ТЕРМИЧЕСКАЯ ОБРАБОТКА 3D ПЕЧАТНЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС

ТЕРМИЧЕСКАЯ ОБРАБОТКА 3D ПЕЧАТНЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
Научная статья
Чуваев И.А.1, Габельченко Н.И.2, *
1 ORCID: 0000-0002-9003-2246;
1, 2 Волгоградский государственный технический университет, Волгоград, Россия
* Корреспондирующий автор (bonout[at]rambler.ru)
АннотацияВ данной статье представлены результаты работы по повышению прочности изделий, полученных 3d прототипированием на экспериментальном 3d принтере. Показано, что для этих целей целесообразно проводить термическую обработку изделий из PLA пластика. Проведенные исследования позволили определить оптимальный режим термической обработки состоящий в нагреве до температуры 100ºС, выдержке в течении часа и охлаждении на спокойном воздухе. Также показано, что термическая обработка изделий из ABS пластика не приводит к повышению прочностных характеристик.
Ключевые слова: 3d печать, литейная оснастка, термическая обработка, ABS пластик, PLA пластик.
HEAT TREATMENT OF 3D PRINTED PRODUCTS FROM PLASTICS
Research article
Chuvaev I.A.1, Gabelchenko N.I.2, *
1 ORCID: 0000-0002-9003-2246;
1, 2 Volgograd State Technical University, Volgograd, Russia
* Corresponding author (bonout[at]rambler.ru)
AbstractThis article presents the results of the work aimed at improving the strength of products obtained by 3d prototyping on an experimental 3d printer. It is shown that for these purposes it is advisable to conduct heat treatment of products made of PLA plastic. The conducted studies allowed determining the most efficient heat treatment mode consisting in heating to a temperature of 100 °C holding for an hour and cooling in calm air. It is also shown that the heat treatment of products made of ABS plastic does not lead to an increase in strength characteristics.
Keywords: 3d printing, foundry pattern equipment, heat treatment, ABS plastic, PLA plastic.
ВведениеНа сегодняшний день одной из прогрессивных технологий является получение изделий с помощью 3d печати. С помощью 3d печати производится ремонт агрегатов, прототипирование и создание готовых к использованию изделий и механизмов, создание различных изделий для бытовых нужд. Вследствие разносторонности применения 3d печати, к изделиям могут применяться различные требования. Для удовлетворения таких требований применяются различные материалы (пластмассы, специализированные воски, металлы и пр.)
Применительно к литейному производству 3d печать в основном применяется для создания модельных комплектов, форм и так далее [1 С. 56]. Однако при изготовлении моделей фасонных отливок зачастую прочность моделей является неудовлетворительной, и при хранении и установке моделей в форму может происходить их повреждение ввиду недостаточной прочности. Поэтому целью данной работы было повышение прочности 3d печатных изделий. Для этих целей была выбрана операция термической обработки. Необходимо было определить режим термической обработки для разных видов пластика – температуру нагрева, время выдержки и режим охлаждения.
Методы и принципы исследования
Для определения оптимального режима термической обработки были изготовлены образцы из двух видов пластика, которые подвергались термической обработке по разным режимам, и затем испытывались на разрывной машине ZWIK ROELL Z5.0.
В соответствии с ГОСТ был выбран образец первого типа, подходящий к оснастке разрывной машины ZWIK ROELL Z5.0 [2]. 3d модель данного образца (см. рисунок 1) создавалась в программе 3d моделирования Sollid Works со следующими параметрами: общая длинна l1 ≥ 115 мм; расстояние между метками, определяющими положение кромок зажимов на образце l2 = 80±5 мм; длина рабочей части l3 = 33±1 мм; расчетная длина l0 = 25±1 мм; ширина головки b1 = 25±1 мм; ширина рабочей части b2 = 6±0,4 мм; толщина d = 2±0,2 мм; большой радиус скругления r1 = 25±1 мм; малый радиус скругления r2 = 14±0,5 мм.
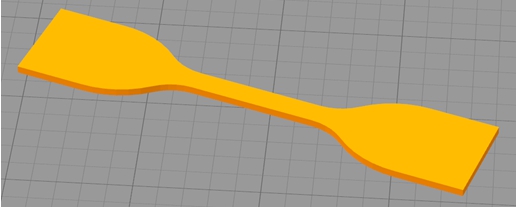
Рис. 1 – 3d модель разрывного образца
Данная 3d модель была экспортирована в формат stl [3 С. 64-69]. Затем были распечатаны разрывные образцы (см. рисунок 2).
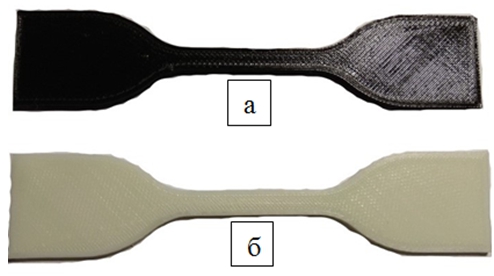
Рис. 2 – Разрывные образцы: а – PLA пластик, б – ABS пластик
Для исследования влияния термообработки на 3d печатные изделия было выбрано два вида пластика, наиболее часто применяемые в 3d печати. Пластик ABS производства фирмы REC, цвет «Натуральный». Данный пластик представляет собой ударопрочную термопластическую смолу на основе сополимера акрилонитрила с бутадиеном и стиролом [5]. Сырьем для изготовления являются нефтепродукты. Пластик PLA производства фирмы Print Product, цвет черный - является биоразлагаемым, биосовместимым, термопластичным полиэфиром, мономером которого является молочная кислота [5]. Сырьем для его производства служат возобновляемые ресурсы, такие как кукуруза и сахарный тростник [6], [7].
Образцы изготавливались на экспериментальном 3d принтере (см. рисунок 3), размеры и форма образцов выбирались в соответствие с ГОСТ [2], [4, С. 65-69].
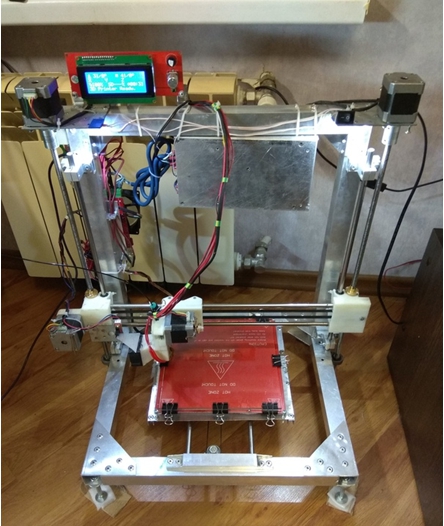
Рис. 3 –Экспериментальный 3d принтер
Экспериментальный 3d принтер состоит из нескольких основных частей: печатающая головка, механизм подачи пластика, нагреваемый столик, рама, управляющая плата. Учитывая, что данный 3d принтер является экспериментальным и собран вручную, он может легко поддаваться настройке, а именно: изменению области печати, путем замены нагревательного столика на более широкий; легкой настройке расстояния между столиком и соплом, простым переносом концевого датчика оси. Это приводит к изменению характеристик печати, изменению адгезии пластика к стеклу и так далее. Наличие экрана с разъемом под флеш карту позволяет печатать изделия без участия персонального компьютера.
Основные результаты
Термическая обработка подразумевает изменение структуры материала. Структурные изменения в термопластичных полимерах происходят в диапазоне между температурами плавления и стеклования, при этом меняется соотношение аморфной и кристаллической составляющей структуры [8, C. 51], [9].
Для PLA пластика температура плавления составляет 173°C, температура стеклования 60°C. В соответствии с этими значениями были выбраны температуры термообработки 70°C и 100°C. Для ABS пластика температура плавления составляет 215°C, температура стеклования 102°C. В соответствии с этими значениями были выбраны температуры термообработки 110°C и 140°C [10].
В соответствии с ГОСТ для получения достоверного результата использовались средние значения, полученные на пяти образцах для каждого режима термической обработки [2]. Термообработка образцов проводилась в муфельной печи «СНОЛ 80/12».
Первая партия образцов из ABS и PLA пластика не проходила термообработку, последующие партии проходили термообработку в соответствии с выбранными температурами. Термообработка заключалась в нагреве образцов вместе с печью до заданной температуры, выдержке в течение одного часа и охлаждении на спокойном воздухе. Далее все образцы испытывались на разрывной машине ZWIK ROELL Z5.0. В ходе эксперимента определялись следующие параметры: t – температура нагрева, Rm – предел прочности на разрыв при растяжении, Rb – предел текучести при растяжении, Agt – относительное удлинение при разрыве, At – относительное удлинение при максимальном растяжении, a0, b0, S0 – высота, ширина и площадь рабочей части разрывного образца.
Полученные результаты приведены в таблицах 1 и 2.
Таблица 1 – Результаты испытаний ABS пластика
| t, °C | Rm, MPa | Agt, % | Rb, MPa | At, % | a0, mm | b0, mm | S0, mm2 |
| 25 | 40 | 1,8 | 40 | 1,8 | 1,99 | 6,12 | 12,18 |
| 44,4 | 2,2 | 44,4 | 2,2 | 2,05 | 6,12 | 12,55 | |
| 43,7 | 1,7 | 42,8 | 1,8 | 2,09 | 6,12 | 12,79 | |
| 45,4 | 2,6 | 43,3 | 2,9 | 2,01 | 6,12 | 12,3 | |
| 45,3 | 2,6 | 43,8 | 3 | 2,03 | 6,12 | 12,42 | |
| 110 | 40,5 | 3 | 37,7 | 6 | 2,17 | 6,12 | 13,28 |
| 39,6 | 3 | 35,7 | 10,9 | 2,16 | 6,12 | 13,22 | |
| 39,4 | 2,8 | 35,3 | 11,4 | 2,25 | 6,12 | 13,77 | |
| 42,7 | 2,6 | 38 | 5 | 2,14 | 6,12 | 13,1 | |
| 38,8 | 2,8 | 37,2 | 3,8 | 2,15 | 6,12 | 13,16 | |
| 140 | 43,1 | 2,4 | 39,7 | 5,3 | 2,16 | 6,12 | 13,22 |
| 44,2 | 2,5 | 40,8 | 4 | 2,04 | 6,12 | 12,48 | |
| 39,5 | 2,5 | 39,2 | 2,6 | 2,08 | 6,12 | 12,73 | |
| 42,6 | 2,7 | 38,5 | 5,6 | 2,13 | 6,12 | 13,04 | |
| 44,8 | 2,4 | 41,2 | 3,3 | 2,02 | 6,12 | 12,36 |
Таблица 2 – Результаты испытаний PLA пластика
| t, °C | Rm, MPa | Agt, % | Rb, MPa | At, % | a0, mm | b0, mm | S0, mm2 |
| 25 | 45,2 | 1,3 | 45,2 | 1,3 | 1,9 | 6,12 | 11,63 |
| 43,8 | 1,7 | 43,8 | 1,7 | 1,99 | 6,12 | 12,18 | |
| 48,8 | 1,8 | 48,8 | 1,8 | 1,88 | 6,12 | 11,51 | |
| 45,1 | 1,3 | 45,1 | 1,3 | 1,92 | 6,12 | 11,75 | |
| 43,1 | 1,3 | 43,1 | 1,3 | 1,95 | 6,12 | 11,93 | |
| 70 | 53,3 | 2,6 | 53,2 | 2,6 | 1,89 | 6,12 | 11,57 |
| 53,9 | 2 | 53,9 | 2 | 1,92 | 6,12 | 11,75 | |
| 52,7 | 1,9 | 52,7 | 1,9 | 1,94 | 6,12 | 11,87 | |
| 52 | 1,7 | 52 | 1,7 | 1,9 | 6,12 | 11,63 | |
| 51,2 | 1,5 | 51,1 | 1,5 | 1,92 | 6,12 | 11,75 | |
| 100 | 57,8 | 1,7 | 57,8 | 1,7 | 1,93 | 6,12 | 11,81 |
| 56,5 | 1,7 | 56,5 | 1,7 | 1,93 | 6,12 | 11,81 | |
| 55,3 | 2 | 55,2 | 2 | 2 | 6,12 | 12,24 | |
| 56 | 2,4 | 56 | 2,5 | 1,93 | 6,12 | 11,81 | |
| 56,2 | 1,8 | 55,8 | 1,8 | 1,95 | 6,12 | 11,93 |
Используя полученные результаты были построены зависимости предела прочности и относительного удлинения при разрыве от температуры термической обработки (см. рисунки 4, 5).
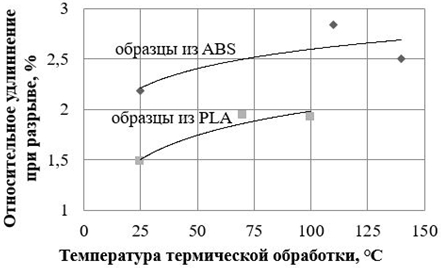
Рис. 4 – Зависимость относительного удлиннения при разрыве от температуры термообработки пластика
Некоторое увеличение относительного удлиннения после термической обработки происходит вследствие релаксации внутренних напряжений при охлаждении на спокойном воздухе [11].
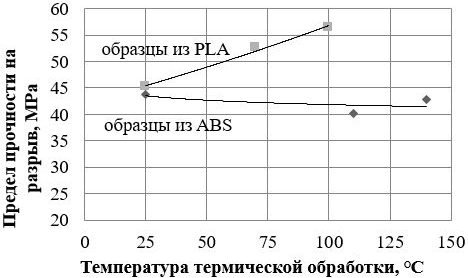
Рис. 5 – Зависимость предела прочности на разрыв от температуры термообработки пластика
По полученным данным для ABS пластика, предел прочности на растяжение не увеличился, а даже стал меньше. Относительное удлинение при разрыве возросло с 2,18 % до 2,5 %. По данным для PLA пластика предел прочности после термообработки при 70 °C увеличился до 52,62 MPa, а после термообработки при 100 °C увеличился до 56,36 MPa, что соответствует увеличению прочности на 16,4 % и 24,7 % соответственно. Также возросло относительное удлинение при разрыве при термической обработке до обеих температур примерно на 30 %. Учитывая, что пластики имеют в составе аморфную и кристаллическую составляющую, увеличение прочности PLA пластика произошло вследствие увеличения доли кристаллической составляющей. Таким образом, для повышения прочности изделий из PLA пластика установлен оптимальный режим нагрева при термической обработке – 100 ºС.
Заключение
Показано, что для получения изделий из АВС и PLA пластиков можно успешно применять экспериментальный Зd притер. По результатам исследования было установлено, что для ABS пластика термообработка в целях упрочнения при данных температурах не целесообразна, так как какого-либо значимого увеличения прочности не наблюдалось, в то же время для PLA пластика термообработка является целесообразной, так как наблюдается существенное повышение прочности на разрыв до 25 % и увеличение относительного удлинения при разрыве до 30 %. Рекомендуемый режим термической обработки: нагрев до температуры 100 ºС, выдержка в течении часа и охлаждение на спокойном воздухе.
| Конфликт интересов Не указан. | Conflict of Interest None declared. |
Список литературы / References
- Белов Д. А., Бычкова А. Н., Климовцова И. А. // Материалы, технологии, инструменты. 2006. Т. 11. № 2. С. 56.
- ГОСТ 11262-80. Пластмассы. Метод испытания на растяжение (с Изменением N 1) М.: Издательство стандартов, 1986. – 16 с.
- Al Dean. STL-формат для быстрого прототипирования. Часть I. Вывод в формате STL // CAD/CAM/CAE Observer. – 2005. – № 5 (23). – С. 64-69.
- Al Dean. STL-формат для быстрого прототипирования. Часть II. Реальный опыт вывода STL-файлов // CAD/CAM/CAE Observer. – 2005. – № 6 (24). – С. 65-69.
- Мозберт, Р. К. Материаловедение / Р. К. Мозберт – М.: Высш. школа, 1991. – 448 с.
- Промышленные полимерные композиционные материалы / Пер. с англ. под ред. П.Г. Бабаевского – М.: Химия, 1980. – 472 с.
- Справочник по пластическим массам / Под ред. В.М. Катаева, В.А. Попова, Б.И. Сажина. – М.: Химия, 1975. - Т.1.
- Машков, Ю. К. Конструкционные пластмассы и полимерные композиционные материалы / Ю. К. Машков, М. Ю. Байбарацкая, Б. В. Григоревский / Учеб. пособие – Омск: Изд-во ОмГТУ, 2002. - 51 с.
- Привалко, В. П. Молекулярное строение и свойства полимеров / В. П. Привалко – Л.: Химия, 1979. – 312 c.
- Кестельман, Н. Я. Термическая обработка полимерных материалов в машиностроении / Н. Я. Кестельман – М.: Машиностроение, 1968. – 268 с.
- Бартенев Г.М., Френкель С. Я. Физика полимеров/ Под ред. д-ра физ.-мат. наук А. М. Ельяшевича. – Л.: Химия, 1990. – 432 с.
Список литературы на английском языке / References in English
- Belov D. A., Bychkova A. N., Klimovcova I. A. // Materialy, tekhnologii, instrument [Materials, technologies, instrument] . 2006. Vol. 11. № 2. P. 56. [in Russian]
- GOST 11262-80. Plastmassy. Metod ispytaniya na rastyazhenie (s Izmeneniem N 1) [Plastics. Tensile test method (With change N 1)] M.: Publishing house standartov [Standards Publishing House], 1986. – 16 p. [in Russian]
- Al Dean. STL-format dlya bystrogo prototipirovaniya. CHast' I. Vyvod v formate STL [STL – format for rapid prototyping. Part I. Output files in STL] // CAD/CAM/CAE Observer. – 2005. – № 5 (23). – S. 64-69.
- Al Dean. STL-format dlya bystrogo prototipirovaniya. CHast' II. Real'nyj opyt vyvoda STL-fajlov [STL – format for rapid prototyping. Part II. Real expiriense of output STL-files] // CAD/CAM/CAE Observer. – 2005. – № 6 (24). – P. 65-69.
- Mozbert R. K. Materialovedenie [Material science] / R. K. Mozbert – M.: Vyssh. Shkola [Higher school], 1991. – 448 p. [in Russian]
- Promyshlennye polimernye kompozicionnye materialy [Industrial polymeric composition materials] / Per. s angl. edited by. [the translation from eng. under edition] P.G. Babaevskogo – M.: Himiya [Chemistry], 1980. – 472 p. [in Russian]
- Spravochnik po plasticheskim massam [Reference book on plastics] / Edited by. [Under edition] V.M. Kataeva, V.A. Popova, B.I. Sazhina. – M.: Himiya, 1975. - T.1. [in Russian]
- Mashkov YU. K. Konstrukcionnye plastmassy i polimernye kompozicionnye materialy [Constructional plastic and polymeric composite materials] / YU. K. Mashkov, M. YU. Bajbarackaya, B. V. Grigorevskij / Ucheb. posobie [Studies. grant] – Omsk: Publishing house OmGTU, 2002. - 51 p. [in Russian]
- Privalko, V. P. Molekulyarnoe stroenie i svojstva polimerov [Molecular building and properties of polymers] / V. P. Privalko – L.: Himiya [Chemistry], 1979. – 312 p. [in Russian]
- Kestel'man N. YA. Termicheskaya obrabotka polimernyh materialov v mashinostroenii [Heat treatment of polymeric materials in mechanical engineering] / N. YA. Kestel'man – M.: Mashinostroenie [Machine building], 1968. – 268 p. [in Russian]
- Bartenev G.M., Frenkel' S. YA. Fizika polimerov [Physics of polymers] / Pod red. d-ra fiz.-mat. Nauk [Under the editorship of the Dr. physical. - a mat. sciences] A. M. Еl'yashevicha. – L.: Himiya [Chemistry], 1990. – 432 p. [in Russian]