АВТОМАТИЗАЦИЯ СИСТЕМЫ МОНИТОРИНГА И УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ В МЕБЕЛЬНОМ ПРОИЗВОДСТВЕ
Инаркаев А. Р.
Аспирант, Северо-Кавказский горно-металлургический институт (ГТУ)
АВТОМАТИЗАЦИЯ СИСТЕМЫ МОНИТОРИНГА И УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ В МЕБЕЛЬНОМ ПРОИЗВОДСТВЕ
Аннотация
В статье рассмотрена необходимость разработки автоматизированной системы мониторинга и управления технологическим процессом, которая позволит в режиме реального времени, как контролировать сам процесс, так и разработку дальнейшего планирования процесса производства. В качестве примера разработки и постановки данной системы было использовано мебельное производство. Выбор был обусловлен низким уровнем автоматизации производства в данной отрасли. Все это является причиной повышенных издержек производства предприятий.
Ключевые слова: автоматизация, управляющий автомат, операционный автомат.Inarkaev A. R.
Postgraduate student, North-Caucasian Institute of Mining and Metallurgy (STU)
AUTOMATION OF MONITORING AND MANAGEMENT SYSTEM OF TECHNOLOGICAL PROCESS IN THE FURNITURE INDUSTRY
Abstract
The article considers a necessity of development of automated system of monitoring and management of technological process that will enable real-time, how to control the process, and the development of further planning of the production process. As an example of development and statement of this system furniture production was used. The choice was due to the low level of production automation in the industry. All this is the reason of the increased costs of production of the enterprises.
Keywords: automation, control automation, operating machine.В условиях рыночной экономики полностью исчез дефицит товаров и услуг, возникла жесткая конкуренция. Из-за этого наиболее значимыми для деятельности предприятий стали снижение себестоимости выпускаемой продукции, повышение её качества, а также уменьшение времени производственного цикла.
Одна из основных задач мебельных фабрик - сократить срок выполнения заказа, т. е. в наиболее короткие сроки изготовить продукцию, необходимую покупателю.
В данное время становится характерным непрерывный рост количества и объемов работ по интенсификации, компьютеризации и комплексной автоматизации производства и интегрированного управления функционированием, как сетью технологических процессов, так и отдельными предприятиями. На предприятиях мебельного производства уровень автоматизации не велик, мониторинг технологического процесса проводится ручным способом, что в свою очередь не только слишком длительно по времени, но зачастую и не очень точное. Решить данные задачи возможно путём внедрения автоматизированной системы мониторинга и управления технологическим процессом, которая позволит в режиме реального времени, как контролировать сам процесс, так и разработку дальнейшего планирования процесса производства.
Автоматизированные системы, разрабатываемые в последнее время, в большинстве случаев индивидуальны для каждого производства, а также решают в основном задачи в рамках одного информационного поля накопления информации.
Структура и состав цехов мебельной фабрики для производства различных изделий (столы, стулья, библиотеки и т. д.) характеризуются присущими им последовательностью выполнения операций. Для начала рассмотрим процесс производства стульев, структурная схема на рис. 1:
1) Участок заготовки доски - распил круглого леса, пропарка доски и сушка доски.
2) Участок первичной машинной обработки (УПМО) - раскрой и торцовка заготовок.
3) Участок вторичной машинной обработки (УВМО) - профилирование, фрезерование пазов, шипов и отверстий.
4) Участок сборки - сборка каркасов стульев.
4) Участок отделки - отделка стульев.
5) Участок обивки - установка сидений и спинок стульев.
6) Участок упаковки - упаковка стульев.

Рис. 1. Структурная схема участков
Из всех участков наиболее технологически сложным и включающим в себя наибольшее количество операций является участок ВМО. На данном участке проводится профилирование заготовок, фрезерование пазов, шипов и отверстий. Качество производства на данном участке закладывает основу для последующих участков.
В последнее время большое распространение в компаниях, которые занимаются механической обработкой, получили станки с числовым программным управлением (ЧПУ).
Осевыми перемещениями станка с числовым программным управлением руководит компьютер, который считывает управляющую программу (УП) и выдает команды соответствующим двигателям [2]. Двигатели приводят в движение исполнительные органы станка - рабочий стол или колонну со шпинделем. Результирующим итогом является механическая обработка детали. Датчики, расположенные на направляющих, посылают информацию о реальном положении исполнительного органа обратно в компьютер. После того как компьютер узнает о том, что исполнительный орган станка находится в требуемом положении, он выполняет другой процесс. Данный процесс продолжается до тех пор, пока чтение управляющей программы не завершится.
Необходимо указать, что сама методика работы по программе позволяет более точно рассчитывать время обработки некоторой партии деталей, и следовательно, более полно загружать оборудование.
В настоящий момент существуют информационные системы мониторинга и управления технологическим процессом при работе на ЧПУ станках [3] обеспечивающие:
- Оперативный контроль за работой оборудования и производственного персонала в режиме реального времени.
- Формирование и анализ ключевых показателей эффективности (КПЭ) работы предприятия.
- Мониторинг энергозатрат оборудования в различных режимах работы.
- Диспетчеризация заводских служб, организация, контроль выполнения ТО и ППР станков (ТОиР).
- Передача по сети управляющих программ на станки с ЧПУ, контроль соблюдения технологического процесса.
Данные системы в большинстве случаев разрабатываются индивидуально для каждого производства и в основном выполняют функцию мониторинга. Существующие методы мониторинга и управления технологическим процессом слишком универсальны в том смысле, что совершенно не учитывают специфику данной конкретной предметной области (особенности технологии и оборудования).
Среди известных нынче методов оперативного планирования и управления производственными процессами можно указать следующие [4]:
- Методы, основанные на применении имитационного моделирования.
- Методы теории расписаний.
- Сети Петри и их модификации.
- Методы математического моделирования и оптимизации.
- Ситуационное управление.
- Методы системного структурного анализа.
- Методы, основанные на применении систем искусственного интеллекта.
- Интегрированные методологии.
Функционирование мебельного производства можно представить, как управляющую систему в виде структуры двух автоматов управляющего(А) и операционного (В) (рис. 2).
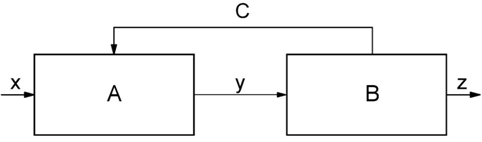
Рис. 2 - Структура операционного и управляющего автоматов
Задачей управляющего автомата (УА) является, таким образом, выработка распределенной во времени последовательности управляющих сигналов, под воздействием которых в операционном автомате осуществляются некоторые операции. В нашем случае операционный автомат представляет станки с ЧПУ.
Для выработки устройством управления управляющих сигналов необходимо, чтобы устройство управления могло оценивать, в какой последовательности необходимо запускать процесс обработки, т.к. изделия последовательно проходят обработку на станках, так чтобы избежать простоя оборудования, а также чтобы заготовки все подавались в комплекте на участок сборки.
На рис. 3. схематически показан случай обработки шести изделий двумя станками. [5].
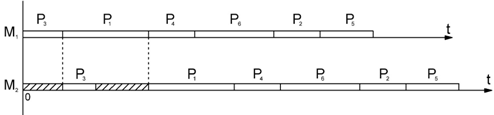
Рис. 3
Необходимо свести к минимуму время, в течение которого станок останется свободным; задача иногда формулируется как требование максимально снизить общее время обработки изделий, включающая время работы и время простоя станка М2. Известен алгоритм для случая m = 2 и, с одним ограничением, для m = 3. Это – алгоритм Джонса; можно также прибегнуть к методу ветвления и ограничения.
Но в нашем случае заготовки могут иметь как одинаковую, так и различную технологию обработки. Если рассматривать стул, то он состоит из различных деталей в зависимости от модели, например ножки передние, ножки задние, спинка верхняя, спинка нижняя, царг боковых, царги передней, царги задней и т. д. Заготовки могут проходить обработку через станки М1→М2 или М1→М2 →М3 или М1→М3 →М2 и т.д.
Поэтому для каждой модели стула для необходимо разработать всевозможные алгоритмы обработки, чтобы по входным данным и данным поступающим по обратной связи УА мог бы выявить наиболее оптимальный алгоритм обработки.
Разработанная автоматизированная система мониторинга и управления технологическим процессом будет выявлять следующие показатели:
- комплектность загрузки оборудования, учёт наличия заготовок, материалов и инструментов для запуска процесса;
- размер партии для обработки, выбор оптимальной партии запуска заготовок в обработку;
- очередность запуска заготовок, в какой последовательности необходимо запускать заготовки для максимальной загрузки станков;
- длительность производственного цикла,
- планирование материальных потребностей;
- планирование производственных мощностей, определение потребностей в рабочей силе и оборудовании.
Литература
- БарановС.И. Синтезмикропрограммныхавтоматов. Л.: Энергия. 1979
- ЛовыгинА.А., ВастльевА.В., КривцовС.Ю. СовременныйстаноксЧПУиCAD/CAMсистема. М.: «ЭльфИПР», 2006
- http://www.intechnology.ru/monitoring/
- Алешин Сергей Александрович Оптимальное оперативное управление производством деревянных каркасов мягкой мебели: дис. – М., 2001, с 16.
- КофманА. Введениевприкладнуюкомбинаторику. М.: Наука. 1975
References
- Baranov S.I. Sintez mikroprogrammnyh avtomatov. : Jenergija. 1979
- Lovygin A.A., Vastl'ev A.V., Krivcov S.Ju. Sovremennyj stanok s ChPU i CAD/CAM sistema. : «Jel'f IPR», 2006
- http://www.intechnology.ru/monitoring/
- Aleshin Sergej Aleksandrovich Optimal'noe operativnoe upravlenie proizvodstvom derevjannyh karkasov mjagkoj mebeli: dis. – M., 2001, s 16.
- Kofman A. Vvedenie v prikladnuju kombinatoriku. M.: Nauka. 1975