АКТУАЛЬНОСТЬ ПРИМЕНЕНИЯ ИНФОРМАЦИОННЫХ ТЕХНОЛОГИЙ В МАШИНОСТРОЕНИИ

Девжеева Т.Г. 1, Калинкин А.К.2
1Старший преподаватель, 2старший преподаватель, Альметьевский государственный нефтяной институт.
АКТУАЛЬНОСТЬ ПРИМЕНЕНИЯ ИНФОРМАЦИОННЫХ ТЕХНОЛОГИЙ В МАШИНОСТРОЕНИИ
Аннотация
В статье рассматриваются возможности CAD/CAM/CAE-систем в машиностроении, которые позволяют сократить срок внедрения новых изделий, а также оказывают существенное влияние на технологию производства, позволяя повысить качество и надежность выпускаемой продукции, повышая, тем самым, ее конкурентоспособность.
Ключевые слова: система автоматизированного проектирования, технологический процесс, управляющая программа.
Devzheeva T.G.1, Kalinkin A.K.2
1A senior teacher, 2a senior teacher, Almetyevsk State Oil Institute
RELEVANCE OF APPLICATION OF INFORMATION TECHNOLOGIES IN MECHANICAL ENGINEERING
Abstract
In article possibilities of CAD/CAM/CAE systems in mechanical engineering which allow to reduce the term of introduction of new products are considered, and also have essential impact on the production technology, allowing to increase quality and reliability of products, increasing, thereby, its competitiveness.
Keywords: system of the automated design, technological process, the operating program.
Успешная деятельность различных предприятий во многом зависит от их способности накапливать и перерабатывать информацию. Сегодня без компьютерной автоматизации уже невозможно производить современную конкурентоспособную технику. САПР в машиностроении используется для проведения конструкторских, технологических работ, работ по технологической подготовке производства. С помощью САПР выполняется разработка чертежей, производится трехмерное моделирование изделия и процесса сборки, проектируется вспомогательная оснастка, например штампы и пресс-формы, составляется технологическая документация и управляющие программы (УП) для станков с числовым программным управлением (ЧПУ), ведется архив. Современные САПР применяются для сквозного автоматизированного проектирования, технологической подготовки, анализа и изготовления изделий в машиностроении, для электронного управления технической документацией. Объединение САПР с автоматизированной системой управления предприятием (бухгалтерский учет, экономический анализ и прогноз, вопросы материально-технического снабжения, управление складами, планирование и диспетчеризация производственных процессов) позволяет создать единый информационный комплекс.
Задача современного производства – это как можно быстрее выдать готовый продукт при минимальных затратах. Появление какого-либо изделия можно представить в виде:
- Первый уровень - формируется объект, обладающий рядом свойств.
- Конструкторско-технологический уровень – объект формируется окончательно, происходит его разработка с точки зрения конструктора и технолога.
- Производственный уровень – это реальное воплощение объекта, подготовка оснастки для его производства.
- Последний уровень – выдача заказа.
Со второго и третьего уровня происходит пополнение базы конструкторских и технологических решений, оттуда же берутся уже готовые решения, когда-то отработанные и проверенные, либо какие-то решения отвергаются как заведомо невыполнимые, убыточные.
Но это, идеальная схема. На деле, в данной схеме возможны многочисленные обратные связи. Основная проблема – это недостаток информации об объекте производства и/или ее неверное истолкование, а также большие затраты времени на обработку этой информации. Одно из средств, позволяющих сильно сократить время проектирования – это САПР.
Технология CAD/CAM/CAE призвана обеспечить ускорение и упрощение процесса производства. Данная технология направлена на избежание ошибок при управлении сложным циклом разработки и производства детали, учитывает многие факторы, которые ранее не учитывались из-за сложности расчетов.
Существуют множество самых разных САПР, как похожих друг на друга, так и весьма отличающихся. В основном существует такая классификация пакетов САПР [1]:
- Тяжелые САПР. Обеспечивают полный цикл проектирования от разработки внешнего вида, до подготовки документации и разработки управляющих программ. Такие САПР – это Unigraphiсs, CATIA, Pro/Engineer.
- Средние САПР. Полного цикла не обеспечивают, обычно имеют провалы в цепи проектирования. Из российских производителей среднего САПР наиболее широко известны фирма «АСКОН», САПР «Компас», и фирма «Топ-системы», которая разрабатывает САПР Т-flex.
- Легкие, или т.н. «специализированные» САПР, которые решают только узкие задачи проектирования – например, только проектирование кулачков или пресс-форм. В качестве примера можно привести продукцию фирмы Delcam, которая никак не может обеспечить полный цикл проектирования, но зато обеспечивает создание управляющих программ для фрезерных станков с ЧПУ. Из российских вариантов специализированного САПР можно выделить ГЕММУ и ADEM.
Все САПР основываются на представлении каким-либо образом объектов производства: двухмерный чертеж; трехмерная модель; математическая модель объекта; готовая деталь.
Наибольшее распространение сейчас получили трехмерные модели – как наиболее простые и функциональные, исключающие возможность двойного толкования и удобные в построении. Но математическое моделирование все больше и больше распространяется в мире, уже многие САПР, в основном тяжелые, работают именно с математическими моделями.
Разные САПР создаются для решения разных задач, причем весьма отличающихся друг от друга. И соответственно отличается их идеология, способы построения объектов, требуемое программное обеспечение. Иметь на производстве несколько типов разных САПР нецелесообразно. Особенно, если существуют трудности с импортом-экспортом моделей. Например, конструкторский отдел использует Mechanical Desktop, и создает чертежи в формате AutoCAD, а технологи работают с t-flex ЧПУ. В данном случае t-flex не может правильно интерпретировать файлы AutoCAD, а возможности в Mechanical Desktop по переводу данных в формат t-flex фирма AutoDesk не предусмотрела.
Потому САПР внедряют для всего производства сразу и к каждому САПР разрабатываются самые разнообразные модули.
Например, использование программного модуля на базе Инвариантного постпроцессора IPP, предназначенного для преобразования файла траектории движения инструмента и технологических команд в файл управляющей программы, адаптированной к конкретному комплексу «станок-система ЧПУ», позволяет инженеру-технологу формировать УП, не зная языка программирования.[2]
При проектировании и изготовлении изделия в условиях конкуренции модульная структура САПР позволяет: виртуально испытывать и как можно быстрее разрабатывать модели, отрабатывать технологию, исключать многие ошибки; технология CAM позволяет быстро изготовить различные детали; CAD – спроектировать новые конструкции.
Рассмотрим на примере детали типа «импеллер» эффективность применения модуля CAM системы Sprut-Технология [3]. Такие детали изготавливаются методом копирования. Оборудование, на котором производится обработка, морально устаревает и предлагается его замена на современный 5-ти координатный обрабатывающий центр. В связи с этим, необходим расчет траектории при фрезеровании криволинейных поверхностей на станках с ЧПУ.
Суть работы в CAM системе сводится к определенному алгоритму действий. Технолог должен задать обрабатываемую модель и общие требования к процессу обработки, такие как высота гребешка, максимальный угол врезания, способы подхода и т. п. По введенной информации система автоматического программирования рассчитает оптимальную траекторию с учетом кинематики станка и крепежной оснастки.
Работа начинается с загрузки в SprutCAM 3D модели детали, которую необходимо обработать. В качестве оборудования для обработки выбран 5-координатный обрабатывающий центр MIKRON UCP 600 Vario.
Обработка детали будет происходить в три этапа. Вначале необходимо выбрать большую часть материала между стенками лопаток. Если пользоваться стандартными методами задания рабочих зон система не будет понимать, что именно от нее требуется. Для решения этой задачи необходимо правильно обозначить область обработки, для чего проецируем на плоскость YX границы межлопаточного пространства (рис. 1).
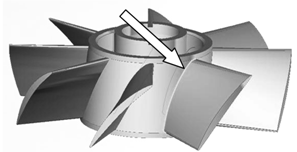
Рис.1. Проекция границ межлопаточного пространства
Затем в режиме 2D редактора достраиваем область обработки, полностью включающую в себя межлопаточное пространство. Выполнив это, мы обеспечиваем абсолютные гарантии того, что обработка будет производиться только в заданной области.
Далее задаем ряд параметров: режущий инструмент, нижний уровень, шаг по Z, радиальный и осевой припуски. Выполнив вышеперечисленные действия, мы получим удовлетворяющую нас траекторию черновой выборки межлопаточного пространства.
Одним из плюсов SprutCAM является возможность размножения траектории по оси различными методами.
Следующим этапом будет чистовая обработка самих лопаток. Для этого необходимо выбрать все поверхности, образующие стенки лопаток и описать их как направляющие поверхности в виде изолиний с шагом 0,2. В результате мы получим траекторию, огибающую контур лопатки, изменяющуюся с шагом по Z на 1 мм (рис. 2).
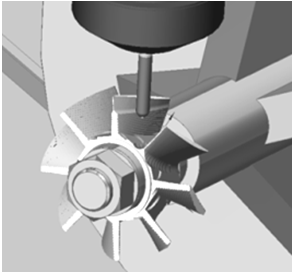
Рис.2. Траектория чистовой обработки боковой поверхности лопатки
Заключительным этапом является обработка дна межлопаточного пространства. Благодаря возможности копирования параметров операций, мы указываем те же параметры, что и в первой операции, и система сама просчитает, что необходимо доработать. В нашем случае это будет дно межлопаточного пространства.
Таким образом, использование системы SprutCAM для расчета управляющих программ обработки деталей, позволит в кратчайшие сроки организовать изготовление импеллера c учетом требуемого качества и трудоемкости обработки.
Литература
- Левин В.И. Информационные технологии в машиностроении / В.И.Левин. - М. : Издательский центр «Академия», 2013. — 272 с.
- Матвеев В.Н. Повышение эффективности станков с ЧПУ путем создания программных модулей / В.Н. Матвеев, Е.И. Егорова // Материалы научной сессии по итогам 2003 г. – Альметьевск: АГНИ, 2004. – С.25.
- СПРУТ - технология [Офиц. сайт]. URL:http://www.sprut.ru /(дата обращения: 10.11.2014).
References
- Levin V.I. Informacionnye tehnologii v mashinostroenii / V.I.Levin. - M. : Izdatel'skij centr «Akademija», 2013. — 272 s.
- Matveev V.N. Povyshenie jeffektivnosti stankov s ChPU putem sozdanija programmnyh modulej / V.N. Matveev, E.I. Egorova // Materialy nauchnoj sessii po itogam 2003 g. – Al'met'evsk: AGNI, 2004. – S.25.
- SPRUT - tehnologija [Ofic. sajt]. URL: http://www.sprut.ru / (data obrashhenija: 10.11.2014).