходились не на одни и те же, а на новые участки шлифовального круга [1].
Для определения того, как влияет переменный шаг гнёзд сепаратора на качество торца ролика, проведены исследования шлифования роликов 6-7705У на станке модели СХК-5А. Шлифовались две серии роликов. Перед каждой серией обрабатывалась контрольная партия роликов с обычным равномерным сепаратором. При этом контрольная партия являлась своего рода фиксацией уровня качества наладки станка.
Существенной отличительной чертой этих двух серий являлось качество изготовления сепаратора с переменным шагом, а именно, расположение гнёзд сепаратора второй серии по углу расположения гнёзд под ролики выполнены точнее, чем первой серии.
Основная цель исследования – снижение огранки, торцового биения, определение точности сферы торца ролика.
Контролировались следующие параметры: радиус сферы, торцовое биение, огранка и шероховатость. Выборки брались по шесть роликов через каждые 15 минут работы станка. Контрольная партия второй серии составляла выборку в количестве 50 роликов.
Результаты огранки сферы торца роликов после шлифования двух серий приведены в таблице 1.
Таблица 1 - Огранка сферы торца роликов, шлифованных при разных конструкциях сепаратора
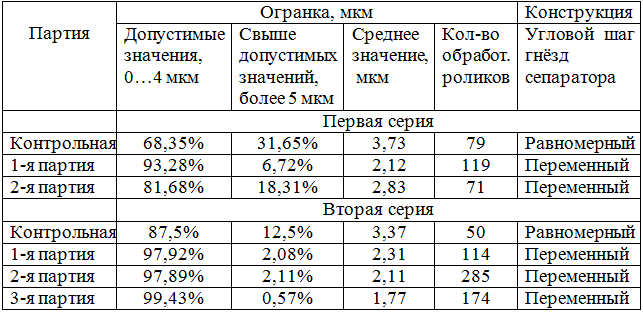
Контрольные партии роликов обеих серий показали различный уровень качества по огранке: 68,35% и 87,5%. В обоих случаях применение конструкции сепаратора с переменным шагом гнёзд показало улучшение по огранке.
Результаты радиуса сферы торца роликов после шлифования двух серий приведены в таблице 2.
Таблица 2 - Радиус сферы торца роликов, шлифованных при разных конструкциях сепаратора
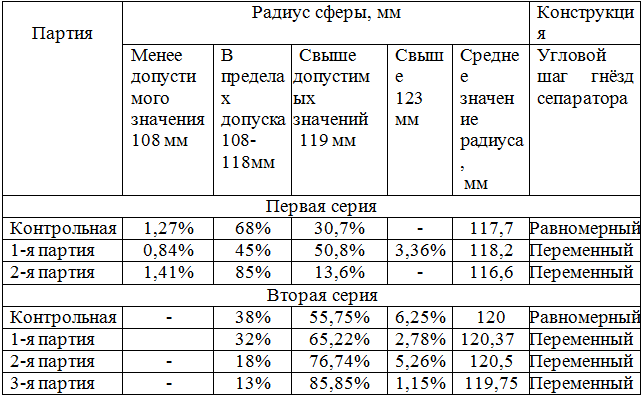
Рассеивание размеров радиуса сферы у всех партий обеих серий превышает допустимые значения. Среднее значение радиуса сферы торца роликов находится в пределах 116 - 121 мм. Правка шлифовального круга при шлифовании роликов с конструкцией сепаратора с переменным шагом гнёзд проводилась в 2 - 4 раза меньше, чем при обработке с равномерным шагом гнёзд сепаратора. Во второй серии исследований шлифование роликов без правки круга производили на протяжении десяти часов.
Результаты торцового биения сферы торца роликов после шлифования двух серий приведены в таблице 3.
Таблица 3 – Торцовое биение сферы торца роликов, шлифованных при разных конструкциях сепаратора
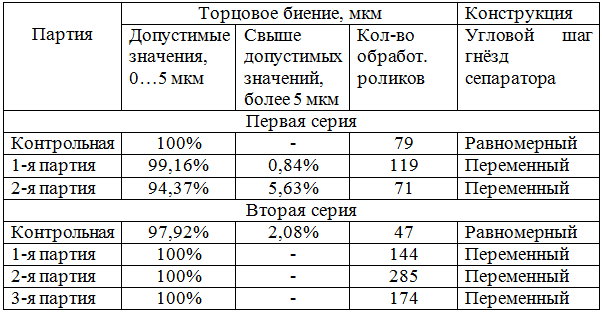
Вторая серия обработанных роликов по торцовому биению показала хороший результат в сравнении с первой серией: отклонений по торцовому биению не отмечено, несмотря на работу станка без правки круга в течение 10 часов.
Для анализа точности сферы торца роликов, шлифованных при конструкции сепаратора с переменным угловым шагом гнёзд сепаратора, кроме абсолютных значений параметров приводится таблица средних значений контролируемых параметров: радиуса сферы, торцового биения и огранки (табл. 4).
Таблица 4 – Средние значения параметров контроля сферы торца роликов, шлифованных при разных конструкциях сепаратора
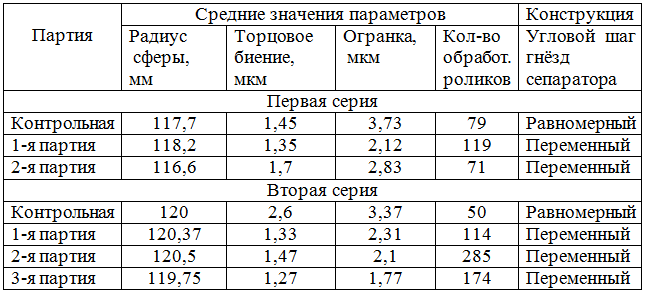
Анализ средних значений параметров сферы торца роликов: радиуса сферы, торцового биения и огранки показывает, что у роликов 6-7705У, шлифованных с переменным угловым шагом гнёзд сепаратора, торцовое биение меньше, чем у контрольных партий, также заметно улучшаются показатели по огранке как по абсолютной величине, так и по среднему значению. Так, среднее значение огранки у роликов второй серии, обработанных при использовании сепаратора более точного изготовления, составило 1,77…2,31мкм против 3,37 мкм у контрольной партии. Количество правок шлифовального круга снизилось, что позволило снизить расход алмазов и шлифовальных кругов, повысить производительность процесса обработки за счет экономии времени на правку шлифовального круга.
Литература
- Михайлова, Л.Н. Повышение качества шлифования сферических торцов конических роликов [Текст] / Л.Н.Михайлова // Высокие технологии в машиностроении: Матер. Всероссийской науч.-техн. интернет-конф. С международным участием. – Самара: Самар. гос. техн. ун-т, 2011. – С.12-15.
References
- Mikhailova, L.N. Improving the quality of grinding spherical ends of the tapered rollers [Text] / L.N. Mikhaylova // High-Tech in Mechanical Engineering: Mater. All-Russian scientific and engineering. Internet Conf. With international participation. - Samara: Samara. state. tehn. University Press, 2011. - S.12-15.