ЭНЕРГОСИЛОВЫЕ УСЛОВИЯ ВОЛОЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК

ЭНЕРГОСИЛОВЫЕ УСЛОВИЯ ВОЛОЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК
Научная статья
Г.Л. Колмогоров1, Т.В. Чернова2, Ю.А. Бурдина3
1Доктор технических наук, профессор, действительный член РАЕН, заведующий кафедрой «Динамика и прочность машин» Пермского национального исследовательского политехнического университета. Почтовый адрес учреждения: 614600, г. Пермь, Комсомольский проспект 29 а. E-mail: dpm@pstu.ru
2Кандидат технических наук, доцент кафедры «Динамика и прочность машин» Пермского национального исследовательского политехнического университета. Почтовый адрес учреждения: 614600, г. Пермь, Комсомольский проспект 29 а. E-mail: dpm@pstu.ru
3Аспирант кафедры «Динамика и прочность машин» Пермского национального исследовательского политехнического университета. Почтовый адрес учреждения: 614600, г. Пермь, Комсомольский проспект 29 а. E-mail: dpm@pstu.ru
Аннотация
Предложена методика определения оптимальной геометрии волочильного инструмента при волочении биметаллической заготовки. Из условия минимума напряжения волочения предложены зависимости для определения оптимальных углов конусности волочильного инструмента, обеспечивающие минимальные значения напряжения волочения и минимальные энергетические затраты при производстве биметаллических изделий.
Ключевые слова: биметаллическая заготовка, волочильный инструмент, оптимизация, угол конусности, напряжение волочения.
Abstract
Method of optimal drawing tool geometry definition by bimetallic work piece drawing is offered. Out of minimum condition of drawing tension the dependences of drawing tool optimal angles of taper is offered. These dependences provide the minimal drawing tension and minimal energy inputs by bimetallic items production.
Key words: bimetallic work piece, drawing tool, optimization, angle of taper, drawing tension.
Одним из способов широко применяемых процессов обработки металлов давлением является волочение. Технология волочения заключается в протягивании заготовки через конический волочильный инструмент, при этом сечение заготовки принимает форму минимального сечения инструмента (Рис 1.).

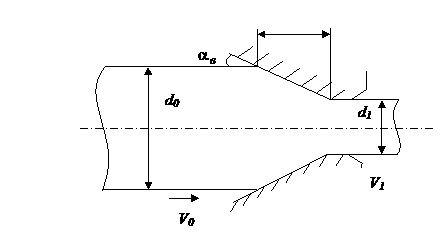
Рис. 1. Схема волочения монометаллического сверхпроводника
Fig. 1. Scheme of monometallic superconductor drawing
Пластическая деформация при волочении характеризуется коэффициентом вытяжки
 (1)
(1)
где F0 и F1
и F1 - площади сечения заготовки на входе в инструмент и выходе из него.
- площади сечения заготовки на входе в инструмент и выходе из него.
При волочении осесимметричных заготовок (проволока, пруток) формула (1) принимает вид

 (2)
(2)
здесь d0 и d1
и d1  - соответствующие диаметры до и после прохода волочения.
- соответствующие диаметры до и после прохода волочения.
Другим важным показателем процесса волочения является напряжение волочения, определяющее параметры процесса волочения
 (3)
(3)
где P  - приложенное к переднему концу заготовки усилие волочения.
- приложенное к переднему концу заготовки усилие волочения.
Актуальной проблемой волочильного производства является обеспечение минимальных значений напряжения волочения, что позволяет обеспечить минимальный расход энергии при волочении, увеличить единичные обжатия (вытяжку) за счет снижения вероятности обрыва переднего конца заготовки и повысить стойкость технологического инструмента.
В настоящее время из существующих формул для определения напряжения волочения проволоки и прутков наиболее понятной по физическому смыслу и применимости для практических расчетов является формула И.Л. Перлина [1]

 (4)
(4)
где 
 - среднее по зоне деформации значение сопротивления деформации;
- среднее по зоне деформации значение сопротивления деформации;
 - коэффициент внешнего трения;
- коэффициент внешнего трения; 
 - приведенный угол конусности волочильного инструмента;
- приведенный угол конусности волочильного инструмента; 
 - напряжение противонатяжения.
- напряжение противонатяжения.
Формула (4) широко используется в инженерной практике. Однако недостатком формулы (4) является то, что она не дает возможности определения оптимального значения угла конусности волочильного инструмента. В то же время из теории и практики обработки металлов давлением известно, что при деформации в конических инструментах (волочение, прессование, гидроэкструзия) существуют оптимальные значения углов конусности инструмента, которые обеспечивают минимальные затраты энергии при пластическом деформировании.
Данное обстоятельство связано с тем, что множитель 
 в формуле (4), характеризующий степень деформации при волочении, не учитывает дополнительные сдвиговые деформации на входе в конический технологический инструмент и выходе из него.
в формуле (4), характеризующий степень деформации при волочении, не учитывает дополнительные сдвиговые деформации на входе в конический технологический инструмент и выходе из него.
Подобное уточнение степени деформации при деформировании в коническом технологическом инструменте выполнено в работе [2], в соответствии с которым средняя по сечению степень деформации определяется по формуле
 (5)
(5)
где  - угол наклона образующей рабочего конуса волоки к оси волочения.
- угол наклона образующей рабочего конуса волоки к оси волочения.
Второе слагаемое в формуле (5) соответствует учету сдвиговых деформаций при входе в конический инструмент и выходе из него.
С учетом сдвиговых деформаций формулы (5) возможно модифицировать формулу (4) и определить напряжение волочения следующим образом [3].

 (6)
(6)
при этом 
 [1].
[1].
Учет дополнительных сдвиговых деформаций позволяет определить оптимальные углы конусности волочильного технологического инструмента из условий минимума напряжения волочения.
Оптимальные значения угла конусности определяются из условия
 (7)
(7)
Продифференцировав выражение (6) с учетом преобразований получим
 (8)
(8)
и соответственно
 (9)
(9)
Принудительное противонатяжение в большинстве случаев отсутствует (
 ), тогда соотношение (9) принимает вид
), тогда соотношение (9) принимает вид

 (10)
(10)
Данный подход использован для определения напряжения волочения биметаллической заготовки в форме проволоки и прутков (рис. 2).

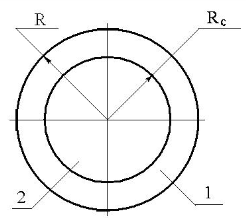

Рис. 2. Сечение биметаллической заготовки: 1 - оболочка, 2 - сердечник
Fig. 2. Section of bimetallic work piece: 1 – jacket, 2 – core
При этом рассматривается в отдельности деформация сердечника и деформация оболочки.
Так напряжение волочения при деформации сердечника определяется соотношением
 (11)
(11)
где  - сопротивление деформации материала сердечника.
- сопротивление деформации материала сердечника.
При данном соотношении (11) полагаем, что оболочка и сердечник деформируются совместно без перемещения относительно друг друга, что позволяет принять коэффициент трения в соотношении (6) равным нулю.
Доля усилия волочения, приходящегося на деформацию сердечника, составит
 (12)
(12)
где 
 - площадь сечения сердечника на выходе из инструмента.
- площадь сечения сердечника на выходе из инструмента.
Соответственно напряжение волочения при деформации оболочки равно

 (13)
(13)
где 
 - сопротивление деформации материала оболочки.
- сопротивление деформации материала оболочки.
Доля усилия волочения, приходящееся на деформацию оболочки, при этом составит

 (14)
(14)
где F0  - площадь сечения оболочки на выходе;
- площадь сечения оболочки на выходе;  - коэффициент трения в зоне деформации.
- коэффициент трения в зоне деформации.
Общее усилие волочения биметаллической заготовки будет равно
 Pвол = Pc + Po
Pвол = Pc + Po
что составляет после подстановки выражений (13), (14) и преобразований

 (15)
(15)
Данному усилию волочения соответствует среднее по сечению биметаллической заготовки напряжение волочения

 (16)
(16)
 - относительная площадь сердечника;
- относительная площадь сердечника;
 - относительная площадь оболочки;
- относительная площадь оболочки;
F1 - площадь сечения биметаллической заготовки на выходе.
- площадь сечения биметаллической заготовки на выходе.
Условия минимума напряжения волочения (16) запишется также в форме (17), что после дифференцирования и преобразований дает

и соответственно
 . (17)
. (17)
В условиях отсутствия принудительного противонатяжения ( ) соотношение (17) принимает вид
) соотношение (17) принимает вид
 . (18)
. (18)
Формулу (18) можно представить также в следующем виде
 (19)
(19)
где 
 - показатель характеризующий соотношение площадей сердечника и оболочки;
- показатель характеризующий соотношение площадей сердечника и оболочки; 
 - показатель, характеризующий соотношение механических свойств материалов сердечника и оболочки.
- показатель, характеризующий соотношение механических свойств материалов сердечника и оболочки.
На рис. 3 приведены результаты расчета оптимальных углов волочильного инструмента при производстве биметаллических изделий для 
 в зависимости от параметра m для различных значений k.
в зависимости от параметра m для различных значений k.

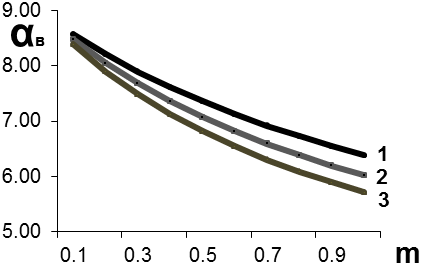
Рис. 3. Оптимальные углы при волочении биметаллической заготовки:
1- k=1.0; 2- k=1.25; 3- k=1.5
Fig. 3. Optimal corners by bimetallic work piece drawing:
1 – k=1.0; 2 – k=1.25; 3 – k=1.5
Расчеты выполнены для коэффициента трения f=0,1. Из рис.3 следует, что с увеличением m значения оптимальных углов конусности рабочей волоки уменьшается. Увеличение k также приводит к снижению оптимальных углов 
 .
.
Выводы по работе
1. Получены аналитические зависимости для усилия и среднее напряжение при волочении биметаллической заготовки.
2. Определены оптимальные углы конусности волочильного инструмента, обеспечивающие минимальные значения напряжения волочения и минимальные энергетические затраты при производстве биметаллических изделий.
Список литературы / References
1. Перлин, И.Л. Теория волочения / И.Л. Перлин, М.З. Ерманок. - М.: Металлургия, 1972. - 448с.
2. Колмогоров, Г.Л. Гидродинамическая смазка при обработке металлов давлением / Г.Л. Колмогоров. - М.: Металлургия, 1886. - 168с.
3. Колмогоров Г.Л. // Известия вузов. Черная металлургия / Г.Л. Колмогоров, В.Б. Филиппов, Т.В. Латышева. - 2007. - №4. - С. 41-43.