REVIEW OF THE MAIN PRODUCERS OF 3D-MACHINES FOR METALS, CHARACTERISTICS OF THE MACHINES, AND DIRECTIONS OF DEVELOPMENT

Камский Г.В.1, Коломиец А.А.2, Попов В.В. 3
1 ORCID: 0000-0001-9143-5736, Уральский политехнический колледж, 2 ORCID: 0000-0001-8473-6071, Технион – Израильский технологический институт, 3 ORCID: 0000-0003-4850-9212, Кандидат технических наук, Технион – Израильский технологический институт
ОБЗОР ОСНОВНЫХ ПРОИЗВОДИТЕЛЕЙ 3Д-ПРИНТЕРОВ ПО МЕТАЛЛУ, ХАРАКТЕРИСТИКИ МАШИН, И НАПРАВЛЕНИЯ РАЗВИТИЯ
Аннотация
В статье рассмотрены – ряд моделей от производителей 3д-машин; проанализированы основные параметры объектов, произведенных на этих машинах, даны направления дальнейшего развития отрасли аддитивного производства металлических деталей и компонентов.
Дополнительно к литературному обзору и анализу входных и выходных характеристик процесса аддитивного производства, проведен эксперимент по построению одного и того же объекта на различных принтерах селективного лазерного сплавления. Это позволило сделать выводы о наиболее перспективных аддитивных машинах на сегодняшний день.
Ключевые слова: 3д-принтер, аддитивные технологии, послойное построение.
Kamsky G.V.1, Kolomiets A.A.2, Popov V.V. 3
1ORCID: 0000-0001-9143-5736, MSc, Urals Polytechnic college, 2ORCID: 0000-0001-8473-6071, MSc, Technion – Israel Institute of Technology, 3ORCID: 0000-0003-4850-9212, PhD in Engineering, Technion – Israel Institute of Technology
REVIEW OF THE MAIN PRODUCERS OF 3D-MACHINES FOR METALS, CHARACTERISTICS OF THE MACHINES, AND DIRECTIONS OF DEVELOPMENT
Abstract
Additive manufacturing (AM) of metal parts and components is a great goal for researchers and producers. In this research, we try to compare achievements and different approaches of 3d-machines producers; and to determine the most perspective AM producers, and the ways of further development of AM industry.
For this purpose in addition to literary survey and analysis, the experimental building of the same object on different AM machines was carried out. Its results gives us vision of the most effective AM machines.
Keywords: Additive Manufacturing, 3D printing, Select Laser Melting, Electron Beam, Selective Laser Sintering, Rapid Prototyping.
Introduction
Additive manufacturing (AM) nowadays is one of the most rapidly developing field of science and technology.
In recent years, interests in direct part AM for metals have increased growing into a large-scale industry. AM is widely used for product development in research and development (R&D) departments across the wide spectrum of industries, throughout all functions and processes [1, 2]. The most common uses include concept models, functional prototypes, tooling and production components. AM gives the flexibility to try test industrial samples faster, resulting in products arriving the market sooner, while keeping costs down and thus increasing profit. Aerospace and motor sports are leading the way, using AM for small parts production. The technology is producing components with high material properties at lighter weights resulting in better performance. But still it is a developing field of technology that has to decide a big amount of questions. Today, AM production is used mainly for non-critical parts. For the technology has to be developed validation standards for material and process quality. The sensitivity of current machines is an issue and has to be dealt with. When printing a component several times the mechanical properties have to be stable from one print to the next.
In this research was carried out an extended observe of the latest achievements in the AM. The main characteristics of the leaders of the AM machines producers market were collected in tables and compared. EOS, SLM, Concept Laser, Arcam etc. machines based on the two main technologies laser and electron beam are presented in the article.
The most numerous group of producers and models of machines use a Bed Deposition technology:
- Arcam (Sweden);
- Concept Laser (Germany);
- EOS (Germany);
- Phenix Systems (France);
- Renishaw (UK);
- SLM Solutions (Germany);
The major part of producers use in their machines laser as an energy source to put together metal powder particles. (In Arcam machines instead of laser, used Electron Beam Melting technology (EBM)). Almost all the companies that use laser call their technology in a different way, but from the technological point of view all of them use selective laser melting (SLM) technology. This original name is reserved to SLM Solutions Ltd.
Moreover in the research was carried out building of the object on EOS, SLM and Concept Laser machines to compare them during the same process.
- Selective laser melting AM machines
SLM is a particular rapid prototyping or AM technique designed to use high power-density laser to melt and fuse metallic powders. A component is built by SLM and fusing powders within and between layers.
The SLM technique has been proven to produce near net-shape parts up to 99.9% relative density. This enables the process to build near full density functional parts and has viable economic benefits. Recent developments of fiber optics and high-power laser have also enabled SLM to process different metallic materials, such as copper, aluminum, and tungsten. This has also opened up research opportunities in SLM of ceramic and composite materials.
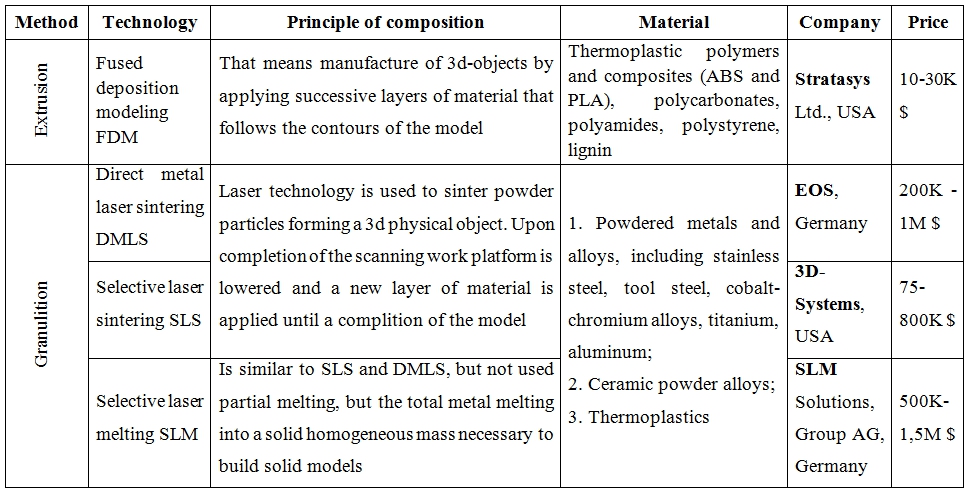
The methods of AM technologies are presented in the table 1. AM for metals based on SLM, Selective laser sintering (SLS), and Direct metal laser sintering (DMLS) technologies.
Their technology that EOS calls DMLS – Direct Metal Laser Sintering, however metallographic research shows that here is used melting, not sintering of the metal powder particles.
A. EOS
EOS Ltd. – is one of the most famous and successful 3d-companies on the market of AM technologies. Last two years EOS sold more than 100 machines, and one third of them AM machines for metals. European EOS has also good positions on the US market. For example, American company Morris Technology (now is a part of GE Aviation) has in their park 20 EOS AM-machines for metals.

Fig. 1 – Machine EOS 290
Nowadays EOS produce 3d-printer EOS M290, the improved version of the previous model EOS 280. In the machine is integrated nitrogen generator that is used in building details of the metal-powder iron-based composition. For titanium, nickel and aluminum compositions used argon. The machine has a laser of 400 W for use with an increased build step.
Table 1– Methods used in Additive Manufacturing [3, 4]
B. Renishaw
In developing the new AM-technology company Renishaw to its priorities includes the solution of environmental problems of the environment, lower energy costs, expensive consumables, etc. The two machines – AM 125 and AM 250, in design are largely similar to SLM Solutions machines. Their advantages are a high degree of sealing of working chamber. This allows deep evacuation of air before the building process, and after filling the chamber with argon (or nitrogen for not reactive metals).

Fig. 2 – Machines RenAM 500 М; AM 250
The RenAM 500M is a laser powder bed fusion AM system designed specifically for the production of metal components on the factory floor. It features automated powder and waste handling systems that enable consistent process quality, reduce operator touch times and ensure high standards of system safety. The system build volume is 250 mm × 250 mm × 350 mm.
C. Concept laser
Concept Laser produces AM-machines from 2002 year. Technology name – Laser CUSING («Fusing» – with first «С» from Concept).
The machines use fiber lasers with ytterbium-alloying (Yb-laser). Components building made in inert gas (Ar). The lineup consists of four machines. The smallest - Mlab, released in 2011, is designed specifically for research purposes, medical and jewelry markets, has a diameter of the laser spot 25 microns, which provides a high quality surface. The biggest - X line 2000R, with size of building area 800 x 400 x 500 mm3 (x, y, z) was created in collaboration with Fraunhofer Institute of Laser Technologies (FILT) involving Daimler AG. The X line 2000R is the world’s largest metal melting machine (160 l build volume) for the toolless manufacture of large functional components and technical prototypes with series-identical (also reactive) material properties.

Fig. 3 – Machine Mlab cusing; and the machine X line 2000R on
In addition, the X line 2000R has a rotating mechanism so that two build modules can be used reciprocally, thus guaranteeing constant production without any downtimes. The centerpiece, the dual laser system, operates with two lasers that each output 1000 W. Machine X line 2000R from the moment of design was positioned as «an industrial machine», that means machine for serial production.
D. Phenix
The special feature of Phenix Systems (France) is an original method of construction material layer forming, which allows 20-micron pitch of building. As etalon materials are used metal powders with the average particle size of d50=6-9 mcm. On these machines, it is also possible to produce parts made of ceramic compositions that after building requires high-temperature sintering in furnace. In particular, ceramic rods for special molding may be made in this way.
About 50 PXS Dental machines are established in various laboratories for the manufacture of dental products from CoCr alloys. PXS machines can also be effectively used for research of laser synthesis and testing of SLM-technology for a variety of powder compositions.

Fig. 4 – PXL PXM PXS machines by Phenix Systems
E. SLM
SLM Solution Ltd. (Germany) – is one of the world's leader in the field of laser melting technology. SLM Solution, like many others, is actively cooperating with FILT, and as a result of this cooperation there appeared, perhaps, the most advanced for nowadays, SLM machine. As an additional not cheap option the one more laser 1000 Vat could be integrated to the machine. The outer loop of the detail and thin walls are created by the first 400 Vat laser, and the basic body of the detail – by the second powerful laser.
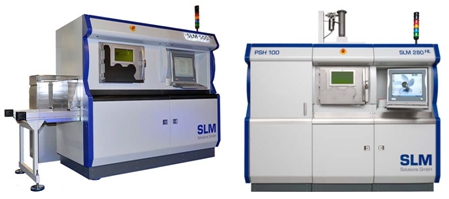
Fig. 5 – Machines SLM 280 and SLM 500 by SLM Solutions
In general, during the building of complex parts is highly desirable the laser power control, but it is very complex in realization. The higher laser power cause the faster metal melting and the faster part building process. On the other hand, the process is very intensive, with explosive character of metal particles melting, metal boils, it splashing occurs and part of building material ejected from the melt spots. This can cause increased porosity, significant deterioration of the surface quality.
In such circumstances, the building of complex thin-walled parts elements becomes very difficult - metal particles simply fly away, not fused. To form these elements need a more sensitive tool - a laser of lower power, but with reduced performance. The combination of the two lasers of different power in the SLM machine - is a good compromise. On the machine may be built parts with individual fragments up to 0.3 mm thick. This gives the machine considerable advantages: firstly, significantly - up to 5 times, increased speed of parts building and, secondly, the internal structure of the material is improved and the purity of the outer surface (Ra 5-10). Now another new machine SLS 500 with size of the building zone 500x280x335 mm where the two laser system are in base.
2. ARCAM electron beam AM machines
Arcam is one of the few AM machines producers, which uses in their machines EBM-technology. The size of the electron beam spots in the molten zone has diameter of 0.2 -1.0 mm, whereas laser has this value much less. Therefore, in terms of finishing surface and accuracy, EBM technology inferior to SLM-laser technology. However, there are many applications where the item is "doomed" to be finished on the CNC, whether it was obtained by casting or using AM-technology. In these cases, the surface smoothness of constructed details is irrelevant, more important is the material density and homogeneity. Here Arcam technology has the advantage. Several independent authors noted that in spit of low frequency of surface, the material density of details by Arcam higher, and its structure is better than when using laser technology.
Moreover, if we take into account the high performance of EBM-machines - 55-80 cm3 / h vs. 2-20 cm3 / h in similar size laser machines, it becomes clear why these machines occupy a dominant position in the production of titanium prostheses, implants, different serial medical products etc. The company has sold more than 100 systems in the ten countries of the world. A special feature of Arcam technology is that the details of the build process takes place in the pre-evacuate chamber up to 1x10-4 mbar.

Fig. 6 – Machine Arcam A2X
Gas (air or another gas) creates a very high resistance to electron beam, so the process chamber is to be evacuated. It allows to obtain high-quality products made of titanium and titanium alloys. This provides acceptable accuracy of building - at the level of ± 0,2 mm over a length of 100 mm. Almost all Arcam machines can optionally work with tool steels (H13 type), aluminum alloys (AlSi10Mg, AlSi12), pure titanium and its alloys (such TiA6Al4V and very clean Ti6Al4V ELI), CoCr alloys, heat-resistant steel (Inconel ™, etc.).
- Results and discussion
In the framework of current review, the contemporary AM solutions, technologies and products were observed. For evaluation, we examined the parameters of the same object built on different machines (EOS, SLM, Concept Laser etc.). Also were determined advantages and disadvantages of the AM-machines suppliers from the point of view of software, power supply, gas system, training, etc.
As a part of the survey of leading AM machines was carried out a building of the same object 200 mm in height on EOS M290, SLM 290 and CL M2 Cusing machines. The input and output parameters are presented in Table 2.
Table 2 – Comparison of parameters of EOS, SLM and Concept Laser production
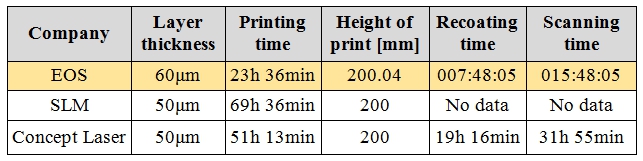
From the table 2 may be determined that building by EOS was more effective – the shortest time of the process, good parameters of recoating and scanning time.
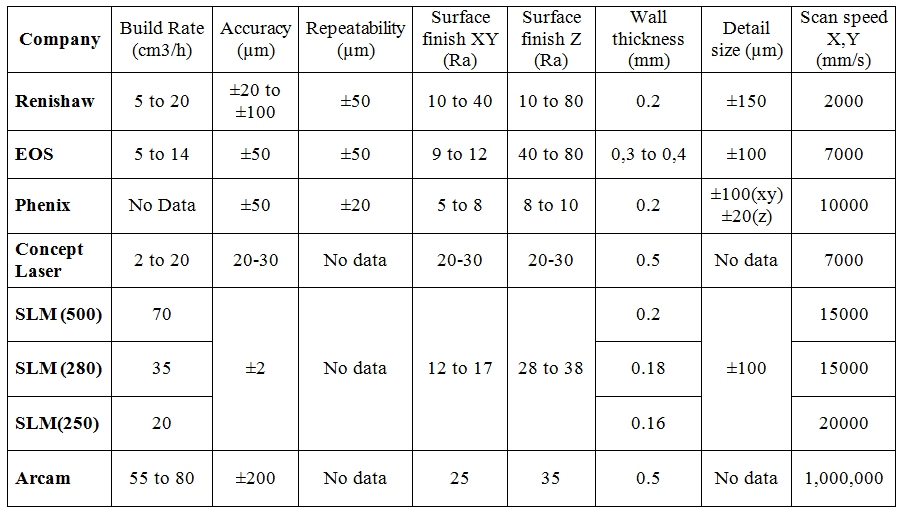
In tables 3-7 are presented characteristics of the main producers of AM machines, and characteristics of the built parts.
Table 3 – Characteristics of recoater and plate support features
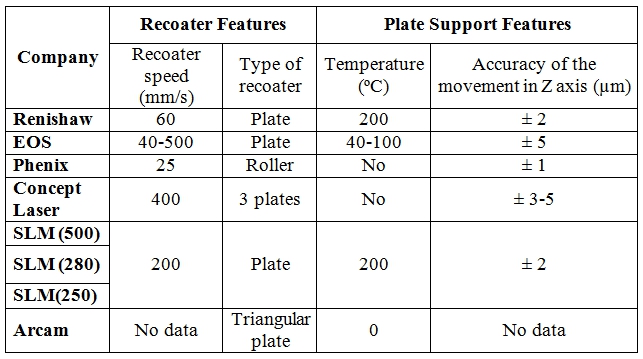
Table 4 – Basic characteristics of the number of AM machines
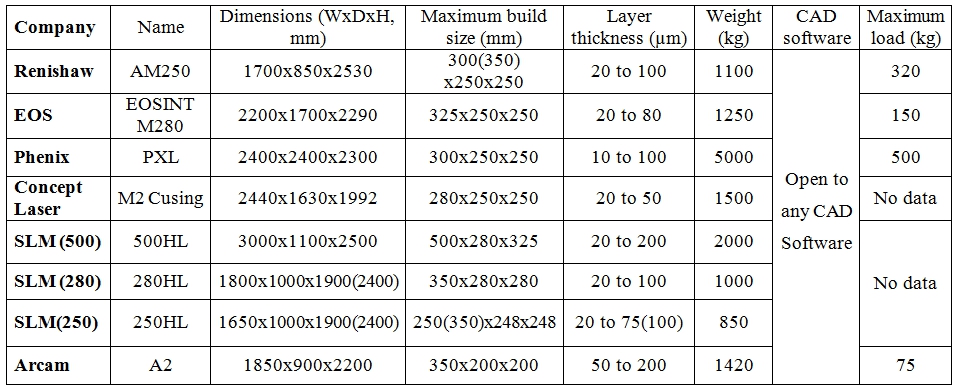
Table 5 – Power supply and gas management system characteristics of the number of AM machines
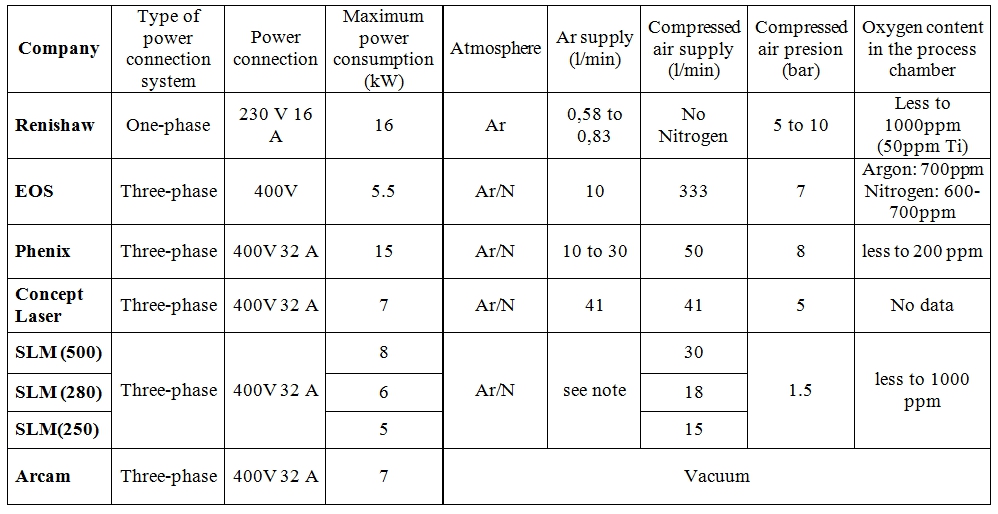
Table 6 – Thermal Source Data characteristics of the number of AM machines
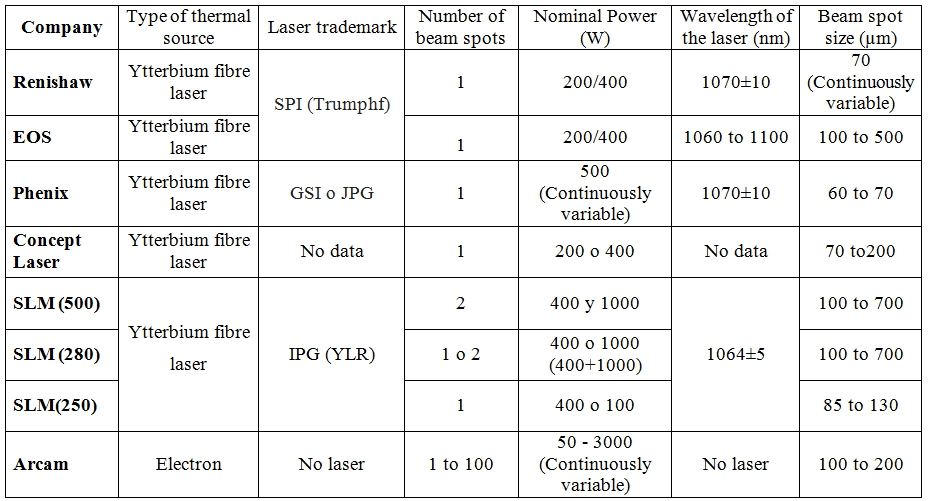
Table 7 – Properties of the built parts
Conclusion
In the framework of current work, different technological AM processes were evaluated. Results of our tests and analyses show the leading positions in the quality of AM production has EOS. It is confirmed also by speed of the process, EOS is more effective – the shortest time of the process, good parameters of recoating and scanning time.
German company SLM Solutions Group AG is also among current leaders of the SLM-technology market. The big clients that use production of the company in industrial scale are NASA, Airbus Group, Space X, GE. In 2013 were sold 28 industrial units by the price 26 M euro, which gives to SLM Solutions third place after EOS и Concept Laser [4].
As for a development of the AM in industrial scale, it can be seen that in recent years, interest in direct part manufacturing for metals have increased dramatically. It is shown by the increase in global revenue for AM products and services, which quadrupled in the past five years, and that of AM metals that increased almost 50% in 2014 to 48.7 million USD.
EOS also intensively is working on the creation of MLS-machine (Micro Laser Sintering), with high-resolution, in particular for use in manufacture of medical instruments (for endoscopic surgery), microelectronics and others. The prototype machine has a working area dimensions Ø50, height 30 mm. It allows to build parts by step of 1-5 microns and a surface roughness Ra of about 2 microns.
Research on novel materials has also increased in recent years. For instance, new titanium alloys, such as Ti6Al7Nb, have been examined to possibly replace the controversial Ti6Al4V due to its vanadium composition [1, 5]. Ti24Nb4Zr8Sn [ 6] and Ti13Nb13Zr [ 7] have been studied to provide titanium alloys with low moduli to reduce moduli mismatch between the implant and surrounding bone tissue.
With the geometric freedom offered by AM, components can be designed to the same functional specifications with less materials. In 2014, Airbus unveiled a cabin bracket optimized for weight saving without sacrificing functionality. With metal AM, Airbus aims to produce aircraft parts, which weight 30%–55% less, while reducing raw material used by 90% [8].The geometrical freedom in metal AM also allows for manufacturing of lattice structures for weight savings and designing of parts for improved fluid dynamics.
Besides the technical benefits of reduced tooling and freedom of design, AM can also bring a change to the manufacturing sector in terms of economics.
References
- Y. Yap, C. K. Chua, Z. L. Dong, and others. Review of selective laser melting: Materials and applications // APPLIED PHYSICS REVIEWS 2, 041101 - 2015.
- Kamsky G.V., Kolomiets A.A. Our future in additive manufacturing // Materials of the XII International Scientific and Practical Conference – 2016 – Vol.19 Technical sciences, Sheffield – P. 66-74.
- Quarshie R., MacLachlan S., Dr. Reeves P., and others, Shaping our national competency in additive manufacturing // UK AM SIG – 2012, , – P.8-9
- Zhang Shichen, Location Analysis of 3D Printer Manufacturing Industry // Columbia University, – 2014, – P.35-36.
- Chlebus, B. Kuznicka, T. Kurzynowski, and B. Dybala, Mater. Charact. 62, 488–495 (2011).
- C. Zhang, D. Klemm, J. Eckert, Y. L. Hao, and T. B. Sercombe, Scr. Mater. 65, 21–24 (2011).
- Speirs, J. Van Humbeeck, J. Schrooten, J. Luyten, and J. P. Kruth, in First CIRP Conference on Biomanufacturing (Elsevier, 2013), pp. 79–82.
- Printing the future: Airbus expands its applications of the revolutionary additive layer manufacturing process, 2014.