PLASMA SPRAYING OF PROTECTIVE COATINGS FROM FERROMAGNETIC SHS-MATERIALS

Гуляев П.Ю.
Доктор Технических Наук, Югорский Государственный Университет
ПЛАЗМЕННОЕ НАПЫЛЕНИЕ ЗАЩИТНЫХ ПОКРЫТИЙ ИЗ ФЕРРОМАГНИТНЫХ СВС-МАТЕРИАЛОВ
Аннотация
В работе исследованы закономерности структурных и фазовых изменений во ремя плазменного напыления защитных покрытий из ферромагнитных порошков материалов системы Ni-Al и Ti-Al, полученные методом самораспространяющегося высокотемпературного синтеза (СВС).
Ключевые слова: плазма, защитные покрытия, самораспространяющийся высокотемпературный синтез, СВ-синтез.
Gulyaev P.Yu.
Doctor of Technical Sciences, professor, Yugra State University
PLASMA SPRAYING OF PROTECTIVE COATINGS FROM FERROMAGNETIC SHS-MATERIALS
Abstract
Regularities of structural and phase change are installed during plasma spraying of protective coatings in powder materials of ferromagnetic substance Ni-Al and Ti-Al systems obtained by means of self-propagating high temperature synthesis (SHS) was investigated.
Keywords: protective coatings, self-propagating high temperature synthesis.
Introduction
The one of the methods of machinery and equipment surface strengthening and restoration is plasma spray coating [1]. In the case of application of coatings as effective aid against corrosion and wear [2,3], during operation in aggressive mediums and high temperatures [4,5], the intermetall-based powders are used. Such powder materials are easily available with minimal power inputs by means of SHS [6-8]. The combination of plasma spraying and SH-synthesis at the parallel and subsequent application sufficiently broadens capabilities of the both technologies [1,9]. However in such case plasma generators requirements become even tougher and demand technologically necessary process conditions: stable and uniform along the cross-sections plasma jet, variable in wide range thermal power (plasma enthalpy), possible use of different working gases, as well as economical demands of long life time and high electrical and thermal efficiency.
Experimental procedure
Investigation was held for systems Ni – 18 mass % Al, Ni – 31.5 mass % Al, Ti – 31.5 mass % Al and Ti – 66,3 mass % Al. Size of initial nickel and aluminum powder particles was 5-15 μm, prepared powders mixture apparent density was 2.7 g/cm3. Initial material temperature was varied from 293 to 473 K. Crushing of obtained SHS sintered material was performed with cone inertial mill KID-100 (Mechanobr-Technika), 63-160 μm fraction was prepared for plasma spraying. Coating was sprayed at steel substrates with plasma torch designed in ITAM SD RAS [10] at the following conditions: working gas – argon, arc current I=150-200 A, arc voltage U=95-110 V, gas flow rate 1.0 g/s, spraying distance 60 mm. Temperature and velocity of particles during spraying process was controlled with high-speed videocamera "Video Sprint-NG" (Videoscan) using brightness pyrometry method. IR filter for was used cutting off plasma emission. Phase investigation of powder materials at all stages was performed using X-ray diffraction (XRD) system DRON-7 (Burevestnik) at Cu K wavelength, scanning electron microscope Evo MA15 (Carl Zeiss) with EDS detector (Oxford Instruments), metallofgaphic microscope Neophot (Zeiss Jena).
 |
 |
|
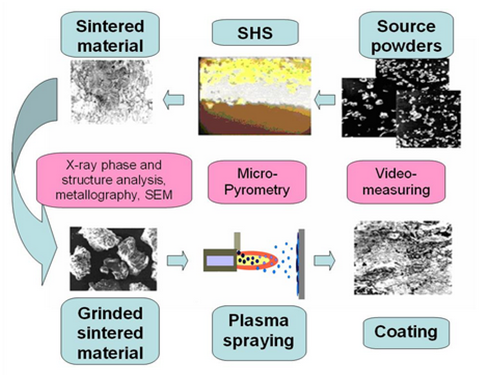
Fig. 1. The complex technique of structure and phase transformation investigation |
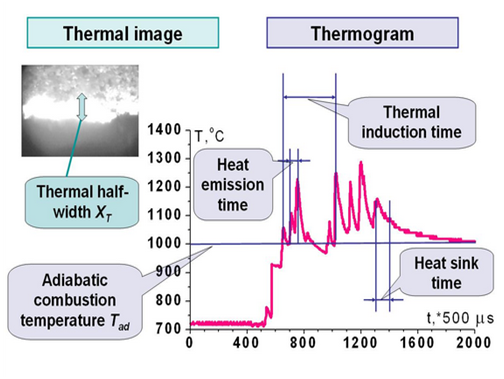
Fig. 2. SHS-process characteristic and key parameters of temperature dynamics. |
The synthesis in the reacting mixture of two or three components was initiated by application of local thermal impulse [10]. Propagating through the volume of reacting mixture combustion wave was investigated by means of brightness pyrometry and digital video filming: the set of characteristic reaction parameters was obtained as a result. Using the developed SHS-process diagnosis technique based on the brightness pyrometry [11] we were able to measure SHS parameters: characteristic times (heat emission time, heat sink time, thermal induction time) and temperature from the temperature graphs (fig. 1). Video capturing of the combustion zone provided measuring width and velocity of combustion front (insert in fig. 2). Phase transition temperatures of the SHS-process were found comparing temperature profile of combustion wave and phase diagrams [11,12].
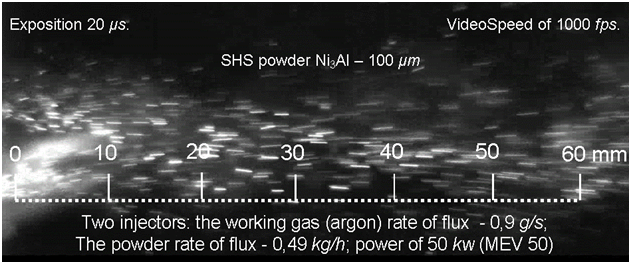
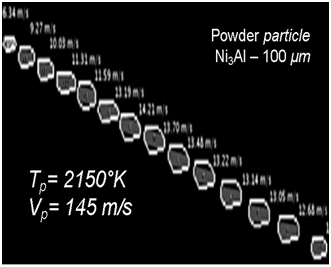
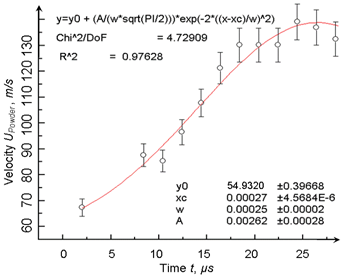
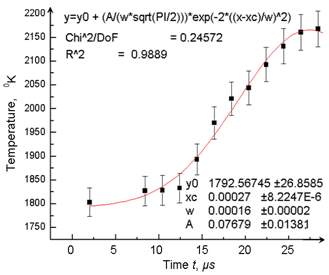
High speed video registration of powder flow was used during spraying process (fig. 3). Special procedure of single tracks extraction allows measurement of particles velocity by time-of-flight method [13-15]. Temperature of particles is determined based on their brightness using camera calibration on radiation of standard object [16,17].
 |
||
|
а |
||
 |
 |
 |
|
b |
c |
d |
|
Fig. 3. Video of plasma spraying: a – two-phase flow, b – particle track in multi-exposition mode, c – calculated particle velocity, d – calculated particle temperature. |
||
Results and discussion
According to the XRD and metallographic analysis during Ni – 18% wt Al SH-synthesis Ni3Al phase with micro-hardness of 3.02-3.48 GPa is predominantly formed. Moreover, some unreacted Ni and NiAl composite with micro-hardness of 4.07-4.24 GPa was discovered in the synthesis product (fig. 4). Increasing the initial temperature T0 of the SH-synthesis in this mixture up to 473 K leads to more complete transition of components (decrease of residual Ni amount) and appearance of Ni2Al3 phase in the product. Combustion product in the Ni – 31.5 % wt Al system is single-phase NiAl with micro-hardness 4.24 – 5.81 GPa. Preliminary heating does not lead to any structural changes of synthesis product in given mixture.
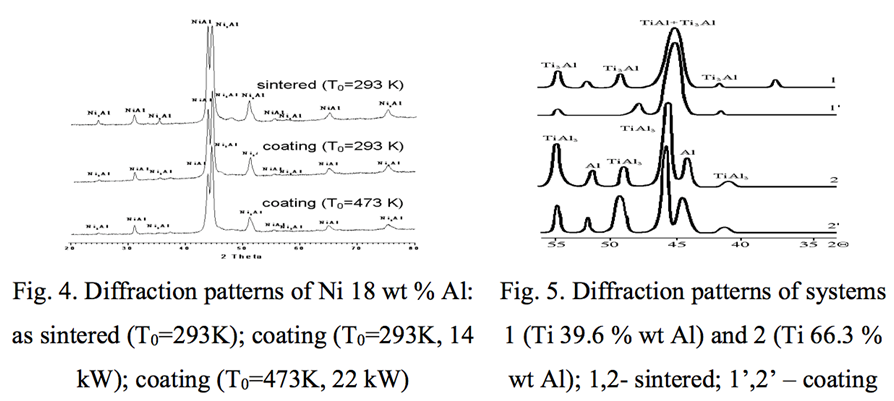
The matter of interest is whether plasma sprayed coatings inherit SHS-materials phase properties. XRD and metallographic analysis of SHS sintered material of Ti – 39.6 % wt Al showed, that main part of material is mono-aluminide of titanium TiAl (fig. 5); moreover Ti3Al phase was found as inclusions in the center of grains [6]. The structure of final SHS product in the Ti – 66.3 % wt Al is formed by homogeneous intermetallide TiAl3; also the structure contain some amount of residual aluminum, which is proved by diffraction phase analysis also (fig. 5). XRD analysis of coatings has shown that process of plasma spraying does not produce formation of new phases, leading only to small changes in phase quantitative ratio in those samples, where material is multi-phase (fig. 4-5).
Conclusion
Application of high-speed pyrometry technique during SH-synthesis and plasma spraying process allowed to compare temperature regimes of these processes and determine simple and reliable criteria of producing coatings with predictable – ''heritable" properties of SHS-materials [18,19]: critical parameters (gradient and peak temperatures) in the plasma flow should not exceed similar characteristics of SHS combustion wave. It should be noted, that two groups of coatings with different kind of structure and phase composition heredity were discovered: 1). single-phase and heterophase products of refractory compositions which do not experience diffusion rearrangement of components 2). materials with eutectic structure which experience quantitative phase changes during plasma spraying.
References
Fr.-W. Bach, K. Mohwald and T.Wenz, Self propagating high temperature synthesis of aluminum-matrix-composite coatings by means of atmospheric plasma spraying // Proc. of Intern. Thermal Spray Conf., 15-18 May 2006, Seattle, USA.-P. 213-219.
Hydrodynamic features of the impact of a hollow spherical drop on a flat surface / Gulyaev I.P., Solonenko O.P., Gulyaev P.Y., Smirnov A.V. // Technical Physics Letters. -2009.- Т. 35.- № 10.- P. 885-888.
Gulyaev I.P. Production and modification of hollow powders in plasma under controlled pressure // Journal of Physics: Conference Series.- 2013.- Vol. 441: 012033. DOI: 10.1088/1742-6596/441/1/012033.
Gulyaev P.Yu. Hybrid catalytic zeolite - Ni3Al cermet filter materials // Сборник научных трудов Sworld.- 2013.- Т. 12.- № 3.- С. 59-61.
Gulyaev I.P., Solonenko O.P. Hollow droplets impacting onto a solid surface // Experiments in Fluids.- 2013.- Vol. 54:1432, DOI: 10.1007/s00348-012-1432-z, 12 P.
In-situ selfpropagating-hightemperature-synthesis controlled by plasma / Gulyaev P.Yu., Gulyaev I.P., Cui Hongzhi, Milyukova I.V. // Вестник Югорского государственного университета.- 2012.- № 2 (25).- С. 28-33.
Gulyaev P.Y., Kotvanova M.K., Pavlova S.S., Sobol' E.N., Omel'chenko A.I. Photothermal effects of laser heating iron oxide and oxide bronze nanoparticles in cartilaginous tissues // Nanotechnologies in Russia.- 2012.- V. 7.- № 3-4.- P. 127-131.
Solonenko O.P., Gulyaev I.P. Nonstationary convective mixing in a drop of melt bypassed by plasma flow // Technical Physics Letters.- 2009.- Т. 35.- № 8.- С. 777-780.
Solonenko O.P., Gulyaev I.P., Smirnov A.V. Thermal plasma processes for production of hollow spherical powders: Theory and experiment // Journal of Thermal Science and Technology.- 2011.- Т. 6.- № 2.- С. 219-234.
Development prospects of SHS technologies in Altai state technical university / V.V. Evstigneev, P.Ju. Guljaev, I.V. Miljukova, V. D. Goncharov, V.A. Vagner and A.A. Gladkih // International Journal of Self-Propagating High-Temperature Synthesis.- 2006.- Volume 15.- Issue 1.- P. 99-104.
A new procedure of high-rate brightness pyrometry for studying the SHS processes / V.V. Evstigneyev, P.Yu. Gulyayev, A.B. Mukhachev, D.A. Garkol’ // Combustion, Explosion, and Shock Waves, 1994. -Vol. 30. -№ 1. -P. 72-77.
Евстигнеев В.В., Гуляев П.Ю., Гончаров В.Д. Исследование тонкой тепловой структуры СВ-синтеза методом быстродействующей цифровой тепловизионной съемки // Вестник Алтайского научного центра Сибирской академии наук высшей школы.- 2001.- № 4.-С.3-6.
Методы контроля температуры и скорости частиц конденсированной фазы в процессе плазменно-дугового напыления / М.П. Бороненко, П.Ю. Гуляев, И.П. Гуляев, А.И. Демьянов, А.В. Долматов, В.И. Иордан, В.Н. Коржик, И.В. Кривцун, М.Ю. Харламов // Фундаментальные исследования.- 2013.-№ 10-6.- С. 1194-1199.
Гуляев П.Ю., Гуляев Ю.П., Долматов А.В. Байесовское восстановление цвета цифровых изображений // Вестник Сибирской государственной геодезической академии.- 1997.- № 2.- С. 114-115.
Гуляев П.Ю., Долматов А.В. Автоматизация контроля теплофизических параметров в технологиях детонационного напыления // Системы управления и информационные технологии.- 2009.- № 1.2 (35).- С. 230-233.
Гуляев И.П., Гуляев П.Ю., Иордан В.И. Разрешающая способность виртуальных приборов контроля температуры частиц в плазменных потоках по суммарному спектру // Ползуновский альманах.- 2008.- № 2.- С. 13-14.
Методы оптической диагностики частиц в высокотемпературных потоках / П.Ю. Гуляев, А.В. Долматов, В.А. Попов, Г.Н. Леонов // Ползуновский вестник.-2012.- № 2/1.- С. 4-7.
Гуляев П.Ю., Гуляев И.П. Моделирование технологических процессов плазменного напыления покрытий наноразмерной толщины // Системы управления и информационные технологии.- 2009.- № 1.1(35).- С. 144-148.
Гуляев П.Ю., Долматов А.В. Физические принципы диагностики в технологиях плазменного напыления // Известия Самарского научного центра Российской академии наук.- 2009.- Т. 11.- № 5-2.- С. 382-385.
References
Fr.-W. Bach, K. Mohwald and T.Wenz, Self propagating high temperature synthesis of aluminum-matrix-composite coatings by means of atmospheric plasma spraying // Proc. of Intern. Thermal Spray Conf., 15-18 May 2006, Seattle, USA.-P. 213-219.
Hydrodynamic features of the impact of a hollow spherical drop on a flat surface / Gulyaev I.P., Solonenko O.P., Gulyaev P.Y., Smirnov A.V. // Technical Physics Letters. -2009.- Т. 35.- № 10.- P. 885-888.
Gulyaev I.P. Production and modification of hollow powders in plasma under controlled pressure // Journal of Physics: Conference Series.- 2013.- Vol. 441: 012033. DOI: 10.1088/1742-6596/441/1/012033.
Gulyaev P.Yu. Hybrid catalytic zeolite - Ni3Al cermet filter materials // Сборник научных трудов Sworld.- 2013.- Т. 12.- № 3.- С. 59-61.
Gulyaev I.P., Solonenko O.P. Hollow droplets impacting onto a solid surface // Experiments in Fluids.- 2013.- Vol. 54:1432, DOI: 10.1007/s00348-012-1432-z, 12 P.
In-situ selfpropagating-hightemperature-synthesis controlled by plasma / Gulyaev P.Yu., Gulyaev I.P., Cui Hongzhi, Milyukova I.V. // Вестник Югорского государственного университета.- 2012.- № 2 (25).- С. 28-33.
Gulyaev P.Y., Kotvanova M.K., Pavlova S.S., Sobol' E.N., Omel'chenko A.I. Photothermal effects of laser heating iron oxide and oxide bronze nanoparticles in cartilaginous tissues // Nanotechnologies in Russia.- 2012.- V. 7.- № 3-4.- P. 127-131.
Solonenko O.P., Gulyaev I.P. Nonstationary convective mixing in a drop of melt bypassed by plasma flow // Technical Physics Letters.- 2009.- Т. 35.- № 8.- С. 777-780.
Solonenko O.P., Gulyaev I.P., Smirnov A.V. Thermal plasma processes for production of hollow spherical powders: Theory and experiment // Journal of Thermal Science and Technology.- 2011.- Т. 6.- № 2.- С. 219-234.
Development prospects of SHS technologies in Altai state technical university / V.V. Evstigneev, P.Ju. Guljaev, I.V. Miljukova, V. D. Goncharov, V.A. Vagner and A.A. Gladkih // International Journal of Self-Propagating High-Temperature Synthesis.- 2006.- Volume 15.- Issue 1.- P. 99-104.
A new procedure of high-rate brightness pyrometry for studying the SHS processes / V.V. Evstigneyev, P.Yu. Gulyayev, A.B. Mukhachev, D.A. Garkol’ // Combustion, Explosion, and Shock Waves, 1994. -Vol. 30. -№ 1. -P. 72-77.
Евстигнеев В.В., Гуляев П.Ю., Гончаров В.Д. Исследование тонкой тепловой структуры СВ-синтеза методом быстродействующей цифровой тепловизионной съемки // Вестник Алтайского научного центра Сибирской академии наук высшей школы.- 2001.- № 4.-С.3-6.
Методы контроля температуры и скорости частиц конденсированной фазы в процессе плазменно-дугового напыления / М.П. Бороненко, П.Ю. Гуляев, И.П. Гуляев, А.И. Демьянов, А.В. Долматов, В.И. Иордан, В.Н. Коржик, И.В. Кривцун, М.Ю. Харламов // Фундаментальные исследования.- 2013.-№ 10-6.- С. 1194-1199.
Гуляев П.Ю., Гуляев Ю.П., Долматов А.В. Байесовское восстановление цвета цифровых изображений // Вестник Сибирской государственной геодезической академии.- 1997.- № 2.- С. 114-115.
Гуляев П.Ю., Долматов А.В. Автоматизация контроля теплофизических параметров в технологиях детонационного напыления // Системы управления и информационные технологии.- 2009.- № 1.2 (35).- С. 230-233.
Гуляев И.П., Гуляев П.Ю., Иордан В.И. Разрешающая способность виртуальных приборов контроля температуры частиц в плазменных потоках по суммарному спектру // Ползуновский альманах.- 2008.- № 2.- С. 13-14.
Методы оптической диагностики частиц в высокотемпературных потоках / П.Ю. Гуляев, А.В. Долматов, В.А. Попов, Г.Н. Леонов // Ползуновский вестник.-2012.- № 2/1.- С. 4-7.
Гуляев П.Ю., Гуляев И.П. Моделирование технологических процессов плазменного напыления покрытий наноразмерной толщины // Системы управления и информационные технологии.- 2009.- № 1.1(35).- С. 144-148.
Гуляев П.Ю., Долматов А.В. Физические принципы диагностики в технологиях плазменного напыления // Известия Самарского научного центра Российской академии наук.- 2009.- Т. 11.- № 5-2.- С. 382-385.