СТОЙКОСТЬ ТОКАРНОГО ИНСТРУМЕНТА И ЕЕ ВЛИЯНИЕ НА СТОИМОСТЬ ПРИ ОБРАБОТКЕ ТИТАНОВОГО СПЛАВА ВТ3

СТОЙКОСТЬ ТОКАРНОГО ИНСТРУМЕНТА И ЕЕ ВЛИЯНИЕ НА СТОИМОСТЬ ПРИ ОБРАБОТКЕ ТИТАНОВОГО СПЛАВА ВТ3
Научная статья
Попов А.Ю.1, Ражковский А.А.2, Реченко Д.С.3, Кисель А.Г.4
1, 2, 3Омский Государственный Технический Университет, Омск, Россия;
4 Омский государственный университет путей сообщения, Омск, Россия
Аннотация
Обработка титанового сплава ВТ3, используемого преимущественно в авиастроении, является весьма сложной задачей. Для обработки этого материала применяют современные твердосплавные режущие инструменты со сменными пластинами, различных форм. Марка сплава пластин для резцов определяется, прежде всего, физико-механическими свойствами обрабатываемого материала, видом обработки и жесткостью технологической системы.
Ключевые слова: стойкость, токарный инструмент, обработка, себестоимость, титановый сплав.
Износ инструмента при точении титанового сплава ВТ3 происходит преимущественно по задней поверхности, при этом местом наибольшего износа является угол между главной и вспомогательной режущими кромками. Критерием затупления является величина износа, выше которого начинается катастрофический износ.
Немаловажную роль также играют геометрические параметры режущей части. Оптимальные значения передних и задних углов определяют, в большинстве случаев, экспериментально, исходя из обеспечения наиболее благоприятных условий стружкообразования, наименьшего трения по задней поверхности, месте с тем, получения наиболее прочного режущего клина и лучшего теплоотвода [1].
В работе применялся резец со следующими параметрами: φ=60°, φ1=15⁰, f=0,2 мм, (угол фаски γ=0°), радиус при вершине r=1,0 мм, покрытие PVD.
В силу дороговизны титанового сплава ВТ3 заготовки выполняют с минимально возможным припуском на обработку. Обычно стремятся производить обработку поверхности за один проход или сокращать их число.
Стойкость инструмента Т определяется исходя из величин допустимого износа резцов по задней поверхности. Допустимое значение износа hз по задней поверхности пластины при обработке титанового сплава ВТ3 в данном эксперименте принимается равным 0,8 мм.
Исходные данные эксперимента:
– глубина резания – ap = 1,0 мм;
– продольная подача – S=0,48 мм/об;
– скорость резания – V=28 м/мин, V=39 м/мин, V=50 м/мин;
– охлаждение – без СОЖ;
– режущий инструмент – резец проходной упорный DCLNR 2525M 12;
– станок – ФТ-11.
Цель эксперимента – определение стойкости инструмента Т.
Результаты эксперимента приведены на рисунке 1.
Длина резания, которую пройдет резец до величины износа по задней поверхности 0,8 мм, при V=50 м/мин равна 514 мм (3,4 мин), при V=39 м/мин – 1080 мм (4,3 мин), при V=28 м/мин – 1440 мм (5,4 мин) (рис. 2).
Для обработки детали с длиной резания порядка 1500 мм можно применить одну режущую кромку при минимальной скорости резания (28 м/мин), с повышением скорости до 39 м/мин необходимо 2 режущие кромки и при скорости резания 50 м/мин – 3.
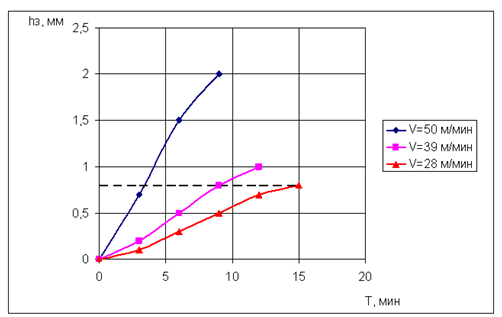
Рис. 1 – Зависимость износа по задней поверхности от скорости резания: пунктирной линией обозначена величина износа hз=0,8 мм
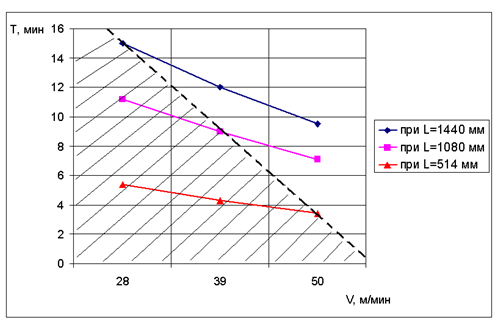
Рис. 2 – Время, необходимое для обработки длины L при различных режимах: заштрихованная зона – зона нормального износа инструмента принятая до hз=0,8 мм
При стоимости станкочаса 1000 руб., стоимости трехгранной режущей пластины 100 руб. с учетом всех приведенных режимов резания стоимость детали можно рассчитать и определить экономически наиболее выгодный вариант. Стоимость затрат на деталь при различных вариантах обработки титанового сплава ВТ3 представлена на рисунке 3.
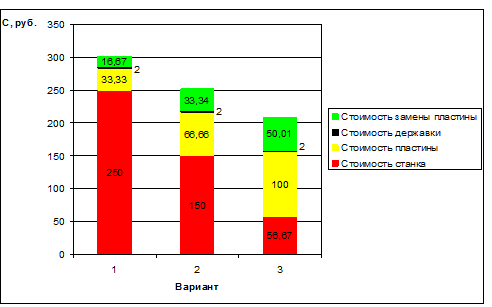
Рис. 3 – Стоимость затрат на деталь вариантов обработки титанового сплава ВТ3
Вывод
При обработке титанового сплава ВТ3, в связи с его высокой прочностью, необходимо учитывать множество факторов влияющих на процесс резания. Наиболее экономически выгодный вариант №3, т.к. затраты на деталь наименьшие, несмотря на то, что стойкость режущей кромки при этом варианте минимальна, но и требуемое время на обработку будет так же минимально, что снижает затраты станка на деталь и повышает затраты на инструмент.
Список литературы / References
- Даниелян, А.М. Обработка резанием жаропрочных сталей, сплавов и тугоплавких материалов / А.М. Даниелян, П.И. Бобрик, Я.Л. Гуревич, И.С. Егоров – М.:, – 1965.