STUDY OF THE THERMAL OPERATION OF ELECTROMAGNETIC DEVICES

Иванова Т.Н.1, Маслов П.А.2
1Доцент, кандидат технических наук, 2бакалавр,
Чайковский филиал ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет»
ИССЛЕДОВАНИЕ ТЕПЛОВОГО РЕЖИМА РАБОТЫ ЭЛЕКТРОМАГНИТНЫХ ПРИСПОСОБЛЕНИЙ
Аннотация
Повышение качества шлифования тонких плоских деталей может быть повышено при оснащении магнитным приспособлением с внутренним охлаждением. Недостатками известных электромагнитных приспособлений является их нагрев как изнутри, так и снаружи плиты, что приводит к геометрическим погрешностям обрабатываемых деталей. Цель: снижение выделенного тепла при шлифовании в магнитной плите и закрепленной на ней обрабатываемой детали. Задача: проведение теоретических и экспериментальных исследований тепловых явлений электромагнитных приспособлений с внутренним охлаждением позволит снизить величину тепловой деформации обрабатываемой плоской детали.
Ключевые слова: электромагнитное приспособление с внутренним охлаждением, тонкие плоские детали, снижение тепловой деформации.
Ivanova T. N.1, Maslov, P. A.2
1Docent, candidate of technical Sciences, 2Bakalavr,
Tchaikovsky branch of "Perm national research Polytechnic University
STUDY OF THE THERMAL OPERATION OF ELECTROMAGNETIC DEVICES
Abstract
Improving the quality of grinding thin flat parts can be increased by equipping the magnetic device with internal cooling. The disadvantages of the known electromagnetic devices is heating both inside and outside of the plate, which leads to the geometric errors of the workpiece. Goal: decrease the selected heat in the magnetic plate and fixed thereto workpiece. Task: conduct theoretical and experimental studies of the thermal phenomena of electromagnetic devices with internal cooling will reduce the amount of thermal deformation of the machined flat parts.
Keywords: electromagnetic device with internal cooling, thin flat parts, reduction of thermal deformation.
Обеспечение высокой производительности труда и повышение качества изготовления деталей, снижение их трудоемкости и себестоимости возможно за счет совершенствования крепежной оснастки. Для крепления тонких плоских деталей (толщиной 0,5… 2,5 мм, длиной до 100 мм, шириной 2…12 мм) из магнитных материалов в машиностроении применяются электромагнитные приспособления в виде плит с постоянными магнитами [1]. Достоинствами этих плит является быстрое закрепление и раскрепление детали; прочность закрепления; возможность одновременного закрепления нескольких деталей. В процессе обработки деталей происходит выделение тепла, которое частично переходит в магнитную плиту и закрепленную на ней обрабатываемую деталь. Кроме того, приспособление нагревается изнутри из-за работы электромагнитных катушек.
Вследствие теплового расширения материала обрабатываемой детали возникает тепловая деформация, результатом которой будет погрешность геометрических отклонений детали, причем величина этой погрешности тем больше, чем выше температура нагрева плиты. Поэтому вопрос о нагреве электромагнитной плиты в процессе ее эксплуатации имеет практическое значение.
Основное энергетическое взаимодействие электромагнитной плиты с внешней средой, обусловленное процессом электромагнитной индукции, заключается в непосредственном преобразовании входной энергии магнитного поля в механическую энергию крепления. Недостаток электромеханического преобразования энергии проявляется в том, что часть энергии, подведенной к электрической плите извне, превращается в теплоту, которая является нежелательным процессом, вызывающим необходимость отвода теплоты изнутри приспособления [2].
При эксплуатации электромагнитное приспособление необходимо рассматривать не изолированно, а как часть тепловой системы станок – приспособление – инструмент – заготовка. Необходимо также учитывать, что приспособление нагревается только тогда, когда она включено, т.е. во время обработки деталей. При включении электромагнитного приспособления в сеть, его температура изменяется по выражению [1]:
 (1)
(1)
где Р – мощность, потребляемая плитой, Вт; S – площадь поверхности плиты, отдающей тепло, м2; q – коэффициент теплоотдачи, учитывающий передачу тепла в окружающую среду, Вт/м2∙град; t – время нагрева плиты, с; Тн – постоянная времени нагрева.
Теоретический расчет теплового режима работы электромагнитного приспособления связан с большими трудностями, которые усугубляются еще и тем, что величина коэффициента теплоотдачи q, входящего в выражение (1), зависит от большого количества разнообразных факторов (геометрических параметров детали, свойства охлаждающей жидкости и т.д.), и для магнитных приспособлений значений этого коэффициента в настоящее время нет. Не менее сложно и нахождение величины Тн в выражении (1).
Сложность теоретического расчета явилось причиной, обусловившими проведение экспериментального исследования теплового режима работы электромагнитного приспособления. По результатам этого исследования необходимо было получить такие экспериментальные данные, которые позволили бы в дальнейшем с достаточной для практики точностью определять температуру нагрева оснастки по параметрам: размерам плиты, потребляемой мощности или режимов шлифования.
Измерения температуры нагрева электромагнитного приспособления при шлифовании производили для трех случаев: в сухую, с СОЖ поливом, и применении магнитного приспособления с внутренним охлаждением [2]. Шлифование производилось кругом 4А 250х32х25 АС6 100/80 М1-01 4 на режимах: Vкр = 20 м/с, Sпр = 1,0 м/мин, t = 0,1 мм. Обрабатываемый материал сталь ХВГ. Электромагнитные приспособления устанавливались на стол плоско-шлифовального станка мод. 3Е711В. Температура регистрировалась через каждые 7 мин. работы. Измерение температуры внутри электромагнитного приспособления производилось термометрическими зондами с теплоизолированной по краям термопарой в трех разных точках, расположенных по высоте намотки и посередине ее длины. Горячий спай термопар помещали между витками катушек при их намотке, а холодный спай – в термостате. Параллельно с непосредственным измерением температуры с помощью термопар производилось определение температуры нагрева намоток катушек. С наружи измерение температуры нагрева адаптерной плиты производилось с помощью термометров, установленных на стойках.
Зависимости повышения температуры нагрева приспособления от мощности Р для различных размеров плит показывают (рис. 1, а), что с увеличением потребляемой мощности Р температура нагрева уменьшается в зависимости от применяемого приспособления. С ростом потребляемой мощности увеличение температуры замедляется и при больших значениях Р коэффициент теплоотдачи стабилизируется.
С увеличением размеров приспособлений температура нагрева электромагнитного приспособления уменьшается (рис. 1, б). Распределение температуры по высоте катушек приспособлений с внутренним охлаждением обуславливается большой скоростью охлаждения изнутри. Поэтому при больших размерах приспособлений поток хладагента полностью обтекает внутреннюю поверхность плиты, что обеспечивает хорошую конвективную теплоотдачу. Чрезмерный нагрев катушек снижает долговечность и надежность работы приспособления, т.к. вследствие нарушения изоляции обмотки катушки могут выйти из строя. Поэтому работа на электромагнитном приспособлении длительное время без охлаждения не рекомендуется. Приведенные результаты экспериментов по исследованию тепловых явлений в электромагнитных приспособлениях показывают снижение температуры при использовании приспособлений с внутренним охлаждением.
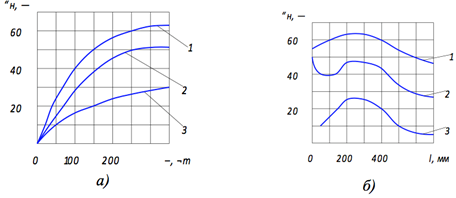
Рис. 1. Зависимость температуры нагрева магнитного приспособления от а) мощности, б) длины плиты: 1 – при шлифовании в сухую, 2 – при шлифовании с СОЖ поливом, 3 – при шлифовании на магнитном приспособлении с внутренним охлаждением
Применение электромагнитного приспособления с внутренним охлаждением позволяет снизить величину тепловой деформации как обрабатываемой плоской детали за счет интенсификации теплоотвода через установочную поверхность, так и самого приспособления за счет подачи хладагента внутрь приспособления, в результате повышается точность обработки и улучшается качество обрабатываемых тонких плоских деталей.
Литература
- Верников, А.Я. Магнитные и электромагнитные приспособления в металлообработке. – М.: Машиностроение, 1984. – 160 с.
- Иванова, Т.Н. Современная оснастка в технологии алмазного торцового шлифования плоских поверхностей: Монография / Т.Н. Иванова, А.М. Долганов // Екатеринбург - Ижевск: Изд-во Института Экономики УрО РАН, 2007. – 364 с.
- Патент на изобретение № 2207239 / МПК 7 7 В 23 Q 3/08. Магнитное приспособление. / Свитковский Ф.Ю., Иванова Т.Н. /Россия/ № 2001119494. Заявлено 13.07.2001, опубл. 27.06.2003. Бюл. № 18.
References
- Vernikov, A.Ja. Magnitnye i jelektromagnitnye prisposoblenija v metalloobrabotke. – M.: Mashinostroenie, 1984. – 160 s.
- Ivanova, T.N. Sovremennaja osnastka v tehnologii almaznogo torcovogo shlifovanija ploskih poverhnostej: Monografija / T.N. Ivanova, A.M. Dolganov // Ekaterinburg - Izhevsk: Izd-vo Instituta Jekonomiki UrO RAN, 2007. – 364 s.
- Patent na izobretenie № 2207239 / MPK 7 7 V 23 Q 3/08. Magnitnoe prisposoblenie. / Svitkovskij F.Ju., Ivanova T.N. /Rossija/ № 2001119494. Zajavleno 13.07.2001, opubl. 27.06.2003. Bjul. № 18.