THE STEEL SHEET FLATTENING ON THE TWELVE-ROLLER SHEET-STRAIGHTENING MACHINE. PART 2. FORCES AND MOMENTS

Шинкин В.Н.
ORCID: 0000-0003-4954-7851, Доктор физико-математических наук, профессор, Национальный исследовательский технологический университет «МИСиС»
ПРАВКА СТАЛЬНОГО ЛИСТА НА ДВЕНАДЦАТИРОЛИКОВОЙ ЛИСТОПРАВИЛЬНОЙ МАШИНЕ. ЧАСТЬ 2. СИЛЫ И МОМЕНТЫ
Аннотация
Предложен математический метод определения силовых усилий холодной правки стального листа на двенадцатироликовой листоправильной машине. Расчеты позволяют определить изгибающие моменты и остаточные напряжения листа, реакции опор рабочих роликов машины, величину пластической деформации по толщине листа и величину относительных удлинений продольных волокон на поверхности листа при правке в зависимости от радиуса рабочих роликов, шага между роликами листоправильной машины, величины обжатия листа верхними роликами, толщины листа, а также модуля Юнга, предела текучести и модуля упрочнения металла листа. Результаты исследований могут быть использованы на машиностроительных и металлургических заводах, а также в сельскохозяйственном машиностроении.
Ключевые слова: остаточные напряжения, кривизна листа, листоправильные машины.Shinkin V.N.
ORCID: 0000-0003-4954-7851, PhD in Physics and Mathematics, Professor, National University of Science and Technology “MISIS”
THE STEEL SHEET FLATTENING ON THE TWELVE-ROLLER SHEET-STRAIGHTENING MACHINE. PART 2. FORCES AND MOMENTS
Abstract
The mathematical method for the determining of the forces of the cold straightening of the thick steel sheet on the twelve-rolled sheet-straightening machine is proposed. The calculations allow us to determine the bending moments and sheet’s residual stresses, the support reactions of the machine’s working rollers, the magnitude of plastic deformation into sheet and the value of the relative elongation of the longitudinal fibres on the sheet surface on the rolls’ radius, the pitch between the straightening machines’ working rolls, the magnitude of the sheet reduction by the upper rollers, the sheet thickness, as well as the elastic modulus, the yield stress and the hardening modulus of the sheet metal. The results of the research can be used at the engineering and metallurgical plants and in the agricultural machinery industry.
Key words: residual stresses, curvature of sheet, sheet-straightening machines.Введение
Одним из главных направлений в развитии металлургии России является интенсивное наращивание объема производства металлургической промышленности с одновременным улучшением качества выпускаемой продукции [1-11].
Причиной такого серьезного внимания к повышению качества продукции металлургии является то, что материалоемкость современных машин и агрегатов является функцией стабильности геометрических параметров и механических свойств металла. Увеличение производительности современных металлургических агрегатов большой единичной мощности в значительной мере зависит от степени стабильности процессов, что в свою очередь определяется параметрами сырья и полуфабрикатов, а также конструкцией производственных и сельскохозяйственных агрегатов.
В связи с этим возникает задача разработки научно обоснованных методов количественной оценки качества продукции металлургических заводов и прежде всего продукции листопрокатных станов, поскольку тонколистовой прокат является материалом, потребляемым в автотракторном, электротехническом, транспортном машиностроении и в производстве товаров широкого потребления.
Поэтому во второй части работы мы подробно рассмотрим методику определения изгибающих моментов и остаточных напряжений, а также реакций опор рабочих роликов, действующих на стальной лист, в двенадцатироликовой листоправильной машине, которые существенно влияют на качество стального листа.
Прокатная листовая сталь в аграрной индустрии
В сельскохозяйственном машиностроении широко применяются металлы, сплавы и стали. Металлы и их сплавы подразделяются на черные и цветные. К черным металлам относятся соединения железа с углеродом и другими элементами, а к цветным - медь, алюминий, цинк, олово и другие.
Прокатная листовая сталь является основным материалом для изготовления сельскохозяйственных машин. Для нужд машиностроения металлургические заводы выпускают прокатную сталь различного сечения - круглого, квадратного, плоского, фасонного. Специально для сельскохозяйственного машиностроения выпускают, кроме того, и дополнительный прокат: лемешную сталь и сталь специальных профилей, встречающихся в сельскохозяйственных машинах (пальцевая полоса и ножевая спинка режущих аппаратов уборочных машин, грядили плугов и так далее). Из прокатной стали изготовляют рамы, рычаги, тяги, валы, оси и так далее; из нее же штампуются или отковываются сложные детали сельскохозяйственных машин.
Для изготовления наиболее ответственных деталей сельскохозяйственных машин применяют качественные стали, а также специальные стали - хромистые, хромоникелевые, кремнемарганцовые и другие. Так, стали для режущих деталей по своим свойствам приближаются к инструментальным хромоникелевым сталям с высоким содержанием углерода; пружины изготовляются из марганцовистой или кремнистой стали и прочее. Стали, в состав которых вводят специальные элементы, называют легированными.
Изгибающий момент при правке стального листа
Пусть Hi − величина обжатия i-го рабочего ролика, h − толщина листа, R − радиус рабочих роликов, R0 = R + h/2, t − шаг между рабочими роликами: σт, E, Пр и Пс − предел текучести, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с роликами, φi − углы точек касания листа и роликов (i = 1 … 12). Пусть нижние рабочие ролики лежат на одном горизонтальном уровне: H1 = H3 = H5 = H7 = H9 = H11 = 0 м (рис. 1).
Рис. 1 - Форма листа между двенадцатью рабочими роликами
При упругом изгибе листа (ρ≥ρт=hE/(2σт)) коэффициент пружинения листа β(ρ)=∞. При пластическом изгибе (ρ< ρт = hE/(2σт))
 где b - ширина листа. Для сталей Пс ≈ Пр = П.
При упругом изгибе листа [1-4]
где b - ширина листа. Для сталей Пс ≈ Пр = П.
При упругом изгибе листа [1-4]
Рис. 2 - График изгибающего момента M(r)
Пусть Mi - изгибающие моменты листа в точках касания с роликами: Остаточные напряжения
Остаточные напряжения
Остаточные напряжения листа после распружинивания показаны на рис. 3, где εт = E/σт, yт = σтρ/E - граница между упругой и пластической зонами. Наибольшие остаточные напряжения равны
![]()
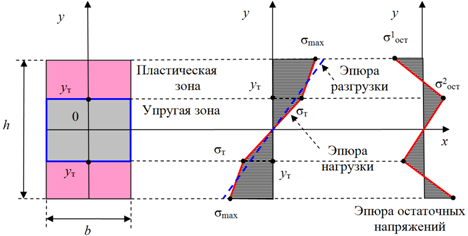
Рис. 3 - Остаточные напряжения в стенке листа
Остаточное напряженное состояние, сохраняющееся неограниченное время в материале или конструкции после ряда технологических операций, является внутренним состоянием изделия, никак не проявляющим себя внешне. Поэтому оно труднодоступно для измерения. Чтобы измерить остаточные напряжения при помощи тензодатчиков, следовало бы наклеить их по поверхности изделия до проведения технологических операций, а показания снимать после их проведения, что позволило бы определить накопившиеся деформации и, в случае, если они упруго связаны с напряжениями, то и накопившиеся остаточные напряжения. Конечно, практически - это нереально. Для измерения таких напряжений надо заставить их как-то проявить себя в готовом материале или конструкции. Одним из способов такого проявления является высвобождение напряжений путем высверливания зондирующего отверстия или создание его каким-либо другим способом, типа травления, пескоструйной или электроэрозионной обработки [1-11].
Доля пластическая деформация по толщине листа при изгибе
Доля пластической деформации по толщине листа равна

Относительная деформация поверхностных продольных волокон равна
![]()
В каждом структурном элементе (кристалле, зерне) реального поликристаллического металла листа упругие и пластические свойства проявляются различно по разным направлениям, однако обычно дезориентированное расположение мелких зерен в неподвергнутом значительному формоизменению металлическом конгломерате создает так называемую квазиизотропию материала, то есть равноценность свойств во всех направлениях.
В обычном широко распространенном представлении упругая и пластическая деформации тела, как результат относительного смещения отдельных составляющих элементов его объема, и возникающие в нем при этом благодаря действию внешних сил внутренние силы сопротивления, то есть напряжения, могут рассматриваться без какого-либо особого влияния на них времени, независимо от времени действия нагрузки, от скорости ее приложения к телу. Изучение общих законов пластических деформаций является предметом обширной отрасли знания, именуемой теорией пластичности.
Численные расчеты для доли пластической деформации по толщине листа и относительной деформации поверхностных продольных волокон в двенадцатироликовой машине при E = 2∙1011 Па, R = 0,125 м, σт = 500∙106 Па, h = 0,010 м, t = 0,270 м, ρ1 = -1 м, H12 = 0,375 мм, H10 = 0,75 мм, H8 = 1,5 мм, H6 = 3 мм, H4 = 6 мм и H2 = 12 мм показаны на рис. 4 и 5.
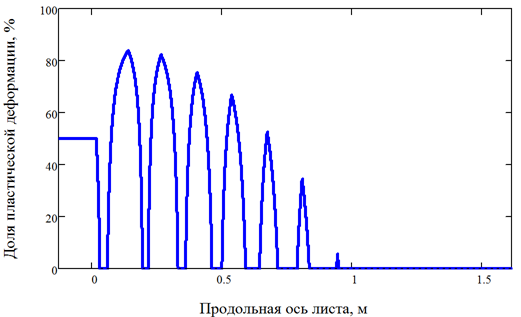
Рис. 4 - Доля пластической деформации по толщине листа
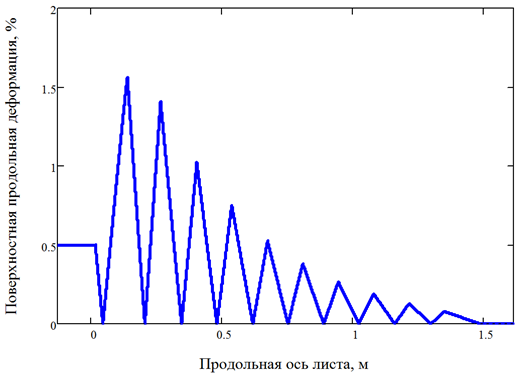
Рис. 5 - Относительная деформация поверхностных продольных волокон
Расчет силовых параметров двенадцатироликовой листоправильной машины
Пусть Ni, Mрi и Fпi (Fпi = Mрi/R) - соответственно реакция опоры, вращательный момент (передаваемый от редуктора) и подающее усилие (сила подачи) i-го ролика (i = 1 … 12) (рис. 6).
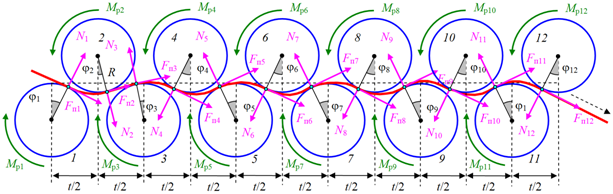
Рис. 6 - Силовые факторы, действующие на лист
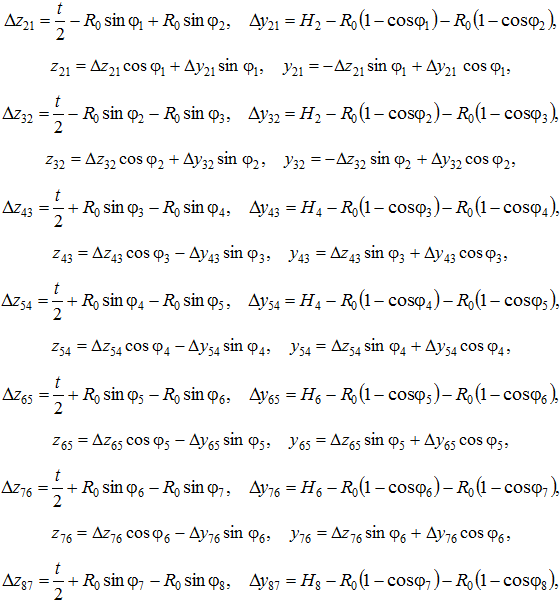
Построим двенадцать систем координат y−z в точках касания листа с роликами [3-11]. Оси y направим по радиусу роликов к их центру, а оси z - по касательной к поверхности роликов слева направо. Пусть yji и zji - координаты точек касания листа с j-ым роликом в i-ой системе координат.
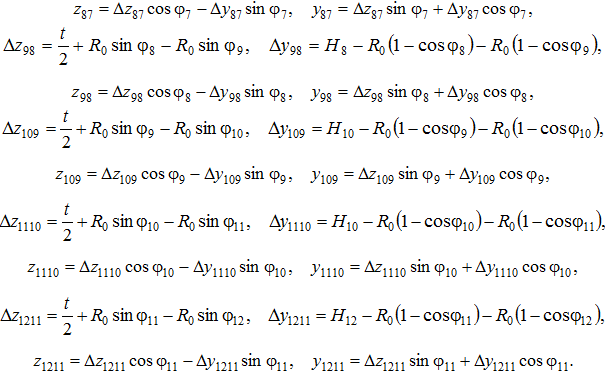
Проекции главных векторов сил в точках касания листа с роликами:
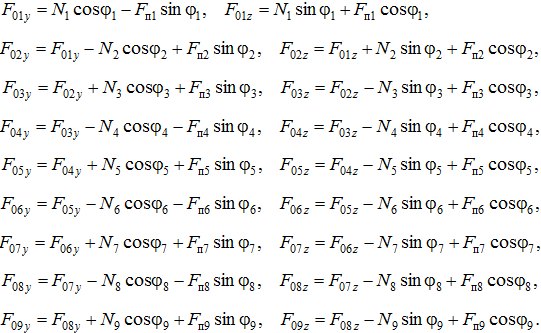
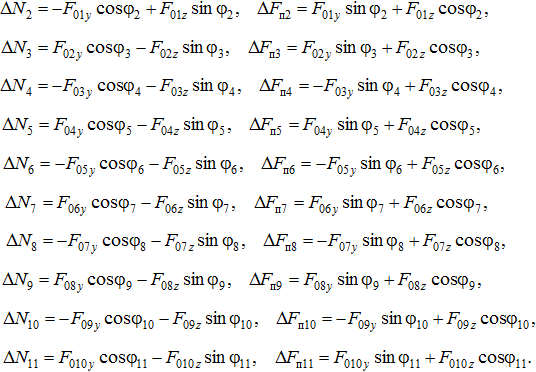
Добавки к реакциям сил в точках касания листа с роликами:
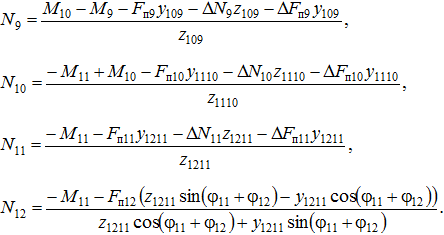
Нормальные реакции опор рабочих роликов в точках касания с листом:

Сталь в настоящее время остается важнейшим конструкционным материалом. Поэтому обеспечение металлообрабатывающей промышленности качественной стальной продукцией требуемого сортамента является первостепенной задачей сталеплавильных и прокатных заводов.
Постоянный рост производства во всех областях народного хозяйства как предпосылка для дальнейшего повышения материального и культурного уровня жизни народа предъявляет высокие требования к металлургической продукции, ее количеству, сортаменту и качеству. Экономия материалов при этом имеет важнейшее значение.
Это может быть достигнуто только путем улучшения качества металлургических полуфабрикатов. Применение принципиально новых способов получения металлопродукции и прогрессивных производственных процессов при возрастающей механизации и частичной автоматизации является важнейшим фактором для подъема эффективности производства и производительности труда. При этом предъявляются все возрастающие требования к качеству металлургической продукции.
В последние годы в металлургической промышленности достигнуты значительные успехи в улучшении качества. Потери от недостаточно высокого качества продукции постоянно уменьшаются. При дальнейшем уменьшении брака и предотвращении возникновения дефектов стальной продукции можно, однако, добиться еще более значительной экономии материала, рабочего времени и финансовых затрат в металлургической и обрабатывающих отраслях промышленности. Правильное распознавание встречающихся на практике дефектов, выяснение причин их образования и разработка мероприятия по их быстрому и полному устранению и предотвращению определяют повышение эффективности работы металлургической промышленности.
Предлагаемый выше метод правки поверхностных дефектов листовой стали имеет целью оказать помощь работникам металлургических предприятий в их работе по дальнейшему снижению потерь на отдельных этапах металлургического передела.
Литература
- Королев А.А. Механическое оборудование прокатных и трубных цехов. - М.: Металлургия, 1987. - 480с.
- Целиков А.И., Полухин П.И., Гребеник В.М. и др. Машины и агрегаты металлургических заводов. Т. 3. Машины и агрегаты для производства и отделки проката. - М.: Металлургия, 1988. - 680с.
- Шинкин В.Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
- Шинкин В.Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
- Shinkin V.N., Kolikov A.P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. - 2011. - Vol. 41. - No. 1. - P. 61-66.
- Shinkin V.N., Kolikov A.P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. - 2011. - Vol. 41. - No. 6. - P. 528-531.
- Shinkin V.N., Kolikov A.P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. - 2012. - Vol. 55. - Nos. 11-12. - P. 833-840.
- Шинкин В.Н., Федотов О.В. Расчет технологических параметров правки стальной горячекатаной рулонной полосы на пятироликовой машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. - 2013. - № 9. - С. 43-48.
- Шинкин В.Н., Барыков А.М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. - 2014. - № 5. - С. 7-15.
- Шинкин В.Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. - 2014. - № 8. - С. 26-34.
- Шинкин В.Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. - 2015. - № 1. - С. 42-48.
References
- Korolev, A.A. (1987) Mechanical equipment of rolling and pipe shops, Metallurgy, Moscow.
- Tselikov, A.I., Poluhin, P.I., Grebenik, V.M., and others (1988) Machines and units of metallurgical plants, Vol. 3: Machines and units for production and decoration rolling, Metallurgy, Moscow.
- Shinkin, V.N. (2013) Strength of materials for metallurgists, Izd. Dom MISiS, Moscow.
- Shinkin, V.N. (2014) Continuum mechanics for metallurgists, Izd. Dom MISiS, Moscow.
- Shinkin V.N. and Kolikov A.P. (2011) ‘Simulation of the shaping of blanks for large-diameter pipe’, Steel in Translation, Vol. 41, No. 1, pp. 61-66.
- Shinkin V.N. and Kolikov A.P. (2011) ‘Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe’, Steel in Translation, Vol. 41, No. 6, pp. 528-531.
- Shinkin V.N. and Kolikov A.P. (2012) ‘Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology’, Metallurgist, Vol. 55, Nos. 11-12, pp. 833-840.
- Shinkin, V.N. and Fedotov, O.B. (2013) ‘Calculation of technological parameters of five-roller sheet-straightening machine by the Fagor Arrasate company under manufacture of steel sheet from hot-rolled coil’, Rolling, No. 9, pp.43-48.
- Shinkin, V.N. and Barykov, A.M. (2014) ‘Technological parameter calculation of cold flattening of steel sheet on nine-roller plate-flattening machine SMS Siemag at metallurgical complex of mill 5000’, Rolling, No. 5, pp.7-15.
- Shinkin, V.N. (2014) ‘Production parameter calculation for steel plate leveling at eleven-roller plate-leveling machine of cross cutting line Fagor Arrasate’, Rolling, No. 8, pp.26-34.
- Shinkin, V.N. (2015) ‘Mathematical model of steel sheet flattening on fifteen-roller sheet-straightening machine of cutting-to-length line by Fagor Arrasate company’, Rolling, No. 1, pp. 42-48.