ПРАВКА СТАЛЬНОГО ЛИСТА НА ДВЕНАДЦАТИРОЛИКОВОЙ ЛИСТОПРАВИЛЬНОЙ МАШИНЕ. ЧАСТЬ 1. КРИВИЗНА ЛИСТА

Шинкин В.Н.
ORCID: 0000-0003-4954-7851, Доктор физико-математических наук, профессор, Национальный исследовательский технологический университет «МИСиС»
ПРАВКА СТАЛЬНОГО ЛИСТА НА ДВЕНАДЦАТИРОЛИКОВОЙ ЛИСТОПРАВИЛЬНОЙ МАШИНЕ. ЧАСТЬ 1. КРИВИЗНА ЛИСТА
Аннотация
Предложен математический метод определения оптимальных технологических параметров холодной правки толстого стального листа на двенадцатироликовой листоправильной машине. Расчеты позволяют определить вид и кривизну нейтральной линии стального листа при правке, а также остаточную кривизну листа после правки в зависимости от радиуса рабочих роликов, шага между роликами листоправильной машины, величины обжатия листа верхними роликами, толщины листа, а также модуля Юнга, предела текучести и модуля упрочнения металла листа. Результаты исследований могут быть использованы на машиностроительных и металлургических заводах и в сельскохозяйственном машиностроении.
Ключевые слова: остаточные напряжения, кривизна листа, листоправильные машины.Shinkin V.N.
ORCID: 0000-0003-4954-7851, PhD in Physics and Mathematics, Professor, National University of Science and Technology “MISIS”
THE STEEL SHEET FLATTENING ON THE TWELVE-ROLLER SHEET-STRAIGHTENING MACHINE. PART 1. CURVATURE OF SHEET
Abstract
The mathematical method for the determining of the optimal technological parameters of the cold straightening of the thick steel sheet on the twelve-rolled sheet-straightening machine is proposed. The calculations allow us to determine the type and the curvature of the neutral line of the steel sheet under the straightening, as well as the residual curvature sheet after the flattening depending on the rolls’ radius, the pitch between the straightening machines’ working rolls, the magnitude of the sheet reduction by the upper rollers, the sheet thickness, as well as the elastic modulus, the yield stress and the hardening modulus of the sheet metal. The results of the research can be used at the engineering and metallurgical plants and in the agricultural machinery industry.
Keywords: residual stresses, curvature of sheet, sheet-straightening machines.Введение
Перед формовкой стального листа его правят на листоправильных машинах [1-11]. В работах автора [5-11] рассматривались пяти-, девяти-, одиннадцати- и пятнадцатироликовые правильные машины. Данная работа посвящена двенадцатироликовой правильной машине (рис. 1).
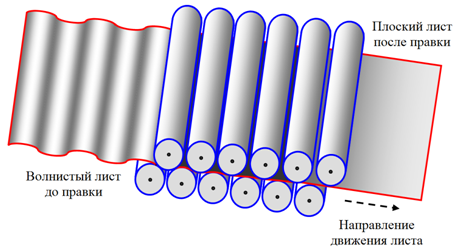
Рис. 1 - Правка листа на двенадцатироликовой машине
Роликовые листоправильные машины предназначены для правки листов и ленты в горячем и холодном состояниях. При горячей правке листов на машинах, установленных в общем технологическом потоке, исключается вредное влияние наклепа, а также используется высокая скорость правки с меньшим расходом энергии. Холодной правке подвергают горячекатаные, а также холоднокатаные листы.
Листоправильные машины выполняют с опорными роликами и без них. Применение опорных роликов в толстолистовых машинах уменьшает нагрузку, приходящуюся на правильные ролики, и предохраняет их от чрезмерных прогибов. В тонколистовых машинах при помощи опорных роликов также регулируют зазоры между правильными роликами, необходимые для устранения коробоватости и местной волнистости листов.
Каждый правильный ролик поддерживается опорными роликами с одной или двух сторон. В последнем случае опорные ролики воспринимают не только вертикальные, но и горизонтальные усилия.
Опорные ролики вдоль правильных роликов можно размещать в один ряд и более. Машины изготовляют с одним, двумя или большим числом секций опорных роликов.
Конструкция роликовых машин определяется главным образом способом регулировки правильных роликов и опорных роликов.
В машинах с одинарной регулировкой роликов подвижная траверса перемещается по высоте, причем верхний ряд роликов остается параллельным нижнему. В машинах с двойной регулировкой роликов, кроме установки подвижной траверсы по высоте, предусматривается также наклон ее в продольном направлении. В машинах с тройной регулировкой роликов подвижную траверсу можно устанавливать по высоте, а также с наклоном в продольном и поперечном направлениях.
В машинах с наклоном регулируемого ряда роликов в продольном направлении подвижная траверса укрепляется на цилиндрических ползунах, что позволяет наклонять траверсу в продольном направлении. В машинах с наклоном регулируемых роликов в поперечном направлении направляющие для подвижной траверсы выполняют с закруглениями или поперечными скосами.
В машинах с одинарной регулировкой роликов предусматривается механизм для установки роликов по высоте, состоящий из двух или четырех нажимных винтов, приводимых во вращение одновременно. В машинах с двойной регулировкой роликов устанавливается четырехвинтовой механизм для установки роликов, у которого предусматривается привод каждой (передней и задней) пары нажимных винтов отдельно и обеих пар одновременно. В машинах с тройной регулировкой роликов применяется четырехвинтовой механизм для установки роликов с отдельным приводом передней и задней пар винтов, у каждой из которых предусматривается отключение левого или правого винта. Механизм для регулировки правильных роликов приводится в большинстве машин от одного или двух приводов.
В некоторых машинах, характеризуемых небольшим весом подвижной траверсы, механизм для регулировки правильных роликов приводится вручную.
Вращение нажимным винтам механизма для регулировки роликов сообщается от электродвигателей чаще всего через цилиндрические редукторы, распределительные валы и червячные передачи. В машинах с ручной регулировкой роликов нажимные винты вращают при помощи штурвалов, насаженных на распределительные валы червячных передач. В случае привода от электродвигателя такие штурвалы также устанавливают на распределительных валах для уточнения установки роликов вручную.
Используется два вида механизмов для регулировки роликов: с приводными нажимными винтами, ввинченными в неподвижно закрепленные гайки, и с нажимными винтами, ввинченными во вращающиеся гайки. Основными способами уравновешивания подвижной траверсы являются пружинный, грузовой и пневматический.
В правильных машинах новейших конструкций нижняя траверса регулируется по высоте. В этом случае уравновешивающего устройства не требуется.
Общую, а также и секционную регулировку опорных роликов осуществляют вручную или от электропривода при помощи нажимных винтов или клиньев. В машинах с подвижной верхней траверсой регулируют верхние опорные ролики, а в машинах с подвижной нижней траверсой - нижние опорные ролики.
У машин с одинарной общей регулировкой верхнего ряда правильных роликов обычно предусматривается индивидуальная вертикальная регулировка крайних направляющих роликов. Эта регулировка осуществляется вручную от штурвалов или от электропривода. В некоторых таких машинах индивидуальная регулировка по высоте предусмотрена для всех роликов регулируемого ряда.
Некоторые тонколистовые правильные машины с передней и задней сторон оборудуют двумя парами тянущих роликов, которые облегчают задачу и выдачу листов.
В роликовых листоправильных машинах все правильные ролики приводные. Холостыми выполняют лишь крайние направляющие ролики в машинах с одинарной регулировкой роликов. Привод роликов устанавливают отдельно от рабочей клети. В некоторых машинах редуктор и шестеренную клеть совмещают в общем корпусе.
В машинах с большим числом правильных роликов редуктор выполняют с двумя или тремя выходными валами, а шестеренную клеть - соответственно с двумя или тремя приводными валами, в результате чего крутящий момент распределяется между несколькими валами.
Некоторые роликовые листоправильные машины снабжают круговыми щетками для очистки листов. Известны правильные машины, оборудованные окалиноломателями. Роликовые листоправильные машины оснащают также устройствами для смазки поверхности листов.
Прокатная листовая сталь в аграрной индустрии
В сельскохозяйственном машиностроении широко применяются металлы, сплавы и стали. Металлы и их сплавы подразделяются на черные и цветные. К черным металлам относятся соединения железа с углеродом и другими элементами, а к цветным - медь, алюминий, цинк, олово и другие.
Прокатная листовая сталь является основным материалом для изготовления сельскохозяйственных машин. Для нужд машиностроения металлургические заводы выпускают прокатную сталь различного сечения - круглого, квадратного, плоского, фасонного. Специально для сельскохозяйственного машиностроения выпускают, кроме того, и дополнительный прокат: лемешную сталь и сталь специальных профилей, встречающихся в сельскохозяйственных машинах (пальцевая полоса и ножевая спинка режущих аппаратов уборочных машин, грядили плугов и так далее). Из прокатной стали изготовляют рамы, рычаги, тяги, валы, оси и так далее; из нее же штампуются или отковываются сложные детали сельскохозяйственных машин.
Для изготовления наиболее ответственных деталей сельскохозяйственных машин применяют качественные стали, а также специальные стали - хромистые, хромоникелевые, кремнемарганцовые и другие. Так, стали для режущих деталей по своим свойствам приближаются к инструментальным хромоникелевым сталям с высоким содержанием углерода; пружины изготовляются из марганцовистой или кремнистой стали и прочее. Стали, в состав которых вводят специальные элементы, называют легированными.
Математическая модель правки листа
Пусть Hi (i = 1, …, 12) - обжатия листа рабочими роликами и H1 = H3 = H5 = H7 = H9 = H11 = 0. Отметим, что реальные значения обжатий верхних роликов (расстояния между нижними точками поверхности верхних роликов ниже уровня верхних точек поверхности нижних роликов) на толщину листа меньше вышеуказанных значений обжатий листа верхними роликами.
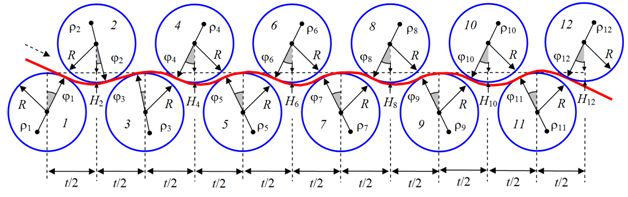
Рис. 2 - Кинематическая схема правки листа между рабочими роликами
Пусть Пр и Пс, E, σт, − модули упрочнения стали при растяжении и сжатии, модуль Юнга и предел текучести; R − радиус рабочих роликов, φi − углы точек касания роликов и стального листа (i = 1 … 12), t − шаг рабочих роликов, R0 = R + h/2, εi = 1/ρi и ρi − кривизна листа в точках касания с роликами и радиусы кривизны, h − толщина листа (рис. 2).
Уравнения для вычисления кривизны листа в точках касания с роликами:
Первый и второй ролики
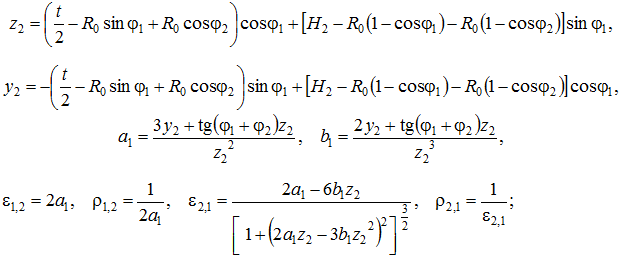
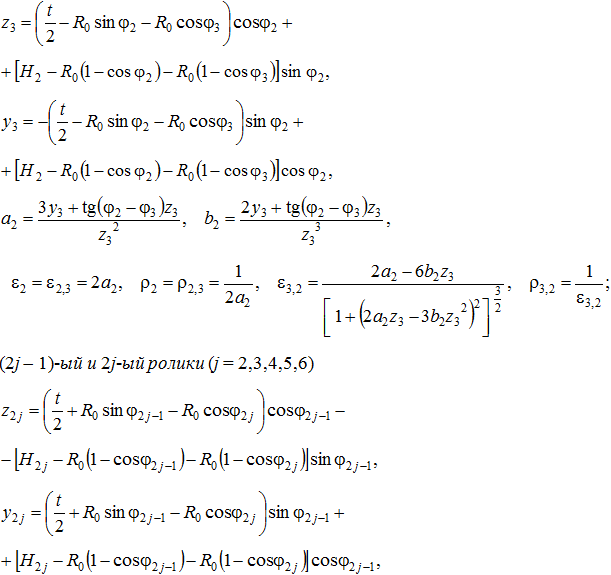
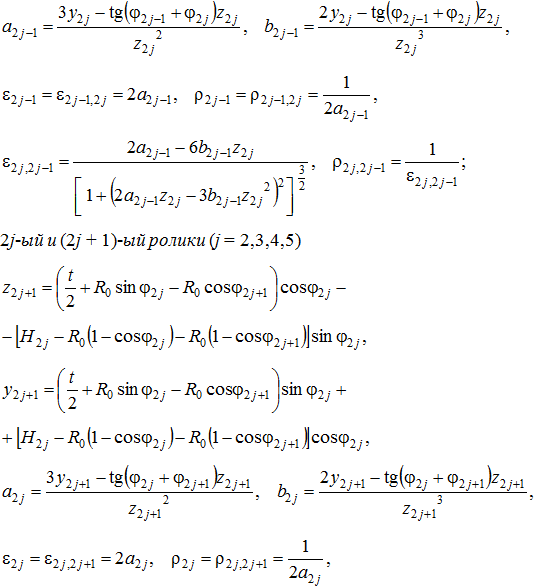

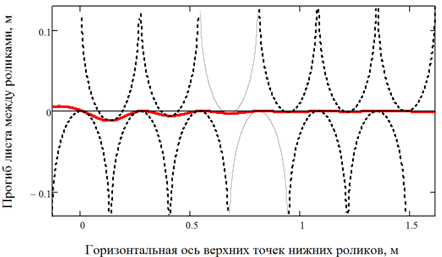
Рис. 3 - Прогиб листа
Граничные условия:Численные расчеты для прогиба и кривизны листа в двенадцатироликовой машине при E = 2∙1011 Па, R = 0,125 м, σт = 500∙106 Па, h = 0,010 м, t = 0,270 м, ρ1 = -1 м, H12 = 0,375 мм, H10 = 0,75 мм, H8 = 1,5 мм, H6 = 3 мм, H4 = 6 мм и H2 = 12 мм показаны на рис. 3 и 4.
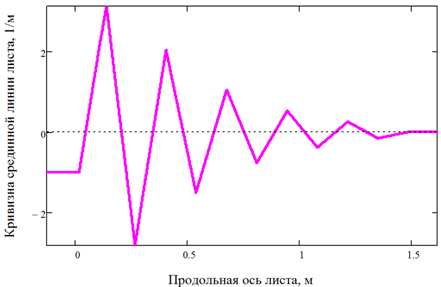
Рис. 4 - Кривизна листа
Литература
- Королев А.А. Механическое оборудование прокатных и трубных цехов. - М.: Металлургия, 1987. - 480с.
- Целиков А.И., Полухин П.И., Гребеник В.М. и др. Машины и агрегаты металлургических заводов. Т. 3. Машины и агрегаты для производства и отделки проката. - М.: Металлургия, 1988. - 680с.
- Шинкин В.Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
- Шинкин В.Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
- Shinkin V.N., Kolikov A.P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. - 2011. - Vol. 41. - No. 1. - P. 61-66.
- Shinkin V.N., Kolikov A.P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. - 2011. - Vol. 41. - No. 6. - P. 528-531.
- Shinkin V.N., Kolikov A.P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. - 2012. - Vol. 55. - Nos. 11-12. - P. 833-840.
- Шинкин В.Н., Федотов О.В. Расчет технологических параметров правки стальной горячекатаной рулонной полосы на пятироликовой машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. - 2013. - № 9. - С. 43-48.
- Шинкин В.Н., Барыков А.М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. - 2014. - № 5. - С. 7-15.
- Шинкин В.Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. - 2014. - № 8. - С. 26-34.
- Шинкин В.Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. - 2015. - № 1. - С. 42-48.
References
- Korolev, A.A. (1987) Mechanical equipment of rolling and pipe shops, Metallurgy, Moscow.
- Tselikov, A.I., Poluhin, P.I., Grebenik, V.M., and others (1988) Machines and units of metallurgical plants, Vol. 3: Machines and units for production and decoration rolling, Metallurgy, Moscow.
- Shinkin, V.N. (2013) Strength of materials for metallurgists, Izd. Dom MISiS, Moscow.
- Shinkin, V.N. (2014) Continuum mechanics for metallurgists, Izd. Dom MISiS, Moscow.
- Shinkin V.N. and Kolikov A.P. (2011) ‘Simulation of the shaping of blanks for large-diameter pipe’, Steel in Translation, Vol. 41, No. 1, pp. 61-66.
- Shinkin V.N. and Kolikov A.P. (2011) ‘Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe’, Steel in Translation, Vol. 41, No. 6, pp. 528-531.
- Shinkin V.N. and Kolikov A.P. (2012) ‘Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology’, Metallurgist, Vol. 55, Nos. 11-12, pp. 833-840.
- Shinkin, V.N. and Fedotov, O.B. (2013) ‘Calculation of technological parameters of five-roller sheet-straightening machine by the Fagor Arrasate company under manufacture of steel sheet from hot-rolled coil’, Rolling, No. 9, pp.43-48.
- Shinkin, V.N. and Barykov, A.M. (2014) ‘Technological parameter calculation of cold flattening of steel sheet on nine-roller plate-flattening machine SMS Siemag at metallurgical complex of mill 5000’, Rolling, No. 5, pp.7-15.
- Shinkin, V.N. (2014) ‘Production parameter calculation for steel plate leveling at eleven-roller plate-leveling machine of cross cutting line Fagor Arrasate’, Rolling, No. 8, pp.26-34.
- Shinkin, V.N. (2015) ‘Mathematical model of steel sheet flattening on fifteen-roller sheet-straightening machine of cutting-to-length line by Fagor Arrasate company’, Rolling, No. 1, pp. 42-48.