DEVICE PROVIDING THE RIGIDITY OF THE INSTRUMENTAL SYSTEM DURING FORMING THROUGH THE PLANETARY GEAR

Гречухин А.Н.1, Разумов М.С.2, Чевычелов С.А.3.
1 Аспирант, Юго-Западный государственный университет; 2 Кандидат технических наук, Юго-Западный государственный университет; 3 Кандидат технических наук, доцент, Юго-Западный государственный университет
Работа выполнена в рамках гранта Президента РФ НШ-4423.2012.8
УСТРОЙСТВО ОБЕСПЕЧЕНИЯ ЖЕСТКОСТИ ИНСТРУМЕНТАЛЬНОЙ СИСТЕМЫ ПРИ ФОРМООБРАЗОВАНИИ ПЛАНЕТАРНЫМ МЕХАНИЗМОМ ПОСТОИТЕЛЕМ
Аннотация
В статье рассмотрено устройство для формообразования профильной части пружин железнодорожного транспорта посредством планетарных движений режущих кромок инструмента. Предложен способ обеспечения осевой жесткости металлорежущего инструмента.
Ключевые слова: пружина, планетарный механизм, осевая жесткость.
Grechuhin A.N.1 , Razumov M.S.2, Chevychelov S.A.3
Post-graduate student, Southwest State University 1; Candidate of science, Southwest State University 2; Candidate of science, senior lecturer, Southwest State University 3
DEVICE PROVIDING THE RIGIDITY OF THE INSTRUMENTAL SYSTEM DURING FORMING THROUGH THE PLANETARY GEAR
Abstract
This article reviews a device for forming a profile part of springs for railway transport through the planetary movements of the cutting edges of the tool. Proposed method of ensuring axial rigidity of the metal-cutting tools.
Keywords: spring, the planetary mechanism, axial rigidity.
Железнодорожный транспорт является одной из важнейших составляющих транспортной системы Российской Федерации.
Одним из важнейших элементов пассажирских и грузовых железнодорожных вагонов, обеспечивающих комфорт, безопасность, является система рессорного подвешивания, в состав которой входят упругие элементы, возвращающие устройства и гасители колебаний.
В системе рессорного подвешивания современных вагонов в качестве упругих элементов наибольшее распространение получили цилиндрические пружины. [1].
Технологический процесс изготовления витых пружин включает следующие операции: контроль стали перед пуском в производство, резка прутков, формирование профильной части заготовки, нагрев под навивку, навивка, термообработка, упрочнение, снятие остаточной деформации, обработка торцов, испытание, контрольная проверка и окрашивание с последующей сушкой.
Наиболее трудоемкой операцией является формообразование профильной части заготовок и навивка. И если для навивки применяют оправки для навивки пружин в горячем состоянии, и альтернативы этому нет, то для формообразования профильной части существует ряд способов
Проведенный анализ показал, что наиболее перспективной технологией является технология формообразования профильной части заготовок пружин посредством управляемых планетарных перемещений инструментов [2].
Устройство для обработки профильной части заготовок пружин железнодорожного транспорта представляет собой планетарный механизм, на валах сателлитов которого размещены резцовые блоки [3,4].
Однако устройство не обладает достаточной жесткостью, в связи с высокими силами резания и большой длинной режущей кромки инструмента.
Таким образом, актуальной задачей является повышение жесткости инструментальной системы.
Поставленная задача решается тем, что резцовые блоки закрепляются на валу посредством крепежных болтов и шайб таким образом, что между шайбами 8 и 9 находится подшипники 10, которые взаимодействует с подшипником качения 11 и с подшипником скольжения 12, которые закреплены в задней стенке устройства обеспечения жесткости инструментальной системы при формообразовании профильной части заготовки пружины железнодорожного транспорта 13 имеющей осевое отверстие для подачи заготовки, причем задняя стенка устройства обеспечения жесткости инструментальной системы при формообразовании профильной части заготовки пружины железнодорожного транспорта 13 закрепляется на плите 14, которая закреплена посредством болтов 15, крепежных планок 16 на станине токарного станка.
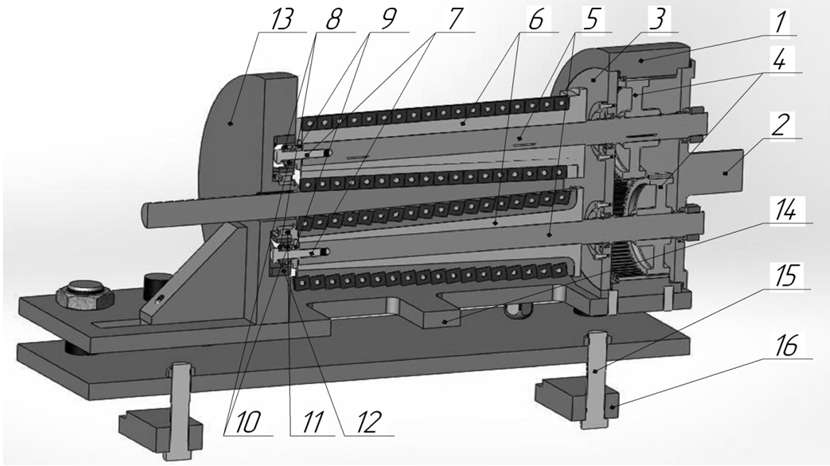
Рис.1 - Устройство для обработки профильной части пружин совместно с устройством обеспечения жесткости
Устройство работает следующим образом, на станине токарного устанавливается пластина, на которой закрепляется неподвижное зубчатое колесо 1, с одной стороны зубчатого колеса 1 расположена планшайба 2. С другой стороны находится крышка 3. Планшайба 2, крышка 3 и зубчатое колесо 1 образуют камеру. В камере расположены планетарные зубчатые колеса 4 закрепленные на валах 5. Резцовые блоки закрепляются на валах посредством крепежных болтов 7, а между шайб 8,9 закрепляют подшипники 10. В задней стенке устройства обеспечения жесткости инструментальной системы при формообразовании профильной части заготовки пружины железнодорожного транспорта 13, имеющей осевое отверстие для подачи заготовки, закрепляют подшипник качения 11 и подшипник скольжения 12, задняя стенка устройства обеспечения жесткости инструментальной системы при формообразовании профильной части заготовки пружины железнодорожного транспорта 13 закрепляется плиту 14. Для замены или обслуживания резцовых блоков, задняя стенка устройства обеспечения жесткости инструментальной системы при формообразовании профильной части заготовки пружины железнодорожного транспорта 13, имеет возможность перемещения вдоль плиты.
Данное устройство позволит повысить жесткость инструментальной системы, и повысить точности обработки.
Литература
- Упругие элементы рессорного подвешивания [Электронный ресурс]. – Режим доступа: http://www.vagoni-jd.ru/razdel_03.4.1%20elementi. php.html (дата обращения: 12.04.13).
- Анализ способов формообразования профильной части заготовок пружин для тележек железнодорожных вагонов [Текст] / А.Н. Гречухин, С.А. Чевычелов, М.С. Разумов, // Перспективное развитие науки, техники и технологии: Материалы 2-й международной научно-практической конференции Курск, 2012., ТОМ 1 С. 108–111.
- Разумов, М.С. Повышение производительности формообразования многогранных наружных поверхностей посредством планетарного механизма [Текст]: дисс. канд. техн. наук / М.С, Разумов Курск, 2011. – 158 с.
- Пат. 2391184 Российская Федерация: МПК 7 В 23 В 5/44. Устройство для обработки профильной части пружин железнодорожного транспорта [Текст] / Разумов М.С., Чевычелов С.А., ГречухинА.Н., Гладышкин А.О., Хижняк Н.А.; заявитель и патентообладатель Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Юго-Западный государственный университет" . № 2012156310/02; заявл. 24.12.2012; опубл. 27.07.2013, Бюл. № 21.