A NEW METHOD OF PRODUCING HIGH-STRENGTH REINFORCING WIRE

Харитонов В.А.1, Усанов М.Ю.2
1Кандидат технических наук, профессор, Магнитогорский государственный технический университет; 2старший преподаватель, Магнитогорский государственный технический университет филиал в г. Белорецке
НОВЫЙ СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ АРМАТУРНОЙ ПРОВОЛОКИ
Аннотация
В работе показано, что проволочив заготовку в монолитной волоке и осуществив сдвоенную реверсивную радиально-сдвиговую протяжку можно улучшить поверхностный слой арматурной проволоки перед профилированием.
Ключевые слова: проволока, волочение, радиально-сдвиговая протяжка, накопленная степень деформации.
Kharitonov V.A.1, Usanov M.Yu.2
1Candidate of Technical Sciences, Professor, Magnitogorsk State Technical University; 2senior Lecturer, The Branch of Magnitogorsk State Technical University in Beloretsk
A NEW METHOD OF PRODUCING HIGH-STRENGTH REINFORCING WIRE
Abstract
The paper shows that to draw work piece in a monolithic die and performing dual reverse- radial displacement broach can be improved the surface layer of reinforcing wire before profiling
Keywords: wire, drawing, radial displacement broach, the accumulated amount of deformation.
Арматурная проволока должна иметь высокие прочностные, пластические свойства, низкие потери от релаксации напряжений и при этом иметь высокое сцепление с бетоном, для чего на ее поверхность наносят выступы и вмятины. Арматурную проволоку изготавливают из высокоуглеродистой стали волочением в монолитных волоках из катанки, имеющей феррито-цементитного структуру (сорбит). В ходе процесса волочения расстояние между пластинами цементита, характеризующее размер зерна, непрерывно уменьшается при увеличении накопленной степени деформации [1]. При волочении заготовка вытягивается в одном направлении - вдоль продольной оси, и в этом случае повороты главной оси тензора деформации относительно этого направления незначительны, что позволяет отнести этот процесс к квазимонотонным. В металлах при квазимонотонной деформации образуется ярко выраженная аксиальная текстура [2]. Причем, в поверхностных слоях накаливаются растягивающие напряжения. Потом на поверхность наносят периодический профиль, который вызывает дополнительное дробление зерен, что приводит к появлению концентраторов напряжений и снижению механических свойств проволоки. Нами предлагается, сначала проволочить заготовку, а что бы получить более качественный поверхностный слой применять сдвоенную радиально-сдвиговую протяжку перед профилированием. Метод, получивший название радиально-сдвиговая протяжка (РСПр) предложен на кафедре машиностроительных и металлургических технологий МГТУ им Г.И. Носова [3]. РСПр основана на методе радиально-сдвиговой прокатки, с тем отличием, что не происходит кручение заготовки и деформация осуществляется в холодном состоянии. Деформация при радиально-сдвиговой протяжке металла приводит к геликоидальному течению, причем чтобы удвоить степень накопленной деформации необходимо осуществить две протяжки с одинаковой вытяжкой и вращением роликовых кассет в разные стороны. Накопленная деформация кроме вытяжки увеличивается еще и за счет скручивания, которую можно определить по формуле:  , где – угол скручивания.
, где – угол скручивания.
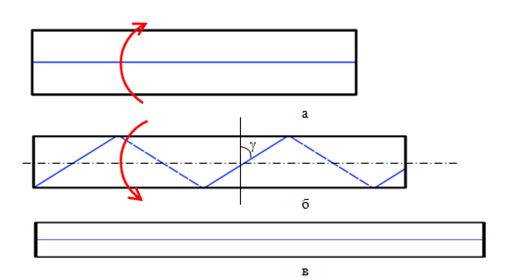
Рис. 1 - Характер течения при радиально-сдвиговой деформации
а – первая радиально-сдвиговая деформация
б – вторая радиально-сдвиговая деформация (реверсивно первой)
в – проволока после двукратной радиально-сдвиговой протяжки
Если на исходную заготовку нанести риску на боковую поверхность параллельно оси (рис. 1 а) и осуществить радиально-сдвиговую деформацию, то риска превратится в спиральную линию с углом скручивания (рис. 1 б). А вторую радиально-сдвиговую деформацию осуществить с вращением в противоположную сторону, то риска превратится обратно в прямую линию (рис. 1 в).
В результате такой обработки на поверхности проволоки формируется мелкодисперсная равноосная линейная структура без разрушений, с сжимающими остаточными напряжениями. Максимально пластичный периферийный слой металла и спиралезованное в жгут строение с переменным по сечению углом подъема структурных волокон придают заготовкам высокую устойчивость к зарождению трещин, разрывов и расслоений.
Важным элементом является высокая способность спиралезованной структуры к точному заполнению фасонных калибров сложной формы.
Например, рассмотрим два маршрута.
Заготовку из катанки, имеющей сорбитную структуру с размером зерна 200 нм, обрабатывали в монолитных волоках по маршруту: 16,00→14,25→12,85→11,73→10,80→10,00. Была получена готовая проволока с размером зерна 125 нм, а накопленная степень деформации 0,94.
Новый способ включал две протяжки в монолитных волоках и две протяжки в роликовых волоках с пластическим кручением в разные стороны. Накопленная степень деформации составит 1,58 по маршруту: 16,00→14,42→13,00→11,40→10,00 мм. При этом была получена проволока с размером зерна 91 нм. и использовано 2 волочильных барабана вместо 5 в первом варианте.
На предлагаемый способ получено положительное решение о выдаче патента РФ от 26.07.2013, регистрационный номер заявки – 2012146886, Харитонов В.А., Усанов М.Ю. «Способ получения высокопрочной арматурной проволоки периодического профиля».
Литература
- Битков В.В. Технология и машины для производства проволоки. Екатеринбург: УрО РАН, 2004. - 343с.
- Утяшев Ф.3. Современные методы интенсивной пластической деформации: учебное пособие; Уфимск. гос. авиац. техн. ун-т. - Уфа: УГАТУ, 2008.-313 с.
- Совершенствование режимов деформации и инструмента при волочении круглой проволоки // Харитонов В.А., Манякин А.Ю., Чукин М.В., Дремин Ю.А., Тикеев М.А., Усанов М.Ю.: монография. Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова, 2011. 174 с.