Исследование надежности технологической системы цементационной очистки гидрометаллургического производства цинка
Исследование надежности технологической системы цементационной очистки гидрометаллургического производства цинка

Аннотация
На сегодняшний день цинковое производство — упорядоченное множество операций, осуществляющих количественное и качественное преобразование материальных и энергетических потоков. Промышленное оборудование производственных структур гидрометаллургии представляет собой сложные системы с характерным разнообразием образующих элементов, связей между ними. Эффективность производственных переделов и производства в целом определяет в том числе безотказное функционирование технологического оборудования. Работа в условиях сложных технологических режимов обусловливает актуальность задачи обеспечения надежности средств технического оснащения технологических объектов. В статье представлены результаты исследования надежности производственно-технологической системы процесса цементационной очистки растворов посредством применения топологической модели объекта и анализа ее структурных характеристик.
1. Введение
В условиях современной геополитической обстановки, структурной трансформации экономики и обеспечения технологического суверенитета отечественная цветная металлургия выступает одним из основных гарантов промышленной безопасности страны и устойчивого функционирования смежных секторов. Продукция цинкового сектора — ресурс для производства химической промышленности, производства высокотехнологичных сплавов антикоррозийной защиты металлоконструкций, строительства, оборонного и гражданского машиностроения, металлоемких инфраструктурных проектов.
В настоящее время производство цветных металлов переживает снижение объемов производства и экспорта металлопродукции, в том числе, по причинам снижения внутреннего потребления, износа основных фондов предприятий и т.д. Вследствие этого приоритетным направлением в производстве цветных металлов является совершенствование отечественных технологий переработки полиметаллических руд, наращивание производственных мощностей, внедрения эффективных проектов развития производства с целью повышения долговечности материальных активов, укрепления отечественного промышленного потенциала.
Технологический цикл производства цинка гидрометаллургическим способом включает совокупность пирометаллургических, гидро- и электрохимических процессов , . Взаимодействие производственных переделов и связь со смежными производствами осуществляется посредством сложной структуры материальных и энергетических потоков. Эффективность функционирования отдельных переделов комплекса и всего производственного цикла в целом обусловлена безотказной работой технологического оборудования . Эксплуатация оборудования объектов гидрометаллургии протекает в непрерывном режиме, в условиях воздействия агрессивных сред, высоких температур, давлений, сложных гидродинамических режимов. Эти факторы способствуют росту вероятности внезапных отказов оборудования, нарушений технологических процессов, связанных с экономическими потерями от простоев, рисками для промышленной безопасности и экологии.
Технологически важным звеном цинкового производства является процесс цементационной очистки растворов, оказывающий существенное влияние на ход последующего электролитического осаждения и определяющий качество катодного цинка. Технологическая схема процесса — сложная многокомпонентная система, характеризующаяся многообразием типового и специализированного оборудования, наличием прямых и оборотных матеральных потоков . К числу деструктивных факторов, снижающих ресурс оборудования передела, относятся эрозионный износ, коррозионное воздействие, кавитационные разрушения, абразивное истирание, отложения твердых фаз на рабочих поверхностях. Распределение отказов оборудования процесса цементационной очистки цинковых растворов показано на рис.1 .
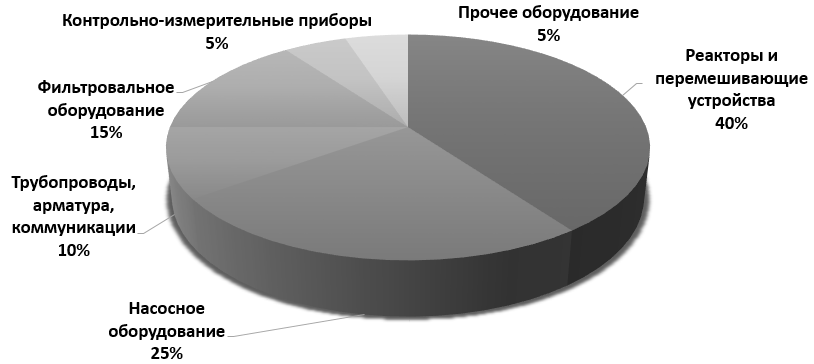
Распределение отказов оборудования по видам
Функционирование технологических переделов непрерывного действия подвержено влиянию множества случайных факторов. Стохастическая природа возникновения отказов оборудования, длительности восстановления его отдельных элементов обусловливает целесообразность применения вероятностного моделирования для исследования их надежности. Методы, основанные на применении марковских и полумарковских процессов, обеспечивают возможность детерминированного определения вероятностных характеристик состояния системы в произвольные моменты времени, создают фундамент для прогноза отказоустойчивости сложных объектов , . Однако данные подходы не отличаются наглядностью и эффективностью поиска элементов, определяющих общую конфигурационную надежность многоаппаратных комплексов. В условиях многокомпонентных технологических схем детерминированность отказов носит каскадный характер: локальное нарушение функционирование отдельного элемента способствует дестабилизации рабочих режимов всей производственной цепи. Методика оценки надежности сложной технологической системы, представленная в , основана на параметрическом контроле технологических операций. Однако недостаточный учет структурных взаимосвязей между элементами системы не позволяет в полной мере прогнозировать ее устойчивость к отказам указанного вида. Известен принцип исследования надежности много аппаратных технологических систем, основанный на применении математического аппарата нечеткой логики для формализации качественных экспертных оценок ключевых факторов производственного цикла . Он может служить вспомогательным инструментом для лица принимающего решения, для технологической подготовки производства, однако он не позволяет в явном виде выявлять пути распространения отказов и структурные особенности взаимного элементов технологических структур.
Эффективным подходом к исследованию надежности сложных производственно-технологических систем является аналитическая идентификация «узких мест», т. е. структурно-функциональных зон, определяющих общую способность системы сохранять работоспособность. Это позволяет определять наиболее уязвимые компоненты структуры технологического цикла, формировать теоретическую основу для оптимизации стратегий технического обслуживания, резервирования .
2. Основные результаты
Целью работы является комплексный анализ надежности технологической схемы цементационной очистки цинксульфатных растворов с выявлением элементов, потенциально способных привести к отказу производственно-технологической системы.
Объектом исследования является технологическая система цементационной очистки растворов гидрометаллургического производства цинка, рассматриваемая как совокупность взаимосвязанных технологических аппаратов, коммуникаций и организационно-технических факторов, обеспечивающих получение цинксульфатных растворов, отвечающих требованиям последующих стадий.
Предмет исследования определяет надежность указанной технологической системы процесса цементационной очистки, включая закономерности ее функционирования, причины и характер отказов, а также влияние конструктивных, технологических и эксплуатационных факторов на ее работоспособность.
Многообразие причин возникновения отказов элементов технологической схемы, их различный характер и возможность взаимовлияния обусловливают применение для исследования надежности многоэлементных объектов методологии системного анализа, поскольку результирующая безотказность подобных объектов является функцией не только индивидуальных характеристик оборудования, но и свойств системы в целом, обусловленных топологией межэлементных связей и динамикой материально-энергетических потоков.
Для технологической системы процесса цементационной очистки данная решение задачи выполнено с применением математического аппарата теории графов. Целесообразность выбора обусловлена сложной, многосвязной структурой объекта исследования, простотой построения топологических моделей и оценивания показателей характеристик надежности на их основе
.Топологическая модель объекта в виде параметрического потокового графа (ППГ) G' = (V',E') представлена на рис. 2. Конечное множество вершин графа V' = {v'i} соответствует элементам технологическим системы и осуществляет преобразование параметров физических потоков. Множество E' = {e'ij}, E'⊆V'×V' – множество ориентированных дуг, отражающее физические потоки системы.
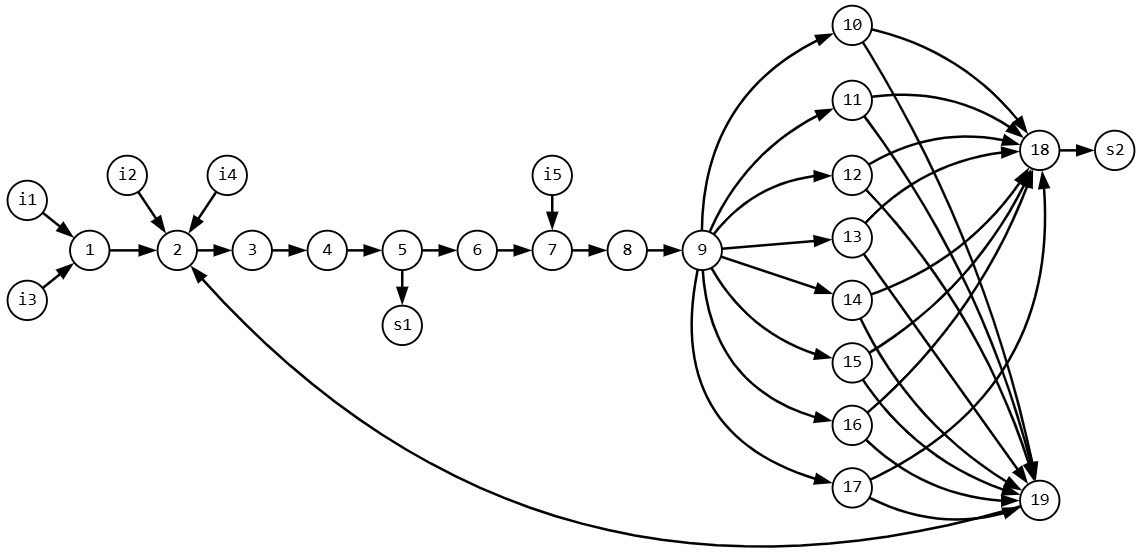
Параметрический потоковый граф процесса цементационной очистки
Надежность технологической топологии процесса цементации оцениваем на основе структурных характеристик ППГ. Выявление «узких мест» технологической схемы выполнено путем применения алгоритма поиска вершин сочленения
.Для решения задачи из графа G'=(V',E') сформирован подграф
где E = {(u', v')∈E'|u∈V', v∈V'} — множество дуг подграфа; V = V'\Vext, Vext = S∪T — множество исключаемых вершин, S = {v'∈V'|deg-(v') = 0} — множество источников, T = {v'∈V'|deg+(v')=0} — множество стоков, deg-(v') — полустепень захода вершины, deg+(v') — полустепень исхода вершины.
На G=(V, E) для каждой пары вершин (vi, vj)∈V введем величину d(vi,vj) — расстояние между вершинами vi и vj, равное длине кратчайшего пути из vi в vj, соответствующую условиям:
Для каждой вершины vi∈V далее определяем ее эксцентриситет, принимаемым как наибольшее расстояние от данной вершины до любой другой вершины подграфа:
Вершина ППГ, для которой величина эксцентриситета принимает минимальное значение по всему множеству вершин, представляет собой центральную вершину графовой структуры. Она определяет наиболее близкое положение относительно остальных элементов графа и, вследствие своей структурной значимости, может входить в состав множества сочленений. Вершина, эксцентриситет которой достигает максимального значения, относится к множеству периферийных вершин ППГ. Она соответствует элементу технологической схемы, удаленному в топологическом смысле от центральной области графа. Как правило, отказ данного элемента не вызывает нарушения общей связности и, следовательно, не приводит к потере работоспособности объекта в целом.
По совокупности эксцентриситетов всех вершин вычисляют радиус подграфа:
как характеристику его центральной области.
После идентификации периферийных вершин G = (V, E) осуществляют переход к анализу его структурного остова путем сужения исходного множества вершин. Данная операция представляет собой построение подграфа на сокращенном множестве объектов.
Пусть P(G)⊆V — подмножество периферийных вершин G = (V, E):
Тогда граф, полученный после удаления периферийных вершин и инцидентных им дуг, задается как
где V(1) = V\P(G), E(1) = {(vi, vj)|vi∈V(1), vj∈V(1)}.
Граф G(1) = (V(1), E(1)) содержит все вершины, не исключенные на предыдущем этапе, и все дуги исходного графа, инцидентные только данным вершинам. Далее проводят идентификацию его центральной области с целью последующего выбора оптимального множества сочленений. Для каждой вершины vi∈V(1) определяют ее эксцентриситет e(vi) как максимальное расстояние до прочих вершин множества:
где d(vi,vj) — расстояние между вершинами vi и vj.
Совокупность вершин, для которых значение эксцентриситета минимально и равно радиусу графа r(G(1)), образует множество центров подграфа C(G(1)). Из него формируют оптимальное множество сочленения графа. Выбор конкретных элементов производится путем оптимизации целевой функции, в качестве которой выступает показатель, учитывающий весовые коэффициенты вершин и их удаленность в структуре подграфа:
где N⊆C(G(1)) — искомое подмножество сочленения, ρi — параметр веса i-й вершины, e(vi) — эксцентриситет i-й вершины.
Применительно к топологической модели исследуемого процесса после удаления вершин-источников и вершин-стоков ППГ подграф объекта включает n=19 вершин и m=32 ветви. Получено, что наименьшими значениями обладают вершины 10-17,18,19: e(18)=0;e(10)=⋯=e(17)= e(19)=1. Это означает их возможную принадлежность множеству сочленений ППГ. Наибольшие отклонения имеют вершины 1-4: e(1)=10;e(2)=9; e(3)=8; e(7)=7. При анализе степеней вершин ППГ установлено, что малыми значениями отличаются вершины 1,3-8,10-17: ρ(1)=ρ(5)=ρ(7)=3, ρ(3)=ρ(4)=ρ(6)=2, ρ(2)=5. В сочетании с наибольшими отклонениями они образуют периферийные вершины и удаляются из рассмотрения. Искомое множество сочленений подграфа: {9,19}. Ему отвечает максимум функции Q=13,5. Искомое множество сочленений определяется имеющими наибольшее число технологических связей вершинами, соответствующими агитатору второй стации цементационной очистки и аппарату-сборнику фильтрата.
3. Заключение
В ходе проведенного исследования установлено, что надежность производственной системы процесса цементационной очистки цинковых растворов целесообразно оценивать на основе анализа структуры технологических связей. Показано, что учет взаимосвязей между элементами технологической схемы позволяет количественно определить участки, оказывающие наибольшее влияние на устойчивость функционирования системы. Полученные результаты создают основу для стабильности технологического процесса, дальнейшего совершенствования методов повышения надежности за счет оптимизации планово-профилактического обслуживания и прогнозирования отказов.