РАЗРАБОТКА САУ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВЫХ ПРОФИЛЕЙ

Исаев П.А
Магистрант, Донской государственный технический университет
РАЗРАБОТКА САУ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВЫХ ПРОФИЛЕЙ
Аннотация
В статье рассматривается - модернизация процесса производства алюминиевых профилей. Необходимость модернизации вызвана требованием более точного управление процессом нагрева заготовок в контейнере и уменьшением влияния внешних факторов на процесс.
Ключевые слова: автоматизация, модернизация, промышленность.
Isaev P.A
Master student, Don state technical university
DEVELOPMENT OF SAU OF PRODUCTION OF ALUMINUM SHAPES
Abstract
The article considers the modernization process of the manufacture of aluminum profiles. The need for modernization is caused by the requirement of a more precise control of the process of heating of billets in the container and the declining influence of external factorson the process.
Keywords: automation, modernization, industry.
Цели автоматизации — повышение эффективности и производительности труда, повышение качества продукции, оптимизация планирования и управления, освобождение человека от работы во вредных условиях.
Автоматизация приводит к улучшению основных показателей эффективности производства: увеличению количества, улучшению качества и снижению себестоимости выпускаемой продукции, повышению производительности труда. Эталон уровня производства - использование изотермического прессования. Это постоянная температура прессизделия на выходе из матрицы в течение всего цикла прессования, а также на всех этапах процесса, включая нагревательную печь, заготовку, контейнер и матрицу. Такой процесс происходит при максимально возможной скорости прессования благодаря снижению температуры заготовки и использованию максимального усилия прессования. При этом нагрузка на матрицу остается постоянной.
Фундаментальное различие между обычным и изотермическим прессованием можно увидеть на схематической диаграмме прессования, представленной на рисунке 1.2:

Рисунок 1.2 — Предельная температура прессования
Обычное прессование описывается горизонтальной линией. (Рисунок.1.2). Если нет градиента температур на заготовке, то в процессе прессования температура профиля будет увеличиваться. Для того, чтобы избежать перегрева прессизделия на выходе из очка матрицы, и, как следствие, получения дефектной поверхности, оператор устанавливает постоянную невысокую скорость прессования.
При изотермическом прессовании температура профиля измеряется бесконтактным интегральным пирометром, работающим в диапазоне инфракрасного излучения. При отклонении температуры от установленной поступает команда на регулятор скорости прессования через систему контроля процесса.
На Рисунок.1.3 схематично показано сокращение времени прессования за счет реализации изотермического процесса. Использование замкнутой системы изотермического прессования, например, на прессе усилием 25 МН при прессовании профилей позволило увеличить выпуск продукции на 12% 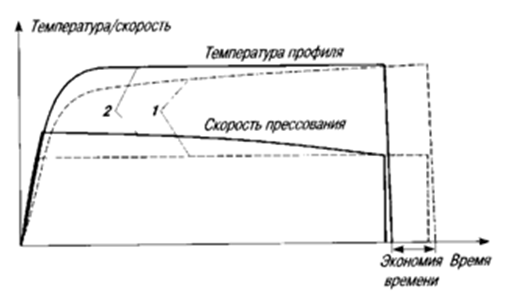
Рисунок 1.3 — Традиционное 1,Изотермическое 2 прессование
Математическая модель процесса
Обратимся к задаче управления процессом нагрева партии заготовок во время их прессования с постоянной скоростью V вдоль оси х по длине печи непрерывного действия с внешним теплообменом (рисунок 2.2).
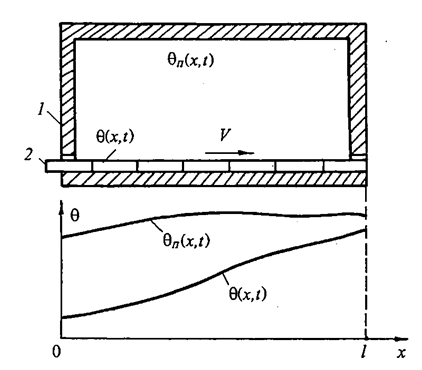
Рисунок 2.2 — Схема процесса нагрева металла в печи непрерывного действия: 1- печь; 2 - партия нагреваемых заготовок
Где θ (x,t) - температурное поле заготовок, нагреваемых в процессе их продвижения в печи непрерывного действия,
θ п(x,t) – пространственно-временное распределение температуры рабочего пространства печи,
V – скорость движения заготовки в печи.
СИНТЕЗ СИСТЕМ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ
Передаточная функция пневматического исполнительного механизма с регулирующим клапаном приведена:
 (3.13)
(3.13)
Передаточная функция датчика температуры приведена из справочника
 (3.14)
(3.14)
Передаточная функция электропневматического преобразователя:
 (3.15)
(3.15)
Рассчитаем настройки регулятора [3]. Передаточная функция ПИ - регулятора:
 (3.16)
(3.16)
.Передаточная функция компенсатора будет равна:
 (3.18)
(3.18)
Промоделируем систему по возмущающим воздействиям с компенсаторами. Модель системы управления с компенсатором возмущения в пакете simulink представлена на рисунке 3.10.
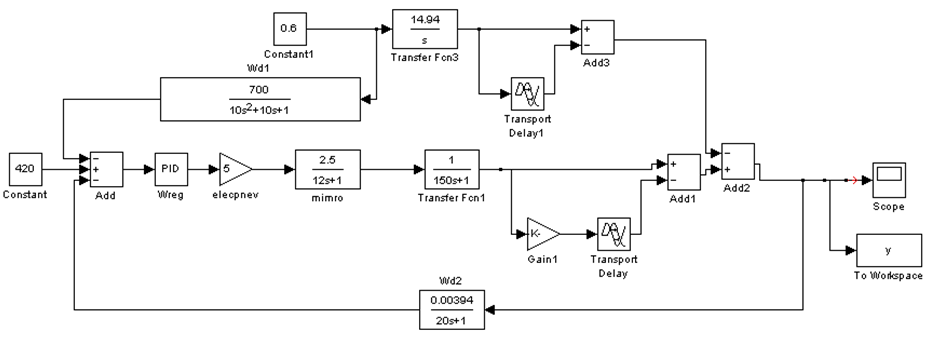
Рисунок 3.10 - Модель системы управления с компенсатором возмущения в пакете simulink
Реакция системы с компенсатором по каналу “скорость прессования– температура заготовки” при возмущающем воздействии скорости передвижения заготовки на рисунке 3.11.
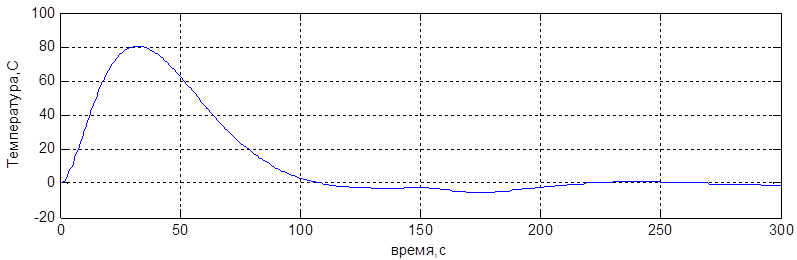
Рисунок 3.11 - Реакция системы управления с компенсатором возмущения
Список литературы
Данченко В.Н., Миленин А.А., Головко А.Н. Производство профилей из алюминиевых сплавов. Теория и технология: учеб. пособие / Данченко В.Н., Миленин А.А., Головко А.Н. Днепропетровск: ДНВП "Системные технологии", 2001. - 448 с.
Таблица физических величин: справочник / И.К. Кикоин [и др.]; под общ. ред. И.К. Кикоина. — Москва: Атомиздат, 1976. — 1008 с.
Лыков, А.В. Теория теплопроводности: учеб.пособие для вузов / А.В.Лыков. - 3-е изд.,перераб.и доп.– Москва.: Высшая школа, 1967. – 600 с.
Бутковский, А.Г. Теория оптимального управления системами с распределенными параметрами: учеб пособие / А.Г. Бутковский. –– М. : Наука, 1965. – 474 с.
Список литературы
Данченко В.Н., Миленин А.А., Головко А.Н. Производство профилей из алюминиевых сплавов. Теория и технология: учеб. пособие / Данченко В.Н., Миленин А.А., Головко А.Н. Днепропетровск: ДНВП "Системные технологии", 2001. - 448 с.
Таблица физических величин: справочник / И.К. Кикоин [и др.]; под общ. ред. И.К. Кикоина. — Москва: Атомиздат, 1976. — 1008 с.
Лыков, А.В. Теория теплопроводности: учеб.пособие для вузов / А.В.Лыков. - 3-е изд.,перераб.и доп.– Москва.: Высшая школа, 1967. – 600 с.
Бутковский, А.Г. Теория оптимального управления системами с распределенными параметрами: учеб пособие / А.Г. Бутковский. –– М. : Наука, 1965. – 474 с.