INCREASING THE EFFICIENCY OF HOMOGENEOUS BATCH SELECTION USING HYBRID CLUSTER ANALYSIS ALGORITHMS
INCREASING THE EFFICIENCY OF HOMOGENEOUS BATCH SELECTION USING HYBRID CLUSTER ANALYSIS ALGORITHMS
Abstract
Modern methods of cluster analysis offer various means of studying objects by dividing them into homogeneous groups with similar features. This article shows an approach to developing clustering algorithms based on parametric optimization models with combined application of search algorithms with variable randomized neighborhoods and greedy agglomerative heuristic procedures for the problem of dividing a collection batch of products into homogeneous batches. This approach is demonstrated by solving the problem of identifying homogeneous batches of anodes, which has one of the most important values in aluminum production. The improvement of the production process of anode selection gives a great economic effect for the enterprise.
1. Введение
Ежегодное мировое потребление алюминия растет в натуральном выражении в среднем на 5-7%, а сам рынок алюминия уступает по объему лишь рынку стали. Поэтому исследования в алюминиевой промышленности всегда вызывали повышенный интерес к разработке новых методов и средств повышения эффективности и качества процесса производства алюминия [1], [2].
В настоящее время единственным промышленным способом получения чистого алюминия является электролизный процесс. Исходным сырьем служит глинозем, а основой электролита служит система криолит-глинозем. В электролизной ванне при приложении между анодом и катодом напряжения 4,0-4,3В в электролите происходит разложение глинозема на ионы алюминия и кислорода. Анионы алюминия осаждаются на катоде, образуя слой жидкого алюминия на дне электролизера; электролиз протекает при температуре 950-970° С.
Электролиз в электролизерах всех типов происходит в электролизной ванне прямоугольной формы с кожухом из стального листа, имеющего шамотную футеровку снаружи, а внутри обожженные угольные блоки и угольные плиты стен. Ванна с угольной футеровкой является катодом, а сверху в ванну введен подвешиваемый анод (самоспекающийся из углеродистой массы или обожженный угольный).
В зависимости от размеров ванны предусмотрено от 16 до 35 анодов и от 17 до 36 катодов. Расстояние между анодом и катодом, уровни металла и электролита, форма рабочего пространства, температура и состав расплава, электрические параметры влияют на эффективность процесса электролиза алюминия. Данные показатели можно оперативно регулировать изменением междуполюсного расстояния, а также расходом загружаемого в электролизную ванну глинозема и фторида алюминия [3].
Важнейшим условием прогнозируемости качества и, следовательно, заявленных эксплуатационных характеристик анодов является стабильность производственных процессов при изготовлении. В рамках единой производственной партии все аноды должны иметь схожие характеристики. Кроме того, они обязательно должны быть изготовлены из единой партии сырья, поскольку дефекты в деталях, приводящие к снижению потенциального и реального сроков эксплуатации детали могут быть вызваны примесями и иными дефектами сырья, а также отклонениями (флуктуациями) технологического процесса. Отклонения в технологическом процессе в условиях автоматизированного производства с высокой вероятностью отразятся на всей изготовленной партии.
2. Общая постановка задачи выделения однородных партий промышленной продукции
Для обеспечения согласованной работы однотипных элементов системы важно, чтобы они имели очень близкие характеристики (были однородны). Однородность характеристик одинаковых элементов системы достигается в случае, если эти элементы были изготовлены из одной партии сырья в одной производственной партии. Поэтому при комплектации критически важных узлов системы с повышенными требованиями качества и надежности необходимо использовать и соответствующим образом подобранные компоненты [4].
Одним из ключевых материалов при производстве алюминия является обожженный анод [5], [6]. Минимальное изменение параметров анода влечет значительные колебания технико-экономических параметров процесса электролиза (доля обожженного анода в себестоимости при производстве алюминия составляет порядка 14 процентов) [7]. Сырье для производства анодов отличается самым большим разбросом параметров свойств, определяющих качество продукции. Низкокачественные аноды не только приводят к увеличению затрат на производство алюминия (доходящих в среднем до 170 долларов на тонну), но также к увеличению выбросов парниковых газов. Следовательно, совершенствование производственного процесса производства анодов дает большие экономические перспективы для предприятия [7], [8].
В анодах, к примеру, могут быть дефекты структуры (например, трещины) образовавшиеся ещё на стадии формования «зеленых» блоков или при плохих условиях обжига. Зеленый анод – анод алюминиевой электролитической ванны, не подвергшийся обжигу. Поскольку аноды подвергаются сильной тепловой атаке в электролизерах, очень большое значение имеет их стойкость к образованию трещин. Отказ анода в электролизере из-за появления трещин приводит к серьезным нежелательным побочным эффектам, в результате которых возможны серьезные убытки.
Как уже было указано ранее в зависимости от размеров ванны предусмотрено от 16 до 35 анодов в одном электролизере. Поэтому задача разделения партий зеленых анодов на однородные до процесса обжига имеет одно из важнейших значений при производстве алюминия [5], [6], [8].
В качестве данных (наборов данных) для исследований были использованы характеристики производственных партий алюминиевого завода Aluminum Smelter Co of Nigeria (Alscon). Данное предприятие было построено в 1997 году, а в 2006 году стало собственностью компании РУСАЛ.
3. Методы и принципы исследования
Важную роль в обеспечении качества поставляемых анодов играет организационная работа. Безусловно, важным является тщательный отбор потенциальных поставщиков с тем, чтобы исключить возможность попадания не качественной (фальсифицированной) продукции.
На практике поставляемые партии анодов могут быть неоднородными, собранными из нескольких производственных партий (т.е. могут фактически являться сборными партиями). Поэтому результаты проводимого тестирования (как и других испытаний, если они проводятся выборочно) на всю поставленную предположительно сборную партию компонентов распространить нельзя, если нет твердой уверенности в том, что вся партия изготовлена из одной партии или что разброс параметров различных анодов настолько мал, что позволяет сделать заключение об идентичности их химического состава и, как следствие, идентичности характеристик. Относительно небольшие флуктуации в производственном процессе могут заметно изменять характеристики анодов.
Применяемые методы контроля основаны на контроле значений отдельных параметров каждого анода. Процесс контроля основан на предположении, что возникающие в ходе эксплуатации отказы анодов возникают из-за происходящих в них физико-химических процессов деградации, влияющих на измеряемые параметры.
Выявление однородных партий анодов требует внедрения не просто информационных технологий, но и методов интеллектуального анализа данных. Кластеризация – выявление однородных групп – анодов важна с точки зрения обеспечения надежности и, еще большей степени, беспрерывной работы электролизера.
Современные методы кластерного анализа предлагают широкий выбор средств выявления разнородных по совокупности параметров групп. Наиболее распространенным из подобных методов является метод k-средних (k-means) [9]. Алгоритмы, реализующие данный метод, являются алгоритмами глобальной оптимизации и зависят от выбора начальных значений (усредненных параметров центров групп – кластеров). В то же время, метод выявления различных по параметрам групп изделий должен давать воспроизводимые результаты. Существенно повысить точность методов классификации позволяют алгоритмы, предложенные в [10], которые могут стать основой автоматизированной системы по выявлению различных по параметрам групп изделий.
Предлагаемый метод повышения качества анодов позволяет повысить отказоустойчивость путем отбраковки изделий со скрытыми дефектами, что достигается путем предварительного отбора анодов. Кроме того, для прошедших отбор высоконадежных анодов возможно использование сниженных коэффициентов для базовых интенсивностей отказов, что позволит уточнить методику резервирования (уменьшить кратность резервирования или подобрать его оптимальный вид).
Массив данных испытаний анодов может быть использован для формирования специальных партий с повышенными требованиями к однородности характеристик в рамках партии [4]. Такие специальные партии позволяют обезопасить комплектуемые ванны от несогласованности времени работы анодов и отказов различного рода.
4. Подход к разработке алгоритмов кластеризации
Одним из перспективных направлений в аналитике больших данных является кластерный анализ, спектр использования которого очень широк и применяется для решения задач практически во всех сферах жизнедеятельности человека [11], [12].
Совместное применение метода жадных эвристик [11] с VNS-алгоритмами [13], [14] для задач k-средних [15], [16], k-медоид [17], [18] и алгоритма CEM [19] было ранее подробно рассмотрено в работах [11], [18]. Для увеличения точности вычислений алгоритмов автоматической группировки был применен подход к разработке алгоритмов кластеризации, основанных на параметрических оптимизационных моделях, с комбинированным применением алгоритмов поиска с чередующимися рандомизированными окрестностями и жадных агломеративных эвристических процедур [4], [11]. Общая схема данного подхода представлена на рис. 1.
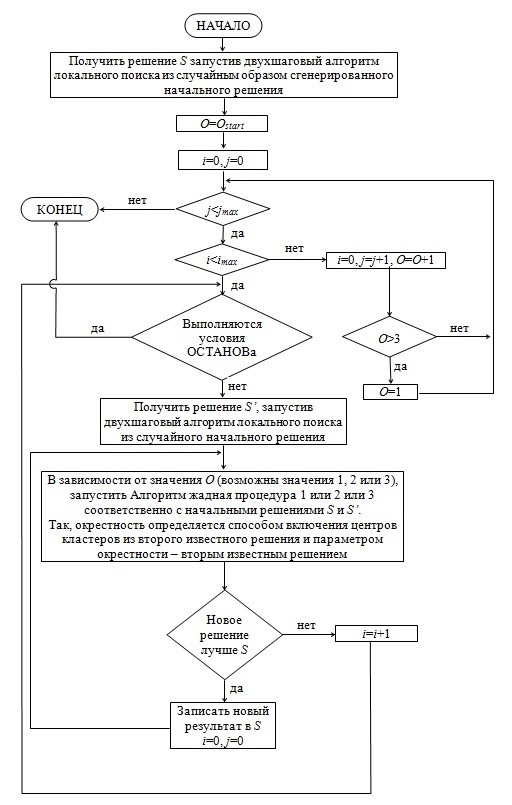
Рисунок 1 - Общая схема подхода к разработке алгоритмов кластеризации
5. Результаты вычислительных экспериментов
При кластеризации наборов данных каждый из алгоритмов был запущен по 30 раз. По полученным результатам наших экспериментов по каждому алгоритму рассчитаны значения целевой функции: минимальное значение, максимальное значение, среднее значение и среднеквадратичное отклонение (СКО). Алгоритмы k-means и j-means запускались в режиме мультистарта (см. табл. 1). Наилучшие значения выделены полужирным шрифтом.
Таблица 1 - Вычислительные эксперименты по сборной партии анодов
Алгоритм | Значения целевой функции | |||
минимальное | максимальное | среднее | СКО | |
k-means | 45676,97 | 45682,53 | 45678,72 | 1,3215 |
j-means | 45676,91 | 45685,78 | 45679,76 | 2,7024 |
GH-VNS1 | 45670,89 | 45671,99 | 45671,84 | 0,0000 |
GH-VNS2 | 45671,23 | 45674,43 | 45673,12 | 1,0314 |
GH-VNS3 | 45671,82 | 45674,76 | 45674,05 | 1,4112 |
ГАЖЭ+ЛП | 45688,79 | 45694,64 | 45687,02 | 3,9762 |
ГА ФП | 45705,12 | 45746,36 | 45716,64 | 7,8295 |
ГА классический | 45701,31 | 45725,43 | 45715,07 | 5,8061 |
Примечание: GH-VNS - алгоритм кластеризации разработанный с помощью рассматриваемого подхода, ГА – генетический алгоритм, ГАЖЭ+ЛП – GA с жадной эвристической процедурой с осуществлением локального поиска и вещественным алфавитом, ГА ФП – GA с рекомбинацией подмножеств фиксированной длины [12]
Разбиение эталонной сборной партии анодов, состоящей из двух эталонных, с применением данных методов дает весьма точные результаты (см. табл. 2).
Таблица 2 - Результаты разбиения экзаменационных выборок анодов
Тип | А 0УД25АС 1 | А 0УД25АС 2 |
Партия №1 | 30 | 29 |
Партия №2 | 28 | 24 |
Всего | 58 | 53 |
По результатам работы алгоритма кластеризации | ||
Партия №1 | 27 | 29 |
Партия №2 | 28 | 24 |
Неклассифицированные | 3 | 0 |
% неклассифицированных | 5,2 | 0 |
Ошибочные | 0 | 0 |
Таким образом, методы, предложенные в [11], являются достаточными для решения задачи выявления однородных партий анодов, которая, в свою очередь, является необходимым этапом процесса формирования специальных партий анодов.
6. Заключение
Результаты вычислительных экспериментов показали, что алгоритмы GH-VNS разработанные с применением представленного подхода (рисунок 1) имеют более точные (значение целевой функции меньше по среднему показателю) и более стабильные (меньшее среднеквадратичное отклонение целевой функции) показатели в сравнении со считающимися классическими алгоритмами (k-means, j-means, PAM, CEM), а также некоторыми генетическими алгоритмами. Таким образом, рассматриваемый в данной статье подход можно применять для задачи разделения партий зеленых анодов на однородные до процесса обжига.
По экспертным оценкам, использование данного подхода позволит экономить до 170 миллионов долларов в год (на основе данных о годовом объеме выпуска алюминия Красноярским алюминиевым заводом).