ОЦЕНКА ПОГРЕШНОСТЕЙ ПРИ ПРОИЗВОДСТВЕ РАМЫ БОЛИДА «ФОРМУЛА СТУДЕНТ»

Головин Д.В.
Студент-магистрант, Пермский национальный исследовательский политехнический университет
ОЦЕНКА ПОГРЕШНОСТЕЙ ПРИ ПРОИЗВОДСТВЕ РАМЫ БОЛИДА «ФОРМУЛА СТУДЕНТ»
Аннотация
В работе раскрывается вопрос об оценке погрешностей при изготовлении несущей рамы болида класса «Формула Студент» команды ПНИПУ. В статье описаны основные требования, предъявляемые к рамам болидов «Формула Студент», на основании данных требований обоснована актуальность требований по точности. Дано описание основных этапов технологического процесса производства пространственной трубчатой рамы. Приведено описание процесса оценки погрешностей с использованием оптической измерительной системы ATOS III XL.
Ключевые слова: FSAE, Формула Студент, пространственная трубчатая рама, гоночный автомобиль, ATOS.
Golovin D.V.
Master student, Perm National Research Polytechnic University
DESIGN ANALYSIS OF FORMULA STUDEN RACE CAR SUSPENSIONS
Abstract
The paper reveals the problem of estimating the errors in the production of space frame of "Formula Student" racing car of PNRPU team. The article describes the basic requirements for the frames of "Formula Student" cars, based on these requirements, the urgency of the requirements in terms of accuracy. Its gives a description of the main steps of the manufacturing process of tubular space frame. In addition, its gives the description of the error evaluation process using the optical measuring system ATOS III XL.
Keywords: FSAE, Formula Student, tubular space frame, racing car, ATOS.
Несущая система играет ключевую роль в конструкции любого спортивного автомобиля, поэтому к ней предъявляются повышенные требования в таких аспектах как: прочность, жесткость, технологичность и непосредственно связанная с ней точность изготовления.
Особенностью соревнований класса «Формула Студент» является то, что команды могут выбрать и применить различные технические решения в конструкции своих болидов и данная особенность не обошла стороной несущие системы. Регламент соревнований [1] допускает разработку классической несущей системы в виде пространственной рамы согласно части T, либо разработку по части AFR (alternative frame rules). Этот факт обуславливает то, что команды прибегают к различным типам несущих систем в конструкции своих болидов и на сегодняшний день распространение получили не только пространственные металлические рамы, но и углепластиковые, а также листовые монококи из сотовых панелей и гибридные несущие системы. Каждый тип несущей системы обладает своими ключевыми преимуществами.
Выбор типа несущей системы обусловлен рядом факторов, вытекающих из требования общего характера, которые в свою очередь выходят из специфики назначения болида «Формула Студент» – участие в студенческих инженерных соревнованиях. В данных соревнованиях учитываются не только динамические характеристики разработанного болида, но и надежность, а также обоснование того или иного технического решения. Резюмируя выделить следующие свойства, которыми должна обладать несущая система спортивного автомобиля:
- Низкая масса, дающая непосредственное преимущество в динамических показателях перед командами-конкурентами.
- Высокая жесткость, оказывающая влияние на управляемость автомобиля и обеспечивающая минимальное рассогласование кинематических параметров подвески.
- Технологичность, подразумевающая под собой возможность реализации той или иной несущей системы и гарантирующая точность изготовления.
- Стоимость, что в условиях ограниченности бюджета у многих команд может играть существенную роль.
В качестве несущей системы первого болида «Формула Студент» команды Пермского национального исследовательского университета была выбрана пространственная металлическая трубчатая рама из материала сталь 20. Выбор данной несущей системы обусловлен в первую очередь тем, что команда является начинающей и не имеет опыта в конструировании автомобилей данного класса, и очевиден тот факт, что изготовление несущей системы из композитных материалов является более ресурсозатратной, главным образом в плане финансовых вложений.
На раму устанавливаются все элементы конструкции болида, а именно: элементы подвески, рулевое управление, силовая установка, элементы трансмиссии, кузовные панели, органы управления и т.д. Поэтому разработчику в ходе проектирования необходимо учитывать все данные аспекты.
Особо важную роль в вопросе точности изготовления рамы болида «Формула Студент» играет положение мест креплений подвески и рулевого управления поскольку от них зависят кинематика и установочные параметры подвески.
Рассогласование в кинематике подвески и рулевого управления, которое может быть вызвано неточностью изготовления, безусловно, приводит к такому эффекту как силовое подруливание (bump steering) автомобиля. Данный эффект проявляется в чрезмерном изменении схождения колес при ходах сжатия и отбоя (например, в результате наезда на поребрик), а также крене болида в повороте. Все это в совокупности приводит к таким последствиям как снос передней или задней оси в повороте, повышенный износ покрышек. Поэтому можно сделать вывод, что данный эффект негативно сказывается на управляемости, и как следствие, невозможности достижения высоких показателей при динамических испытаниях болида, таких как ski-pad (восьмерка), autocross (гонка на время) и endurance (гонка на выносливость) на соревнованиях.
От точности изготовления рамы напрямую зависят установочные параметры подвески. Неточности полученные при изготовлении рамы и мест креплений подвески могут приводит к недостижимости спроектированных установочных и рабочих параметров подвески, полученных в результате кинематического расчета и оптимизации геометрии подвески. Благодаря оценке погрешностей при изготовлении рамы имеется возможность внести коррективы в конструкцию креплений подвески, путем внедрения регулировочных элементов, для получения необходимых установочных параметров.
Технологический процесс создания рамы представляет из себя несколько этапов:
- Раскрой труб – данном этапе трубам придается соответствующая форма для соединения их в узлы, при этом количество труб, сходящихся в одном узле, в предельном случае может достигать пяти. Для упрощения данного процесса и минимизации погрешности, было решено прибегнуть к плазменному раскрою труб на станке с ЧПУ.
- Гибка труб – для придания основным дугам рамы соответствующей формы. В конструкции рамы болида «Формула Студент» ПНИПУ используется цельнозамкнутая конфигурация передней дуги и дуги передней подвески, для минимизации количества сварных швов.
- Сварка рамы, данный процесс является наиболее трудоемким, так же по его ходу возникают наибольшие погрешности, поскольку процесс сварки связан с высокими температурами, и как следствие, термическим расширением и уводом конструкции рамы. Для минимизации данного эффекта многие команды прибегают к изготовлению кондукторов или к использованию дорогостоящей оснастки.
В ходе работы команды «Формула Студент» ПНИПУ было произведено изготовление сварной рамы (рис. 1.) Дальнейшим шагом было принято решение прибегнуть к оценке погрешностей в результате изготовления.

Рис. 1 - Рама болида «Формула Студент» команды ПНИПУ
При анализе методов оценки точности было определено, что многие команды используют мобильные координатно-измерительные машины[2]. Помимо этого, в машиностроении для решения подобных задач широкое распространение получили оптические измерительные системы.

Рис. 2 - Подготовленная для измерений поверхность рамы и нанесенная на нее реперная точка
Поскольку ПНИПУ является многопрофильным высшим учебным заведением решение поставленной задачи было принято проводить в рамках межкафедрального взаимодействия кафедр «Автомобили и технологические машины» Автодорожного факультета и «Инновационные технологии машиностроения» Аэрокосмического факультета. В состав технологического оснащения лабораторий кафедры «Инновационные технологии машиностроения» Аэрокосмического факультета ПНИПУ входит оптическая измерительная система ATOS III XL, позволяющая проводить 3D оцифровку, измерение и контроль геометрии различных конструкций и деталей.
Была произведена подготовка рамы для проведения измерений: 1. Для исключения зеркальности поверхности элементы рамы были покрыты малярным скотчем, 2. Произвелось нанесение реперных точек на поверхность, для привязки в ходе серии измерений. (рис. 2)
В ходе измерений была проведена серия снимков (рис. 3). Оценка точности изготовления производилась в программном продукте GOM Inspect V8 путем сравнения результатов оцифровки изготовленной рамы с разработанной CAD-моделью рис 4.
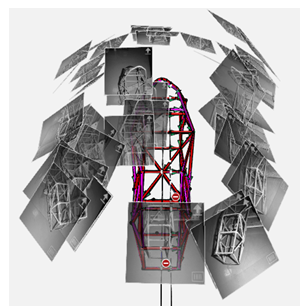
Рис. 3 - Отображение серии снимков рамы
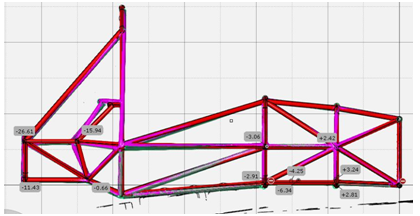
Рис. 4 - Сопоставление результатов оцифровки изготовленной рамы с разработанной CAD-моделью
В дальнейшей работе, с целью повышения точности, планируется разработка оснастки и применение технологии непрерывного контроля при изготовлении.
Литература
- 2015 Formula SAE Rules. – URL: http://www.fsaeonline.com/content /2015-16%20FSAE%20Rules%20revision%2091714%20kz.pdf (дата обращения 20.07.2016)
- Mit dem FARO Edge auf Pole Position – URL: http ://www.faro.com/de-de/messloesungen/industrien/automobilindustrie/2014/07/24/mit-dem-faro-edge-auf-pole-position (дата обращения 20.07.2016)
- Оптическая измерительная система ATOS III XL+TRITOP (Германия) – URl: http://tka.pstu.ru/businesses/technology/atos-iii-xl-tritop/ (дата обращения 20.07.2016)
References
- 2015 Formula SAE Rules. – URL: http://www.fsaeonline.com/content /2015-16%20FSAE%20Rules%20revision%2091714%20kz.pdf (data obrashhenija 20.07.2016)
- Mit dem FARO Edge auf Pole Position – URL: http ://www.faro.com/de-de/messloesungen/industrien/automobilindustrie/2014/07/24/mit-dem-faro-edge-auf-pole-position data obrashhenija 20.07.2016)
- Optical measuring system ATOS III XL+TRITOP (Germany) – URl: http://tka.pstu.ru/businesses/technology/atos-iii-xl-tritop/ (data obrashhenija 20.07.2016)