APPLICATION OF CONTROL CHARTS IN THE PLANT MANUFACTURING HIGH-DENSITY POLYETHYLENE

Лукьянцев М.А.1, Капустин Е.В.2, Вильданов Р.Г.3
1Студент; 2студент; 3доктор технических наук, доцент, Уфимский государственный нефтяной технический университет, филиал в г.Салавате
ПРИМЕНЕНИЕ КОНТРОЛЬНЫЙ КАРТ В СИСТЕМЕ УПРАВЛЕНИЯ УСТАНОВКИ ПО ПОЛУЧЕНИЮ ПОЛИЭТИЛЕНА ВЫСОКОЙ ПЛОТНОСТИ
Аннотация
В статье рассмотрено применение статистических контрольных карт в системе управления производством полиэтилена высокой плотности при низком давлении, что влечет снижение процента некачественного составляющей в полученном продукте.
Ключевые слова: контрольные карты, технологические параметры, качество регулирования.
Lukyantsev MA1, Kapustin EV2, Vildanov RG3
1Student, 2student, 3doctor of technical sciences, Ufa State Oil Technical University branch in Salavat
APPLICATION OF CONTROL CHARTS IN THE PLANT MANUFACTURING HIGH-DENSITY POLYETHYLENE
Abstract
The article considers the use of statistical control cards in the control system high-density polyethylene production at low pressure, which results decrease in the percentage of low-quality constituent in the resulting product.
Keywords: control cards, technological parameters, quality control.
Управление качеством на основе контрольных карт представляет собой действия, направленные, главным образом, на недопущение отклонений параметров процессов от стандартов, и, в меньшей мере, на то, чтобы обнаружить уже допущенное отклонение от стандарта. Управление процессом намного предпочтительнее контроля выходных характеристик (предупреждение причины выпуска некачественной продукции, а не борьба с последствиями).
В настоящее время на предприятии ОАО «Газпром нефтехим Салават» существует производство полиэтилена методом низкого давления высокой плотности суспензионным методом «Хостален». В связи с тем, что получение полиэтилена – процесс довольно длительный (около 100 часов на 1 трубную марку), и отслеживать параметры, при которых процесс может отклониться от заданного технической документацией, достаточно сложно, то для каждой марки полиэтилена, производимой в определенное время, необходимо достигнуть всех требований спецификации качества в совокупности (не регулирование независимо каждого параметра, а в зависимости от общей картины отклонений, применять управленческие воздействия непосредственно ко всей системе, что несет положительную динамику и уменьшает процент выхода некачественного продукта).
Проблемами сбора, обработки и анализа результатов производственной деятельности может заняться математическая статистика, которая включает в себя метод контрольных карт (возможность взятия данных дня задания технологических параметров и поддерживания их, при которых будет длиться процесс получения полиэтилена, при условии что результат по полученной продукции был наилучшим по сравнению с остальными в определенном промежутке, и по мере сдвига промежутка по дням ведется отбор параметров, превышающих первоначально взятые исходя из результата по полученной продукции по качеству).
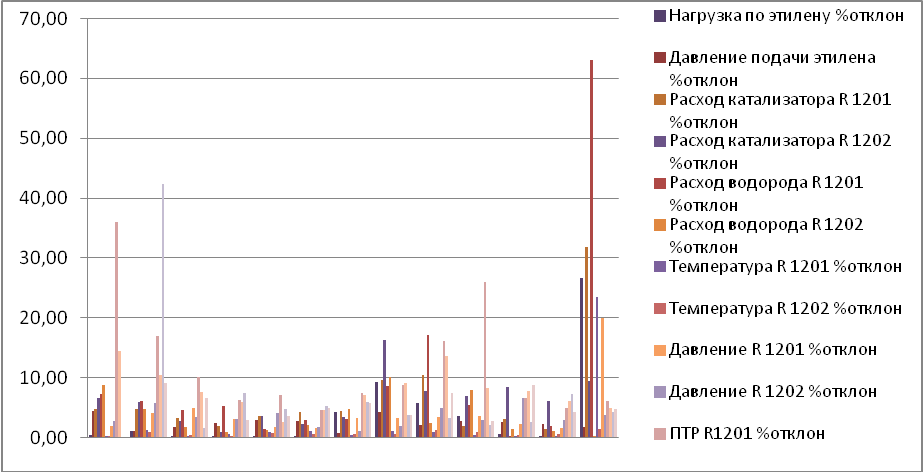
Рис.1 – Совокупная графическая зависимость процентных отклонений параметров от технологического режима
Существуют параметры, влияние которых на процесс наиболее значимо, поэтому следует прежде всего определить приоритет регулирования параметров, и выявить влияние отклонения определенного параметра на систему в целом.
В работе были построены контрольные X-R карты, позволяющие определить границы управления текущего состояния процесса.
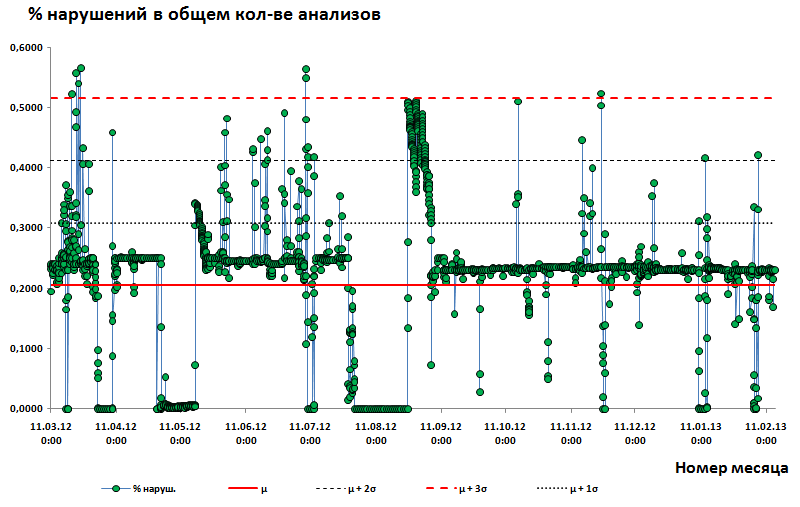
Рис. 2 – Контрольная карта расхода подачи гексана в ректор полимеризации по данным за год
Контрольная карта на основе полученных данных по параметру - расход подачи гексана в реактор полимеризации (для качественного получения суспензии).
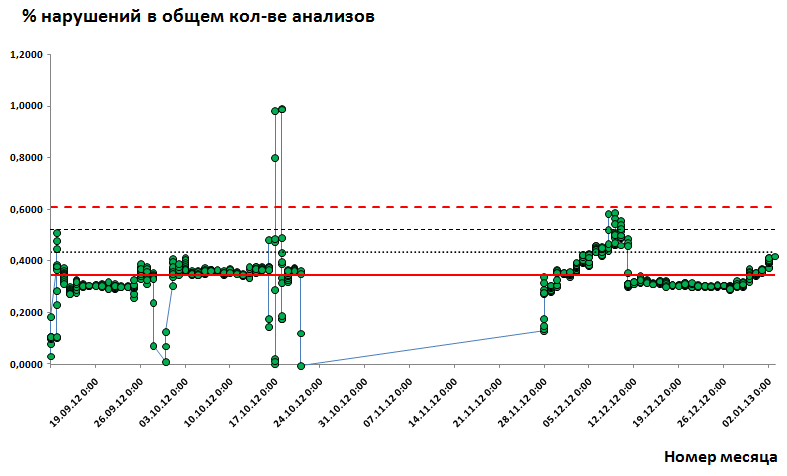
Рис. 3 – Контрольная карта подачи этилена в реактор полимеризации по данным за год
Контрольные границы контрольной карты представляют собой значения  выбирают так, чтобы указать такие сдвиги уровня процесса
выбирают так, чтобы указать такие сдвиги уровня процесса  , которые недопустимы и должны быть быстро обнаружены. Эти значения определяют через недопустимое значение доли несоответствующих единиц продукции.
, которые недопустимы и должны быть быстро обнаружены. Эти значения определяют через недопустимое значение доли несоответствующих единиц продукции.
Полученные результаты обработки могут быть использованы для более качественного регулирования процесса производства полиэтилена, определяющие приоритетность регулирования параметров. Составленные контрольные карты могут быть использованы для дальнейшего улучшения качества регулирования, и определения границ всех параметров помимо самого изначально отклоняющегося от нормы технологического режима, для приведения остальных параметров к так называемому «регулируемому отклонению», что уменьшит процент выхода некачественного продукта.
Литература
1. ГОСТ Р 50779.40-96, ИСО 7870-93 Статистические методы. Контрольные карты. Общее руководство и введение
References
ГОСТ Р 50779.40-96, ИСО 7870-93 Статистические методы. Контрольные карты. Общее руководство и введение
References
ГОСТ Р 50779.40-96, ИСО 7870-93 Статистические методы. Контрольные карты. Общее руководство и введение