GRAPHITE ANODES IN MAGNESIUM ELECTROLYSIS

ГРАФИТОВЫЕ АНОДЫ В ЭЛЕКТРОЛИЗЕ МАГНИЯ
Научная статья
Еремин Р.Н.1, *, Матыльский Б.Э.2
1, 2 Санкт-Петербургский горный университет, Санкт-Петербург, Россия
* Корреспондирующий автор (intruder55[at]bk.com)
АннотацияЭлектролиз расплава хлоридов является одним из основных способов получения металлического магния. Данная технология зачастую сопряжена с производством титана. Продуктом электролиза также является газообразный хлор, выделяющийся на анодах.
Аноды магниевых электролизеров изготавливаются из склеиваемых друг с другом блоков искусственного графита. К анодам предъявляются требования по устойчивости к воздействию газообразного хлора и кислорода воздуха, инертностью относительно электролита, высоким показателям механической прочности и электропроводности.
Изменение профиля анода в ходе эксплуатации за счет механического износа и окисления поверхности в значительной степени влияет на выход по току и целесообразность дальнейшего ведения процесса. Основными причинами уменьшения площади поверхности анода являются: электрохимический износ за счет выделения кислорода, абразивный износ за счет истирания твердыми частицами электролита, окисление при температурах от 500 до 700 ⁰С. Для минимизации расхода анода необходимо определение степени влияния каждого из данных факторов.
В данной работе проведен анализ факторов, влияющих на разрушение анодов, а также описан опыт их оценки с помощью лабораторного электролизера.
Ключевые слова: электролиз магния, графитовый анод, искусственный графит, абразивный износ.
GRAPHITE ANODES IN MAGNESIUM ELECTROLYSIS
Research article
Eremin R.N.1, *, Matylsky B.E.2
1, 2 Saint Petersburg Mining University, Saint Petersburg, Russia
* Corresponding author (intruder55[at]bk.com)
AbstractElectrolysis of molten chlorides is one of the main methods for obtaining metallic magnesium. This technology is often associated with the production of titanium. The product of electrolysis is also chlorine gas released on the anodes.
The anodes of magnesium electrolyzers are made of artificial graphite blocks glued together. The anodes are subject to requirements for resistance to the effects of gaseous chlorine and oxygen in the air, inertia relative to the electrolyte, high mechanical strength, and electrical conductivity.
Changing the profile of the anode during operation due to mechanical wear and oxidation of the surface significantly affects the current output and the feasibility of further conducting the process. The main reasons for reducing the surface area of the anode are electrochemical wear due to the release of oxygen, abrasive wear due to abrasion by solid particles of the electrolyte, oxidation at temperatures from 500 to 700 ° C. To minimize anode consumption, it is necessary to determine the degree of influence of each of these factors.
The current article conducts an analysis of factors affecting the destruction of anodes and describes the experience of their evaluation using a laboratory electrolyzer.
Keywords: magnesium electrolysis, graphite anode, artificial graphite, abrasive wear.
Введение
Технология электролиза магния, не смотря на ряд усовершенствований, в целом не испытывала кардинальных изменений с момента запуска первого электролизера в 1883 году. Существующие технологии электролитического производства магния различаются способами получения исходного магниевого сырья и конструкциями магниевых элекролизеров [1], [2].
Главным сырьевым источником для получения магния электролитическим методом служат его хлориды: бишофит MgCl2∙6H2O и карналлит KCl∙MgCl2∙6H2O, которые обезвоживают в две стадии [3], [4].
В магниевом производстве наряду с магнием товарной продукцией является хлор, образующийся на анодах. Повышение извлечения хлора в процессе электролиза важная задача магниевой промышленности. Эффективность технологического процесса и интервал между капитальными ремонтами в значительной степени определяется анодами и их характеристиками. Оценка стойкости графитовых анодов в технологических средах в промышленных условиях затруднительна вследствие большой инертности данных систем. Существует необходимость обеспечения достоверной оценки в лабораторных условиях стойкости анодов к разрушению.
Основная часть
- Аноды магниевых электролизеров
Аноды магниевых электролизеров предназначены для подвода электрического тока и разряда на них анионов хлора [5]. К анодам предъявляются следующие требования:
- устойчивость к воздействию газообразного хлора, расплавленного электролита и кислорода воздуха;
- высокие электропроводность и механическая прочность;
- низкая стоимость.
В магниевом электролизере конструкция анода представляет собой несколько графитовых брусьев, которые притираются и склеиваются смазкой из графитового порошка и калиевого жидкого стекла. Сечение брусьев составляет приблизительно 350×150..200 мм [6].
Уменьшение поперечного сечения анодов может приводить к снижению срока службы электролизера и ухудшению технико-экономических показателей. Изменение размеров анодов в ходе технологического процесса определяется косвенно по токовой нагрузке.
- Причины разрушения анодов
В процессе электролитического получения магния графитированный анод находится в агрессивных условиях. Рабочая часть анода, на которой выделяется хлор, погружена в электролит. Она разрушается главным образом за счет электрохимического взаимодействия с примесями, содержащимися в расплаве. Наиболее опасными являются гидроксид и сульфат ионы, разряд которых приводит к выделению кислорода, окисляющего углерод анода. Механическое воздействие расплавленного электролита оказывает значительно меньшее влияние.
Вторая часть анода (токоведущий элемент) находится между электролитом и токоподводами. При верхнем вводе один токоведущий участок анода находится в газовой среде, содержащей до 90% (объемн.) хлора и до 10% воздуха. Температура в этом пространстве изменяется от 500 до 700 °С. При этом в данном температурном диапазоне происходит окисление графита по механизму, описанному в [7], [8]. Вследствие окисления происходит изменение межэлектродного пространства [6], [9].
Также твердые частицы электролита могут приводить к изнашиванию образцов анодов. Абразивный износ анодов связан с присутствием в электролите MgO и MgOHCl, в виду их нерастворимости в электролите. Предполагается, что доля механического износа анодов незначительна [10], [11]. Сопротивление к такому типу износа коррелирует с размером гранул коксового наполнителя в исходной сырьевой смеси для производства анодов, объемной плотностью и механической прочностью [12]. Уменьшение среднего размера гранул наполнителя приводит также к уменьшению количества связующего, что положительно влияет на стойкость анода к окислению кислородом. Помимо этого, следует обратить внимание на содержание золы в анодах из-за более высокой ее склонности к окислению.
Таким образом, основными причинами разрушения анодов являются:
- окисление на границе расплав – газовая фаза, вследствие подсоса воздуха через неплотности электролизера;
- разряд на аноде гидроксид- и сульфат-ионов; участие углерода в реакциях хлорирования оксида магния газообразным хлором, которые протекают в объеме электролита; механические повреждения, возникающие в процессе технологических обработок.
- Замена электродов
Замену электродов осуществляют по мере изменения выхода по току. Конструктивные особенности магниевых электролизеров позволяют осуществлять замену анодов только в электролизерах с верхним вводом анодов, как диафрагменных так и бездиафрагменных. Для остальных случаев необходима остановка электролизера на капитальный ремонт. Новый анод перед установкой проходит ряд предварительных операций. Верхняя часть анодных брусьев пропитывается растворами ортофосфорной кислоты или расплавами метафосфатов калия или натрия. Затем анодные брусья склеиваются между собой специальной замазкой. Требуемую жесткость аноду придает медный токоподвод, закрепляемый путем болтового соединения. Подготовленный анод, предварительно подогретый до 350 – 400 °С, вводят взамен прежнего в соответствующее окно анодного перекрытия, тщательно выставляют для обеспечения плоскопараллельного размещения относительно катодной поверхности, уплотняют асбестовым шнуром и огнеупорной замазкой и подключают к шинопроводу.
- Конструкции лабораторных электролизеров
Оценку устойчивости графитовых анодов можно проводить путем физического моделирования в лабораторных условиях, которое для пирометаллургических процессов сопряжено с рядом трудностей и носит достаточно условный характер. Тем не менее, для ряда систем это единственная возможность изучения влияния на технологический процесс переменных факторов. Был проведен анализ известного опыта моделирования процесса электролитического получения магния в лабораторных условиях. Очевидно, что основными параметрами, которые можно воспроизвести и изменять, являются температура электролита, его состав и скорость движения
В открытых источниках описаны конструкции лабораторных электролизеров. На рисунке 1 представлен один из них. Установка представляет собой тигель из термо- и коррозионно-стойкого материала (например, фарфор, кварц, алунд), установленный в электрической печи сопротивления, обеспечивающей заданный температурный режим электролиза, регулирование которого реализуется по показаниям термопары типа K, помещенной внутрь установки. Электроды смонтированы на подвижном штативе, позволяющем перемещать их в вертикальной плоскости изменять тем самым межполюсное расстояние. Анод выполнен из графита, катод – из стали. Электродные пространства разделены керамической перегородкой. Источником тока является выпрямительное устройство с измерительными приборами, установленными на выходе (вольтметр, амперметр).
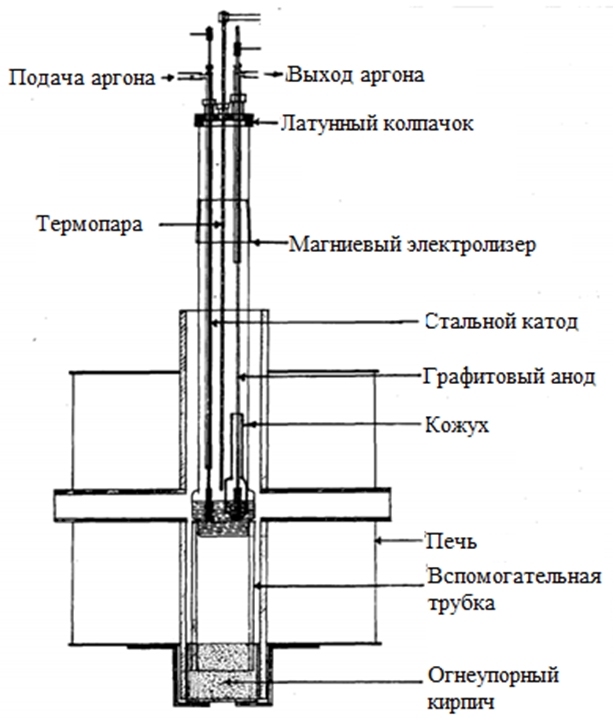
Рис. 1 – Лабораторная электролитическая ячейка для получения Mg [13]
Очевидным недостатком подобной конструкции для решения поставленной задачи являются недостаточные размеры электродов и объем электролит, что не позволяет получать адекватные данные об устойчивости анодных материалов.
На рисунке 2 показана электролизная установка (а) и электродная сборка (б), которые помещены в алюминиевый тигель, расположенный в более широком сосуде из нержавеющей стали. Алюминиевая оболочка на вершине тигля предотвращает попадание продуктов коррозии из стального сосуда в электролит. Крышка электролизера герметизирует вершину внешнего сосуда для предотвращения доступа воздуха или влаги в ячейку.
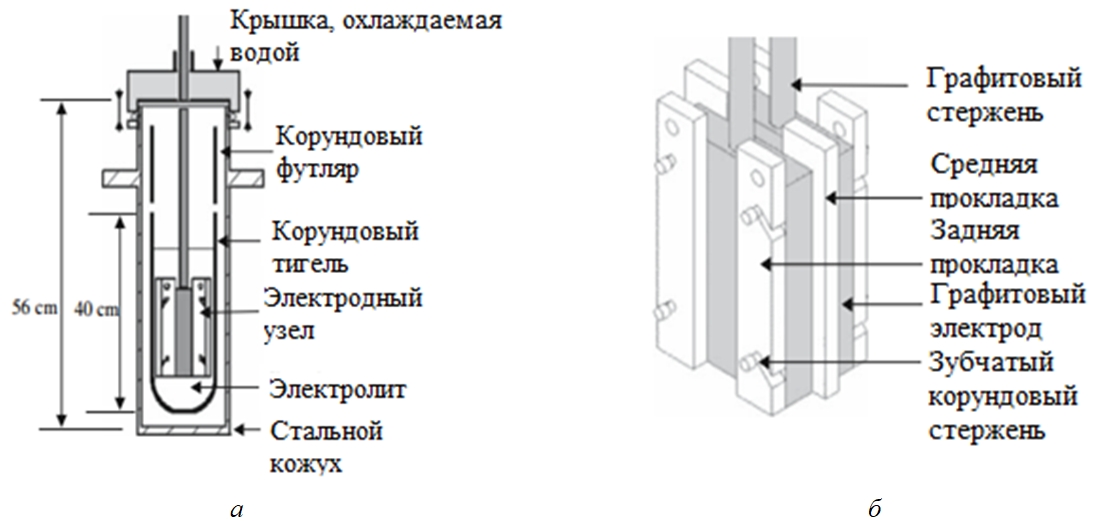
Рис. 2 – Электролизная установка (а) и электродная сборка (б) [14]
Недостаток данной конструкции – не предусмотрена циркуляция воздуха в реакционной зоне, которая позволила бы воспроизводить подсосы воздуха на промышленных электролизерах.
- Разработки и создание лабораторной установки
Разработанная и использованная для проведения предварительных экспериментов по устойчивости анодных материалов лабораторная электролитическая ячейка представлена на рисунке 3. Она состоит из корпуса 19, внутри которого находится графитовый тигель 6 с расплавом электролита 7, в который помещается исследуемый образец 8, соединенный посредством резьбового соединения с валом верхнеприводной мешалки 17, приводящей анод во вращение. Для поддержания температуры электролитическая ячейка помещается в печь, которая состоит из корпуса 1 и нагревательных стержней 2. Температура контролируется при помощи термопары типа «К», помещенной в стальной чехол 4, погруженный в расплав электролита 7, и корректируется посредством терморегулятора 10. Постоянный ток подводится от источника 14 на вал посредством соединения 16 и отводится от металлического кольца 5, охватывающего тигель 6. Между кольцом 5 и корпусом ячейки, как и между корпусами печи и ячейки проложен слой электроизоляции 3. Разрежение в ячейке создается посредством вакуум-линии и контролируется вакуумметром 12. Образующийся в ходе электролиза хлор абсорбируется в поглотительном растворе 13, находящемся в герметичной емкости 20. Для герметизации ячейки и обеспечения вращения вала предусмотрен диэлектрический подшипник скольжения 15, установленный на конце втулки со змеевиком водяного охлаждения 18.
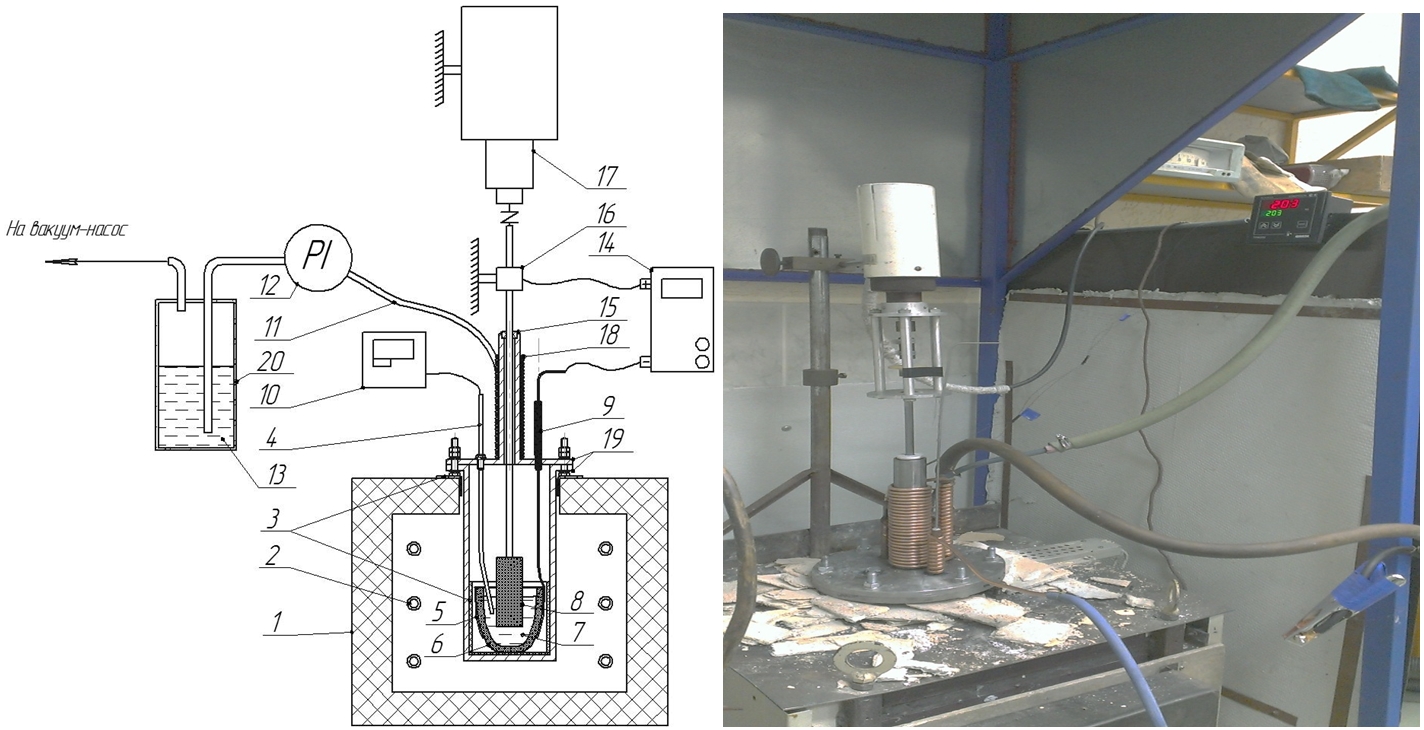
Рис. 3 – Схема лабораторного электролизера для оценки стойкости графита ЭГП в условиях процесса электролитического получения Mg
Таблица 1 – Технические параметры лабораторного электролизера
| Габаритные размеры ДхШхВ, мм | 500х1000х1500 |
| Скорость вращения образца, об/мин | ≥300 |
| Температурный интервал, °С | 20..800 |
| Время бесперебойной работы, ч | ≥12 |
| Абсолютное давление в рабочем режиме, Па | 700 |
| Нагрузка постоянного тока, А | ≥40 |
| Анодная плотность тока, А/см2 | ≥0,3 |
- Испытание анодов марки в лабораторной электролитической ячейке
Для оценки возможности применения лабораторной электролитической ячейки была проведена серия опытов на изготовленной установке. Испытания проводились на цилиндрических образцах графитированных электродов марки ЭГП следующих геометрических размеров: высота H – 120 мм, диаметр D – 45 мм. Образец помещался в расплав электролита на 2/3 высоты. Плотность тока составляла 0,3 А/см2. Использовали электролит следующего состава: NaCl ~ 40%, KCl ~ около 40%, MgCl2 ~ 9 – 18%, CaF2 - не менее 0,2% по F иону. Скорость вращения образца – 4 оборота в секунду. Температура – 700 °С.
Образец после испытаний на протяжении 12 ч. (рисунок 4) показал небольшую прибыль массы, которая объясняется кристаллизацией электролита на его поверхности. При помощи штангенциркуля определили диаметр образца после опыта с точностью 0,1мм. Измерения проводили в 3 точках: отступая 5 мм от торцов и в середине образца. Геометрические размеры образца в ходе опыта остались неизменными.

Рис. 4 – Тестируемый образец анода после 12 часовой выдержки в электролите
Очевидно, 12 часов недостаточно для получения значимых результатов, позволяющих судить о характере разрушения образцов графитированных электродов, используемых в качестве анодов. Увеличение продолжительности опыта приведет к существенному увеличению трудоемкости и не обеспечит гарантированное получение адекватных результатов. Кислорода, подсасываемого с воздухом через конструктивные элементы, недостаточно для окисления непогруженной в электролит части образца, а создание атмосферы с постоянным соотношением Cl2/O2 не представляется возможным.
ЗаключениеДля физического моделирования в лабораторных условиях процесса электролитического получения магния может быть использована разработанная установка. При этом существует возможность перенести с промышленных условий ряд определяющих протекание процесса параметров, таких как температура процесса, состав и скорость движения электролита, плотность тока.
Для оценки устойчивости к разрушению графитовых анодов испытания в лабораторной ячейке не подходят, поскольку не обеспечивают получение значимых результатов за относительно короткие временные интервалы. Причиной этого является слишком низкий вклад абразивного и химического износа поверхности анодов за счет контакта с электролитом. По всей видимости, основной вклад в разрушение анодов вносит окисление кислородом воздуха, попадающего в пространство над электролитом элеткролоизеров с верхним вводом анодов через конструктивные неплотности. По этой причине представляется целесообразным оценивать материал анодов на устойчивость в условиях технологического процесса путем изотермической выдержки при температуре электролиза в избытке воздуха.
| Конфликт интересов Не указан. | Conflict of Interest None declared. |
Список литературы / References
- Liu C. Scale‐up design of a 300 kA magnesium electrolysis cell based on thermo‐electric mathematical models / C. Liu et al. // The Canadian Journal of Chemical Engineering. – 2014. – Vol. 92. – №. 7. – P. 1197-1206.
- Liu C. L. Analysis of magnesium droplets characteristics and separation performance in a magnesium electrolysis cell based on multiphysical modeling / C. Liu et al. // Arabian Journal for Science and Engineering. – 2018. – Vol. 43. – №. 11. – P. 5965-5976.
- Güden M. Electrolysis of MgCl 2 with a top inserted anode and an Mg-Pb cathode / M. Güden, İ. Karakaya // Journal of applied electrochemistry. – 1994. – Vol. 24. – №. 8. – P. 791-797.
- Wypartowicz J. The solubility of magnesium metal and the recombination reaction in the industrial magnesium electrolysis / J. Wypartowicz, T. Østvold, H. A. Øye // Electrochimica Acta. – 1980. – Vol. 25. – №. 2. – P. 151-156
- Cathro K. J. Electrowinning magnesium from its oxide in a melt containing neodymium chloride / K. J. Cathro, R. L. Deutscher, R. A. Sharma // Journal of applied electrochemistry. – 1997. – Vol. 27. – №. 4. – P. 404-413.
- Лебедев В.И. Металлургия магния: учеб. пособие / В.И. Лебедев, В.И. Седых. – Иркутск: ИрГТУ, 2010. – 176 с.
- Kim E. S. Experimental study on the oxidation of nuclear graphite and development of an oxidation model / E. S. Kim, H. C. No // Journal of Nuclear Materials. – 2006. – Vol. 349. – №. 1-2. – P. 182-194.
- Theodosiou A. The complete oxidation of nuclear graphite waste via thermal treatment: An alternative to geological disposal / A. Theodosiou et al. //Journal of Nuclear Materials. – 2018. – Vol. 507. – P. 208-217
- Haarberg G. M. Trends and Challenges for Electrowinning of Aluminium and Magnesium from Molten Salt Electrolytes / G. M. Haarberg // TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings. – Springer, Cham, 2020. – P. 1911-1922
- Rubenstein J. Wear testing of inert anodes for magnesium electrolyzers / J. Rubenstein, B. Davis // Metallurgical and Materials Transactions B. – 2007. – Vol. 38. – №. 2. – P. 193-201.
- Li B. Electrochemical investigation on chlorine and electrolyte intercalation into graphite anodes during magnesium electrolysis process / B. Li et al. // Magnesium Technology 2012. – Springer, Cham, 2012. – P. 71-73.
- Николаев И.В. Металлургия легких металлов: учебник для вузов / И.В. Николаев, В.И. Москвитин, B.A. Фомин // M. : Интернет Инжиниринг, 2005. — 416 с.
- Sadoway D.R. Transport phenomena in improved electrochemical cell design for the production of magnesium / D.R. Sadoway // Applied science division.- 1983.- 43p.
- Rubenstein J. Wear Testing of Inert Anodes for Magnesium Electrolyzers / J.Rubenstein, B. Davis // Metallurgical and Materials Transactions B. - 2007. - V. 38 - № 2. - P. 193-201
Список литературы на английском языке / References in English
- Liu C. Scale‐up design of a 300 kA magnesium electrolysis cell based on thermo‐electric mathematical models / C. Liu et al. // The Canadian Journal of Chemical Engineering. – 2014. – Vol. 92. – №. 7. – P. 1197-1206.
- Liu C. L. Analysis of magnesium droplets characteristics and separation performance in a magnesium electrolysis cell based on multiphysical modeling / C. Liu et al. // Arabian Journal for Science and Engineering. – 2018. – Vol. 43. – №. 11. – P. 5965-5976.
- Güden M. Electrolysis of MgCl 2 with a top inserted anode and an Mg-Pb cathode / M. Güden, İ. Karakaya // Journal of applied electrochemistry. – 1994. – Vol. 24. – №. 8. – P. 791-797.
- Wypartowicz J. The solubility of magnesium metal and the recombination reaction in the industrial magnesium electrolysis / J. Wypartowicz, T. Østvold, H. A. Øye // Electrochimica Acta. – 1980. – Vol. 25. – №. 2. – P. 151-156
- Cathro K. J. Electrowinning magnesium from its oxide in a melt containing neodymium chloride / K. J. Cathro, R. L. Deutscher, R. A. Sharma // Journal of applied electrochemistry. – 1997. – Vol. 27. – №. 4. – P. 404-413.
- Lebedev V.I. Metallurgiya magniya: ucheb. Posobie [Metallurgy of magnesium] / V.I. Lebedev, V.I. Sedyh– Irkutsk: IrGTU, 2010. – 176 p. . [in Russian]
- Kim E. S. Experimental study on the oxidation of nuclear graphite and development of an oxidation model / E. S. Kim, H. C. No // Journal of Nuclear Materials. – 2006. – Vol. 349. – №. 1-2. – P. 182-194.
- Theodosiou A. The complete oxidation of nuclear graphite waste via thermal treatment: An alternative to geological disposal / A. Theodosiou et al. //Journal of Nuclear Materials. – 2018. – Vol. 507. – P. 208-217
- Haarberg G. M. Trends and Challenges for Electrowinning of Aluminium and Magnesium from Molten Salt Electrolytes / G. M. Haarberg // TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings. – Springer, Cham, 2020. – P. 1911-1922
- Rubenstein J. Wear testing of inert anodes for magnesium electrolyzers / J. Rubenstein, B. Davis // Metallurgical and Materials Transactions B. – 2007. – Vol. 38. – №. 2. – P. 193-201.
- Li B. Electrochemical investigation on chlorine and electrolyte intercalation into graphite anodes during magnesium electrolysis process / B. Li et al. // Magnesium Technology 2012. – Springer, Cham, 2012. – P. 71-73.
- Nikolaev I.V. Metallurgiya legkih metallov: uchebnik dlya vuzov [Metallurgy of light metals] / I.V. Nikolaev, V.I. Moskvitin, B.A. Fomin // M. : Intermet Inzhiniring, 2005. — 416 p. [in Russian]
- Sadoway D.R. Transport phenomena in improved electrochemical cell design for the production of magnesium / D.R. Sadoway // Applied science division.- 1983.- 43p.
- Rubenstein J. Wear Testing of Inert Anodes for Magnesium Electrolyzers / J.Rubenstein, B. Davis // Metallurgical and Materials Transactions B. - 2007. - V. 38 - № 2. - P. 193-201