Динамическая неустойчивость и бифуркации в гибридном процессе WAAM с порошковым легированием и вибрационной обработкой: нелинейный анализ
Динамическая неустойчивость и бифуркации в гибридном процессе WAAM с порошковым легированием и вибрационной обработкой: нелинейный анализ

Аннотация
Проведён нелинейно-динамический анализ гибридного процесса Wire Arc Additive Manufacturing (WAAM) с порошковым легированием и вибрационным воздействием. На основе синхронной регистрации параметров дуги и акустической эмиссии реконструированы фазовые портреты системы «источник питания-дуга-сварочная ванна». С использованием корреляционной размерности и показателя Ляпунова идентифицированы сценарии бифуркационных переходов. Установлено: расход порошка — критический бифуркационный параметр; превышение порога 8 г/мин переводит систему из предельного цикла в детерминированный хаос. Обнаружен эффект управления хаосом вибрацией: в диапазоне 45–60 Гц наблюдается фазовая синхронизация, подавляющая хаотические осцилляции. Показана корреляция хаотических режимов с дефектами структуры. Предложена феноменологическая модель, описывающая бифуркации. Результаты создают основу для адаптивных систем предиктивного управления.
1. Введение
Технология Wire Arc Additive Manufacturing (WAAM) эффективна для крупногабаритных заготовок , . Перспективно её развитие в сторону гибридных процессов с порошковым легированием и внешними полями , , , . Однако такая гибридизация превращает процесс в сложную нелинейную систему, потеря устойчивости которой ведёт к дефектам . Традиционный подбор режимов не учитывает внутреннюю динамику.
Для количественного анализа устойчивости в дуговых процессах применяют аппарат нелинейной динамики: старший показатель Ляпунова (λ1) и корреляционную размерность (D₂) , , . В показано, что λ1>0 соответствует хаосу при сварке; в аналогичный метод использован для WAAM без порошка и вибрации. Фазовая синхронизация позволяет управлять хаосом в технологических системах , , , но для гибридного WAAM с вибрацией такие исследования отсутствуют. Акустическая эмиссия даёт возможность высокочастотного мониторинга сварочных процессов , а реконструкция фазового пространства , и расчёт λ1 — количественно характеризовать режимы.
Таким образом, несмотря на отдельные работы по нелинейной динамике дуговой наплавки , , и порошковой подаче , , , единый анализ гибридного WAAM с одновременным легированием порошком и вибрацией не проводился. Бифуркационные параметры, пороги перехода к хаосу и частотные окна подавления хаоса не определены.
Цель — исследование нелинейной динамики и бифуркационных переходов в гибридном WAAM при варьировании погонной энергии, расхода порошка и частоты вибрации.
Научная новизна.
1) Впервые гибридный WAAM с порошком и вибрацией рассмотрен как единая диссипативная система; реконструированы аттракторы и количественно оценены λ1, D2 (отличие от , ).
2) Установлен бифуркационный параметр — расход порошка G с порогом Gкр ≈ 8 г/мин (в , , анализировалась только структура).
3) Обнаружено «окно синхронизации» 45–60 Гц, подавляющее хаос (расширяет , для WAAM).
2. Методы и принципы исследования
Исследования проводились на гибридном стенде на базе станка с числовым программным управлением (ЧПУ), интегрированного со сварочным оборудованием и модулем подачи нанопорошка (рис. 1).
Разработанный модуль (рис. 1б) включает в себя баллон с защитным газом 1, который через двойной регулятор расхода 2 с помощью рукава 4 подключен к приводной системе подачи нанопорошков 6, из второго выхода регулятора 2 рукавом баллон 1 соединен со сварочным аппаратом 12, который через рукав 5 соединен со сварочной горелкой 9 закрепленной на 3D-принтере 8, рядом с которой при помощи подвижного крепления присоединено сопло распыления 10, подключенное через систему шлангов к приводной системе подачи нанопорошка 6, управление которым происходит через кабель канал 3, соединяющий плату коммутации блока подачи с вынесенным за пределы камеры печати 7 электронным блоком управления 11.
Для возбуждения колебаний использовался вибростол (0–100 Гц). Материал основы: проволока ER70S-6 (Ø1,2 мм); порошок: карбонильный никель ПНК-1Л5 (5–10 мкм). Датчик АЭ установлен на подложке вблизи зоны наплавки.
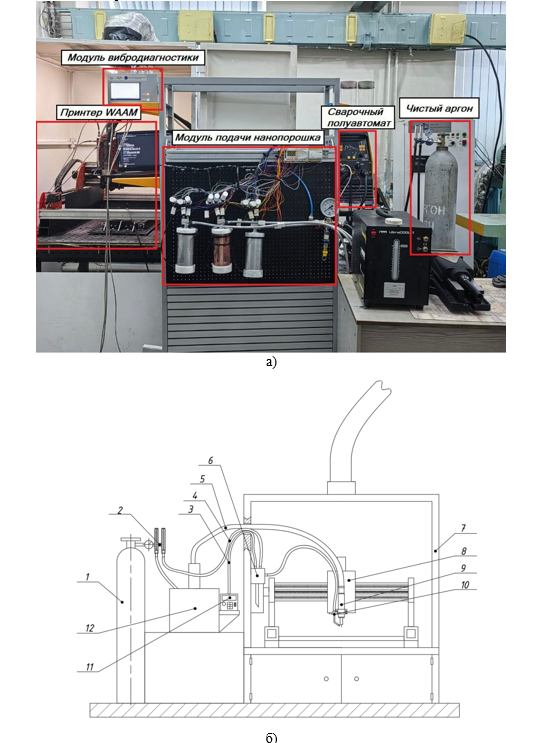
Схема гибридного стенда:
а) общая компоновка; б) модуль подачи порошка
1 – баллон с защитным газом; 2 – двойной регулятор расхода; 3 – кабель канал; 4, 5 – рукав; 6 – приводная система подачи нанопорошков; 7 – камера печати; 8 – 3D-принтер; 9 – сварочная горелка; 10 – сопло распыления; 11 – электронный блок управления; 12 – сварочный аппарат
- погонная энергия Q: 0,5–1,30 кДж/мм (I = 120–200 А, U = 18–27 В);
- расход порошка G: 2–12 г/мин;
- частота вибрации f: 0–80 Гц.
Регистрация сигналов (ток, напряжение, АЭ) — 20 кГц. Анализ: реконструкция фазового пространства методом Такенса , корреляционная размерность D2 , показатель Ляпунова λ1 , : λ1 > 0 — хаос, λ1 ≈ 0 — предельный цикл .
3. Основные результаты
При фиксированной погонной энергии Q = 0,69 кДж/мм идентифицированы три режима динамики процесса (рис. 2).
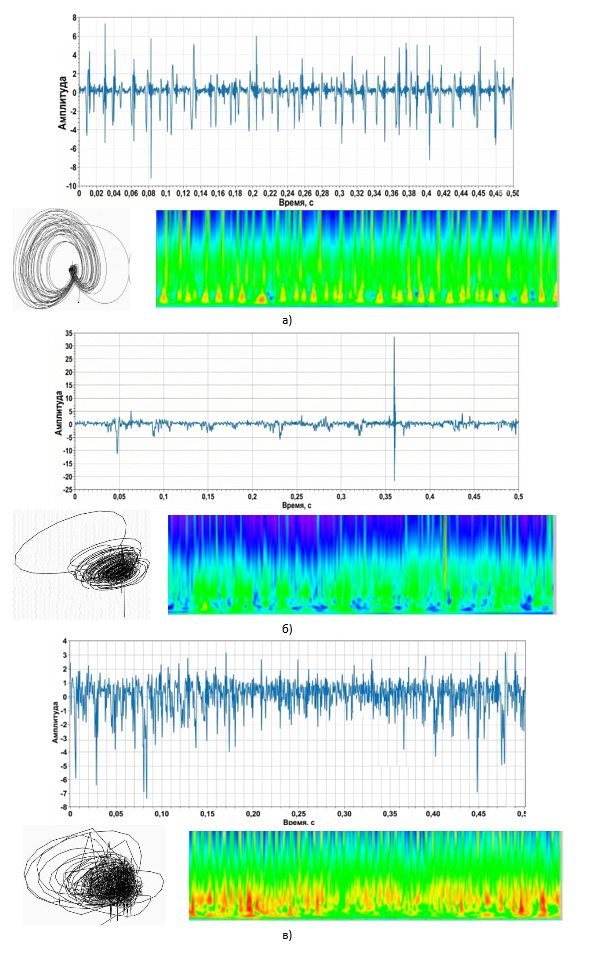
Эволюция фазовых портретов при росте расходов порошка G:
а) G=4 г/мин — цикл; б) G=6–8 — переход; в) G=10–12 — хаос
Режим 1 (G = 4 г/мин): устойчивый предельный цикл. Фазовый портрет представляет собой чёткий замкнутый контур (рис. 2а). Количественные показатели: D2 = 2,1 ± 0,1; λ1 = 0,02 ± 0,01. Низкая размерность аттрактора указывает на то, что динамика определяется двумя основными степенями свободы (частота отрыва капель и колебания ванны). Стабильность процесса обеспечивается полным расплавлением частиц порошка в столбе дуги.
Режим 2 (G = 6–8 г/мин): бифуркационный переход. Фазовый портрет теряет чёткость, появляются нерегулярные петли (рис. 2б). Корреляционная размерность возрастает до D2 = 3,4 ± 0,2, что свидетельствует о вовлечении дополнительных степеней свободы. Физически это соответствует частичному нарушению стабильности переноса порошка: часть частиц не успевает полностью расплавиться в дуге, что приводит к локальным флуктуациям температуры ванны, изменению вязкости и поверхностного натяжения.
Режим 3 (G = 10–12 г/мин): детерминированный хаос. Фазовый портрет заполняет значительную область фазового пространства — формируется странный аттрактор (рис. 2в). Показатели: D2 = 5,2 ± 0,3; λ1 = 0,28 ± 0,03 (положительное значение). Высокая размерность (D2 > 5) указывает на необходимость минимум 5–6 независимых переменных для описания динамики. Положительный показатель Ляпунова означает экспоненциальную чувствительность к начальным условиям с временем предсказуемости порядка 1/λ1 ≈ 3,5 с.
Полученные значения λ1 и D2 для хаотического режима сопоставимы с данными для дуговой сварки при потере устойчивости и для WAAM без порошка . Однако в работе порог перехода к хаосу соответствовал другим режимным параметрам (ток, напряжение), а в хаос достигался только при значительных отклонениях погонной энергии. В нашем случае критическим параметром впервые выступил расход порошка G, причём переход происходит при превышении Gкр ≈ 8 г/мин. В известных работах по порошковой подаче в WAAM , , влияние расхода на динамическую устойчивость не анализировалось, изучались лишь структура и состав.
Переход в хаотический режим коррелирует с ухудшением качества наплавки. Металлографический анализ образцов при G > 8 г/мин выявил увеличение загрязнённости включениями и появление непроваров (рис. 3). В хаотическом режиме флуктуации температуры и состава ванны приводят к неравномерному смачиванию подложки и захвату нерасплавленных частиц порошка. Непровары возникают из-за периодических «провалов» энергии дуги, когда система временно переходит в режим с низкой тепловкладкой. Поры образуются вследствие захвата газов при нестабильном переносе металла.
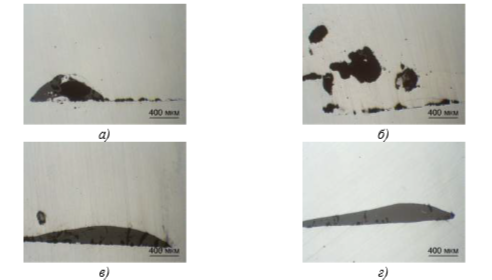
Пример дефектов структуры (непровары), соответствующих хаотическому режиму процесса
При исходно хаотическом режиме (Q = 0,69 кДж/мм, G = 10 г/мин) исследовано влияние вибрации.
При f = 30 Гц наблюдалась параметрическая раскачка: λ₁ увеличился с 0,28 до 0,35. Этот эффект объясняется совпадением частоты внешнего воздействия с одной из собственных частот колебаний сварочной ванны, что приводит к накачке энергии в систему.
При f = 50 Гц фазовый портрет «коллапсирует» в предельный цикл, λ₁ снижается до 0,04 (рис. 4а). Эффект интерпретируется как фазовая синхронизация , : внешняя периодическая сила «захватывает» ритм системы и подавляет хаотические колебания. Физический механизм синхронизации заключается в том, что внешняя вибрация навязывает системе определённый ритм колебаний, который подавляет собственные хаотические моды. Это возможно только при определённом соотношении между амплитудой внешнего воздействия и уровнем внутреннего шума системы.
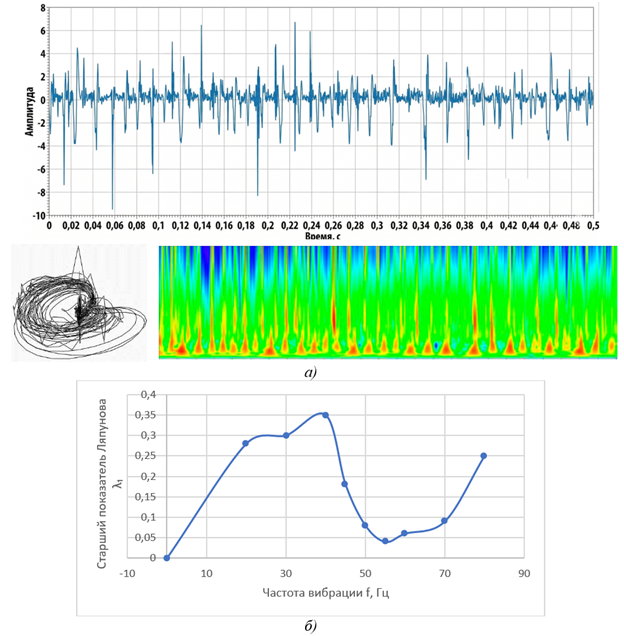
Управление хаосом:
а) фазовый портрет при f=50 Гц; б) зависимость λ₁(f) с «окном синхронизации»
В отмечено, что для дуговых процессов характерны узкие частотные окна подавления хаоса, однако конкретные значения для WAAM отсутствовали. В работе использовалось электромагнитное воздействие, которое также позволяло стабилизировать процесс, но на других частотах (ниже 30 Гц). Таким образом, обнаруженное окно 45–60 Гц является новым для гибридного WAAM и расширяет известные методы управления хаосом , , .
4. Обсуждение
Для качественного описания предложена модель на основе модифицированного уравнения Ван дер Поля:
ẍ − (μ − βx²)ẋ + ω₀²x = F·sin(Ωt),
где μ = μ₀ + k·G — параметр подкачки энергии, зависящий от расхода порошка. Рост G увеличивает μ, что через каскад бифуркаций ведёт к хаосу. Внешнее воздействие F·sin(Ωt) моделирует вибрацию. При G < Gкр система находится в режиме автоколебаний с устойчивой амплитудой. При G > Gкр нелинейное демпфирование становится отрицательным, что приводит к неограниченному росту амплитуды и переходу к хаосу. Численное решение качественно воспроизводит наблюдаемые режимы устойчивости и синхронизации. Модель может служить основой для алгоритмов адаптивного управления и предиктивного контроля качества наплавки. Полученные зависимости позволяют прогнозировать критические режимы и оптимизировать параметры гибридного процесса WAAM для обеспечения стабильного качества аддитивных изделий в промышленных условиях.
5. Заключение
1) Гибридный процесс WAAM с порошковым легированием и вибрацией является нелинейной диссипативной системой, демонстрирующей бифуркационный переход от предельного цикла к детерминированному хаосу при увеличении расхода порошка.
2) Количественные критерии устойчивости: устойчивый режим (λ1 ≈ 0, D2 < 2,5), хаотический (λ1 > 0,2, D2 > 4,0), что согласуется с известными данными для дуговых процессов , .
3) Расход порошка G является критическим бифуркационным параметром с порогом Gкр ≈ 8 г/мин. Превышение порога инициирует хаос, который прямо коррелирует с ростом дефектов структуры (непровары, включения).
4) Впервые для WAAM обнаружено «окно подавления хаоса» вибрацией в диапазоне 45–60 Гц (фазовая синхронизация), возвращающее систему в устойчивый предельный цикл.
5) Феноменологическая модель на основе уравнения Ван дер Поля качественно воспроизводит наблюдаемые бифуркации и может служить основой для систем адаптивного предиктивного управления.