CONTROL OF AMPERAGE ON ELECTROLYTIC SERIES WITH FIXED MEASUREMENT OF TEMPERATURE CONDITIONS OF BATHES-WITNESSES

Фирсов А.Ю.1 Шанин И.М.2
1Кандидат технических наук, Санкт-Петербургский горный университет, 2Аспирант, Санкт-Петербургский горный университет, Санкт-Петербургский горный университет, Санкт-Петербург
УПРАВЛЕНИЕ АМПЕРНОЙ НАГРУЗКОЙ НА ЭЛЕКТРОЛИЗНОЙ СЕРИИ ПРИ ФИКСИРОВАННОМ ИЗМЕРЕНИИ ТЕМПЕРАТУРНОГО РЕЖИМА ВАНН-СВИДЕТЕЛЕЙ
Аннотация
В работе изучается вопрос адаптивного управления нагрузкой постоянного тока на электролизной серии в производстве алюминия на основе мониторинга теплового режима выбранных ванн. Общее технологическое состояние серии включенных последовательно в цепь электролизеров оценивается при постоянном контроле температуры днища стального кожуха и температуры отходящих газов на выходе в общую систему газоходов на 5 ваннах свидетелях. Температура электролита в ваннах-свидетелях определяется косвенным методом путем адаптации усредненного значения текущих температур газов и кожуха после составления матрицы реальных измерений температур при заданной нагрузке тока. Зависимость температуры электролита от измеряемых температур определяется по градуировочной таблице, на основе ручных замеров температуры электролита хромель-алюмелевыми термопарами для каждой ванны серии. Достоверным отклонением теплового режима всей серии можно считать только в случае изменений температуры на всех ваннах свидетелях. Преимуществом разработанного способа мониторинга является повышение эффективности управления электролизеров.
Ключевые слова: электролиз, алюминий, электролизное производство, SCADA-системы.Firsov A.Yu.1, Shanin I.M.2
1PhD in Engineering, 2Postgraduate student, Saint-Petersburg Mining University, Saint Petersburg
CONTROL OF AMPERAGE ON ELECTROLYTIC SERIES WITH FIXED MEASUREMENT OF TEMPERATURE CONDITIONS OF BATHES-WITNESSES
Abstract
This paper considers the problem of adaptive control of DC load on the electrolytic series in aluminum production based on the monitoring of the thermal conditions of selected baths. The general technological condition of the series of electrolytic baths connected in series into the circuit is estimated at a constant temperature control at the bottom of steel jacket and the temperature control of exhaust gases at the outlet to the overall gas duct system on 5 baths-witnesses. The temperature of the electrolyte in the baths-witnesses is determined indirectly by adapting the average value of current temperatures of gas and steel jacket after compiling of matrix of real temperature measurements for a given load current. The dependence of the electrolyte temperature on the measured temperature is determined by the calibration table based on the manual measurement of temperature of electrolyte by chromel-alumel thermocouples for each series of baths. A significant difference of the thermal conditions of the entire series can be considered only in case of temperature changes at all baths-witnesses. The advantage of the developed monitoring method is the improvement of efficiency of electrolytic baths control.
Keywords: electrolysis, aluminum electrolysis production.
Определение зависимости температуры электролита от температуры отходящих газов и температуры катодного кожуха
Существует множество способов контроля и управления параметрами электролизеров [1], [2], [3]. Как правило [4], замеры температур катодов и электролита производятся технологическим персоналом с периодичностью 5-6 раз в месяц с фиксированием данных специальную таблицу. Поэтому в связи с трудностями оперативного контроля температуры электролита, которая вызвана необходимостью нахождения термопары в среде высокотемпературного химически агрессивного криолит-глиноземного расплава (945-1000 оС), информация о тепловом режиме, как отдельных ванн, так и всей серии поступает с большим интервалом запаздывания. Также отсутствует возможность получения информации об общем температурном фоне серии во временном срезе, что приводит к сбоям при регулировании серии по величине значений греющего напряжения (заданным уставкам) при помощи системы автоматизации (СААТ).
Замер температуры, который производится вручную с помощью переносной хромель-алюмелевой термопары, что существенно снижает управляемость процесса электролиза в целом, и как следствие, приводит к снижению экономических показателей производства (ТЭП).
Для получения данных о температуре электролита предлагается одновременное измерение температуры отходящих газов и катодного кожуха (мониторинг теплового состояния), что может являться косвенным показателем температурного режима ванны и серии (температуры электролита). Для выявления зависимости и соотношения с теоретическими данными и моделированием теплового поля алюминиевого электролизера, был проведен лабораторный эксперимент. Схема установки для текущего мониторинга теплового состояния электролизера показана на рисунке 1,
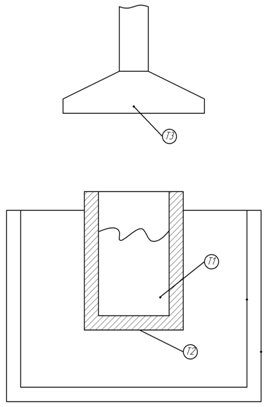
Рис. 1 - Схема лабораторной установки
где Т1 – температура электролита, Т2 – температура катодного кожуха, Т3 – температура отходящих газов.
На лабораторной установке были смоделированы два состояния: нормальный установившийся тепловой режим, для определения зависимости температур; и рост температуры электролита для определения величины и скорости отклика по косвенным измерениям. На основании измерений на установке, которая состоит из углеграфитового тигля заполненного расплавом и подключенными контактными датчиками, была получена зависимость, приведенная на графике (рисунок 2).
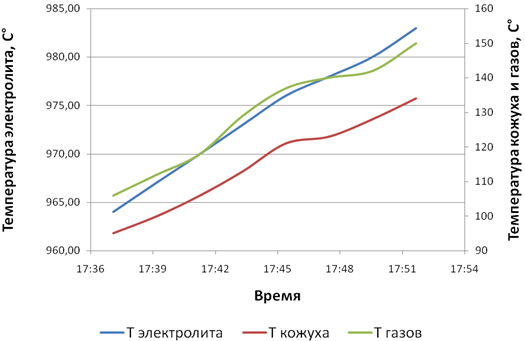
Рис. 2 - Зависимости температуры газов и кожуха от скорости нагрева расплава
Из графика видно, что при повышении температуры электролита происходит рост температуры катодного кожуха и отходящих газов. Так же видно, что температура отходящих газов, при изменении теплового режима ванны, растет быстрее, что указывает меньшую инерцию (запаздывание) данного показателя. Для исключения ложного предположения об отклонении температурного режима ванны необходимо использовать оба параметра и провести их адаптацию к значениям температуры расплава.
Далее был проведен пересчет зависимостей исходя и расчета теплопотерь через плоскую стенку ванны, и получена расчетная зависимость. В связи с влиянием МГД нестабильности и постоянно изменяющимся внутренним геометрическим пространством ванны, предусматривается ввод поправочного коэффициента, вносимого по результатам периодического ручного замера [5].
Для расширения функциональных возможностей разработанная схема мониторинга может быть дополнена другими альтернативными способами контроля, например неразрушающимися [5],[6].
Алгоритм формирования аварийного сообщения
Как правило, на действующих электролизных сериях, величина предельного отклонения температурного режима от нормы задается технологом, и далее вносится как параметр уставки в систему автоматизации для последовательного регулирования. Предлагается вносить изменения непосредственно на экране телекоммуникатора SCADA-системы [7],[8] для каждого электролизера – свидетеля отдельно. Таким образом, будет учитываться технологическое состояние каждого электролизера в отдельности, пространственное расположение серии, и другие факторы возмущения, влияющие на скорость и величину отклика косвенных измерений. Точность мониторинга обеспечивается выбором месторасположения ванн-свидетелей, поскольку электролизеры, находящиеся в торцах электролизной серии на входе и выходе из нее, а также электролизеры, расположенные около транспортных галерей имеют отличный тепловой режим от среднестатического оборудования. Это связано, в первую очередь, с различной аэрацией тепловых потоков вокруг катодного кожуха, большой чувствительностью при перепадах температуры воздуха в различный период времени (до 60оС).
Предполагается, что при возникновении предаварийных сообщений об отклонении температурного режима на всех пяти электролизерах – свидетелях, формируется общее аварийное предупреждение «Отклонение температурного режима на серии». При возникновении аварийного сообщения на АРМе оператора, и на основании заключения технолога принимается решение и вносится изменение в уставку токовой нагрузки на кремниево-преобразовательной подстанции (КПП).
При наличии предаварийных сообщений от отдельных ванн, и на основании заключения технолога делается вывод об отклонении температурного режима конкретной ванны. Такая ситуация возникает при возникновении анодного эффекта на ванне либо регламентных работах.
Механизм адаптации
В течение всего срока эксплуатации электролизера изменяются его теплофизические свойства (образуется настыль, деградирует футеровка и т.п.), что неизбежно приведет к потере точности механизма (алгоритма) формирования аварийных сообщений. Для решения данной проблемы предлагается вносить корректирующие коэффициенты и производить контрольные замеры температуры. Данное решение позволит своевременно скорректировать погрешность расчетов температуры и исключит возможность ложного срабатывания.
Коэффициенты предполагается вносить на стационарном посте (АРМе оператора). Для исключения неадекватного изменения, возможность внесения корректирующих коэффициентов разрешена только технологу.
Выводы
Таким образом, при всех трудностях оперативного контроля и измерений температуры электролита, предложенный способ позволяет более оперативно реагировать на отклонения в тепловом режиме серии, которое может быть вызвано различными факторами (анодные эффекты, резкое изменение температуры воздуха, сбои в регулировании напряжения и др.).
Использование пяти ванн-свидетелей позволяет достоверно оценить состояние серии, при этом значительно снижает финансовую нагрузку на предприятия при модернизации существующей системы управления.
Наличие дополнительных измерений на электролизерах, расширит функциональные возможности действующих систем автоматизации и позволит получать более достоверную информацию о состоянии процесса как на конкретных ваннах, так и по все серии в целом, что позволит повысить управляемость АСУТП, что приведет к повышению эффективности электролиза - выхода по току.
Ведение полной отчетности в SCADA системе о состоянии ванн-свидетелей позволит собрать большое количество статистической информации, на основе которой можно делать выводы о работе серии в течение длительных сроков. Анализируя полученную статистическую информацию о серии в целом и об отдельных электролизерах, появляется дополнительная информация для выявления узких мест в технологии, отклонений от регламента по различным причинам и другой информации.
Список литературы / References
- Борисоглебский Ю.В. Металлургия алюминия/ Борисоглебский Ю.В., Галевский Г.В., Кулагин Н.М., Минцис М.Я., Сиразутдинов Г.А., // Новосибирск: Наука. Сибирская издательская фирма РАН, - 1999, - 438 с.
- Хазан Г.Л. Диагностика состояния многофакторного процесса / Г.Л. Хазан, А.Г. Бабенко, В.Ю. Бажин // Расплавы. № 1. С. 28-35.
- Мирошник И.В. Теория автоматического управления. Нелинейные и оптимальные системы. – СПб.: Питер, 2006.
- Bazhin V.Yu., Boikov A.V., Sman A.V., Ivanov P.V. Optoelectronic method for monitoring the state of the cryolite melt in aluminum electrolyzers. Russian Journal of Non-Ferrous Metals, 2015, Vol. 56, No. 1, pp. 6–9.
- Petrov P.A., SharikovYu.V., Vlasov A.A., Bazhin V.Yu. and Feoktistov A.Yu. Developing software for the feed-control systems of high-power aluminum reduction cells // Metallurgist, Vol. 58, No. 11–12, March, 2015, pp. 1060 – 1063.
- Bazhin V.Yu. A contactless method of measuring the cryolite ratio in the electrolytic production of aluminium / V.Yu.Bazhin, A.V. Boikov, P.V. Ivanov // Measurement Techniques, May 2015, Vol. 58, № 2, pp. 219-222.
- Сухарев А.Г., Тимохов А.В., Федоров В.В. Курс методов оптимизации. – М.: Наука, 1986. – 328 с.
- Кузьмина И.А. Развитие систем автоматизации от SCADA к MES на базе современных технологий от InvensysWonderware / И. А. Кузьмина, А. Д. Павлюченко // Автоматизация производства. №7. 2007. - С.22-26.
Список литературы на английском языке / References in English
- BorisoglebskijJu.V. Metallurgijaaljuminija [Metallurgy of aluminium]/ BorisoglebskijJu.V., GalevskijG.V., KulaginN.M., MincisM.Ja., SirazutdinovG.A., // Novosibirsk: Nauka. Sibirskaja izdatel'skaja firma RAN [Siberian publishing firm of RAS], - 1999, - 438 p. [in Russian]
- Hazan G.L. Diagnostika sostojanija mnogofaktornogo processa [Diagnostics of multivariate process] / G.L. Hazan, A.G. Babenko, V.Ju. Bazhin // Rasplavy [Melts]. 2006. № 1. p. 28-35. [in Russian]
- Miroshnik I.V. Teorija avtomaticheskogo upravlenija. Nelinejnye i optimal'nye sistemy. [Theory of automatic control. Nonlinear and optimal system.] – SPb.: Piter, 2006. [in Russian]
- Bazhin V.Yu., Boikov A.V., Sman A.V., Ivanov P.V. Optoelectronic method for monitoring the state of the cryolite melt in aluminum electrolyzers. Russian Journal of Non-Ferrous Metals, 2015, Vol. 56, No. 1, pp. 6–9.
- Petrov P.A., SharikovYu.V., Vlasov A.A., Bazhin V.Yu. and Feoktistov A.Yu. Developing software for the feed-control systems of high-power aluminum reduction cells // Metallurgist, Vol. 58, No. 11–12, March, 2015, pp. 1060 – 1063.
- Bazhin V.Yu. A contactless method of measuring the cryolite ratio in the electrolytic production of aluminium / V.Yu.Bazhin, A.V. Boikov, P.V. Ivanov // Measurement Techniques, May 2015, Vol. 58, № 2, pp. 219-222.
- Suharev A.G., Timohov A.V., Fedorov V.V. Kurs metodov optimizacii. [The course methods of optimization.] – M.: Nauka [Science], 1986. – 328 p. [in Russian]
- Kuz'mina I.A. Razvitie sistem avtomatizacii ot SCADA k MES na baze sovremennyh tehnologij ot InvensysWonderware [The development of automation systems from SCADA to MES based on modern technologies from InvensysWonderware] / I. A. Kuz'mina, A. D. Pavljuchenko // Avtomatizacija proizvodstva. [ Production automation] №7. 2007. - p.22-26. [in Russian]