ИССЛЕДОВАНИЕ СВАРОЧНО-ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ПОКРЫТЫХ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОЛЕГИРОВАННЫХ ВЫСОКОПРОЧНЫХ СТАЛЕЙ

Литвинова Т.Р.1, Елсуков С.К.2, Антипов И.С.3, Королев М.П.4, Прияткин Д.В.5, Бессонов О.В.6, Егоров И.В.7
1Аспирант, инженер, 2младший научный сотрудник, аспирант,3студент,4студент, 5студент,6студент, 7студент, ФГБОУ ВО Волгоградский государственный технический университет
ИССЛЕДОВАНИЕ СВАРОЧНО-ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ПОКРЫТЫХ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОЛЕГИРОВАННЫХ ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Аннотация
Проведен сравнительный анализ химического состава металла, механических свойств сварных соединений, выполненных различными электродами марки УОНИ 13/55 отечественного и зарубежного производства с целью выявления электродов, обеспечивающих гарантированные механические свойства сварных соединений при рабочих температурах до -70◦С. К тому же, проведены металлографические исследования зоны термического влияния.
Ключевые слова: покрытый электрод, низколегированные высокопрочные стали, хладостойкость, зона термического влияния.
Litvinova T.R.1, Elsukov S.K.2, Antipov I.S.3, Korolev M.P.4, Prijatkin D.V.5, Bessonov O.V.6, Egorov I.V.7
1Postgraduate student, engineer, 2Junior research scientist, postgraduate student, 3Student, 4Student, 5Student, 6Student, 7Student, Volgograd State Technical university
INVESTIGATION OF WELDING AND TECHNOLOGICAL PROPERTIES OF COATED ELECTRODES OF LOW-ALLOY HIGH-STRENGTH STEELS
Abstract
The paper contains comparative analysis of the chemical composition of the metal and the mechanical properties of welded joints made with various electrodes of the SSSI 13/55 brand of domestic and foreign production. Its aim is to identify electrodes providing guaranteed mechanical properties of welded joints at operating temperatures down to -70 ° C. In addition, metallographic studies of the zone of thermal influence were carried out.
Keywords: coated electrode, low-alloy high-strength steel, cold resistance, heat-affected zone.Введение
Для производства сварных металлических конструкций, предназначенных для эксплуатации в северных районах РФ и на Арктическом шельфе актуально использовать высококачественные сварочные покрытые электроды отечественного производства, не уступающие по свойствам дорогостоящим электродам, поставляемых по импорту.
Номенклатура, качество электродов различных производителей в РФ, а также механические свойства сварных соединений, полученных с их использованием, существенно различаются, хотя в рекламных изданиях их характеристики почти всегда соответствуют действующим стандартам.
Цель настоящего исследования – выявить оптимальные марки электродов, которые обеспечивали бы гарантированные свойства сварных соединений при рабочих температурах до -70◦С.
Материалы и методы исследований.
Марка сварочные электроды УОНИ 13/55 предназначена для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости. Допускается сварка электродами УОНИ 13/55 во всех пространственных положениях шва постоянным током обратной полярности. Наплавленный металл характеризуется высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Электроды склонны к образованию пор при сварке по окисленным поверхностям и удлинении дуги.
Исследовали пять марок электродов различных производителей, в качестве контрольного образца использовали электроды фирмы ESAB (Швеция), выпускаемые в РФ под российским брендом – УОНИ 13/55.
Для изготовления сварных образцов использовали сталь марки 12Х2НВФА, толщина стандартных образцов для механических испытания составляла 6 мм. Перед сваркой электроды прокаливали при температуре 350-400◦С в течение 1,5 часов. В качестве источника сварочного тока использовали инверторный сварочный аппарат KEMPPI MASTER MLS-3500. Постоянный сварочный ток – 100 А, полярность – обратная. Положение сварки – нижнее. Оценку сварочных свойств электродов проводили по пятибалльной системе.
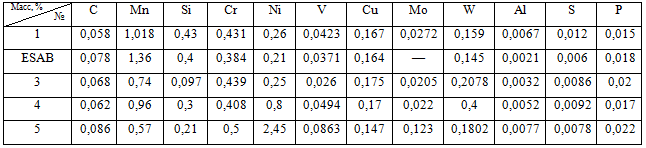
Химический состав металла сварных швов, полученных с использованием различных экспериментальных электродов и электрода фирмы ESAB под условными номерами представлены в таблице 1.
Таблица 1 – Химический состав металла сварных швов
Испытания проводили согласно действующим в РФ стандартам. Твердость металла сварного соединения контролировали методом Роквелла с использованием прибор для измерения твердости ТР 5014 по ГОСТ 9013-59. Ударную вязкость сварных образцов при отрицательных температурах определяли по ГОСТ 9454-78 на маятниковом копре ИО 5003-0,3-1 в криокамере модели ККМ-1М. Предел текучести и предел прочности сварных соединений измеряли на универсальной испытательной машине Zwick Z250. Структуру, морфологию и элементный состав наплавленного металла изучали с использованием инвертированного микроскопа Axiovert 40 MAT, оснащенного устройством для определения химического состава металла -оптико-эмиссионного спектрометра ARL 3460.
Результаты и их обсуждение.
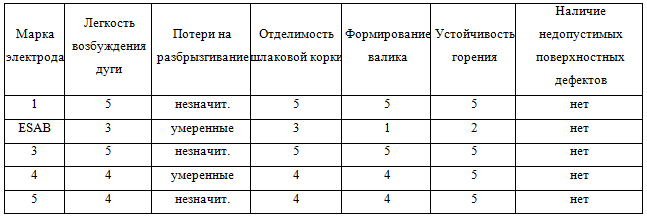
Сварочно-технологические свойства исследованных электродов, представленны в таблице 2.
Таблица 2 – Сварочно-технологические свойства электродов
Из таблицы 1 видно, что выбранный для сравнительной оценки массово используемый в РФ электрод фирмы ESAB обеспечивает металл сварного шва с повышенным содержанием марганца и содержит минимальное количество серы. Это дает возможность в сочетании с отличными сварочными свойствами (табл. 2) получить повышенные прочностные характеристики металла сварного шва (рис. 1-3).
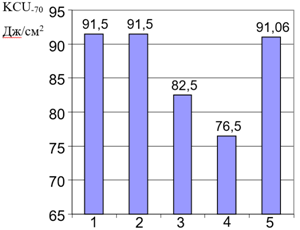
Рис. 1 – Диаграмма значений ударной вязкости при температуре сварных швов, выполненных электродами: 1 – 5 (табл. 1 и 2)
По результатам испытаний сварных швов на ударную вязкость при температуре -70ºС (рис. 1), лучший результат показали электрод фирмы ESAB (позиция 2) и электрод (позиция 1), так как в наплавленном ими металле содержится минимальное количество вольфрама (0,145% и 0,159% соответственно). Повышенное содержание вольфрама в металле, наплавленном электродом (позиция 4), оказало негативный эффект на значение его ударной вязкости (рис. 1), но в то же время это способствовало увеличению прочностных характеристик (рис. 3).
Хотя введение вольфрама в стали и способствует их дисперсионному твердению в результате термической обработки (отпуска), но при увеличении его содержания в металле ухудшаются показатели его пластичности, особенно ударной вязкости при отрицательной температуре [3].
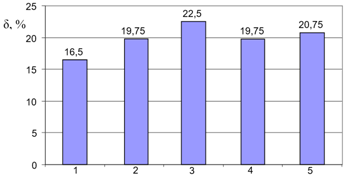
Рис. 2 – Диаграмма значений относительного удлинения δ сварных швов, выполненных электродами: 1 – 5 (табл. 1 и 2)
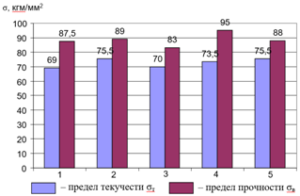
Рис. 3 – Диаграмма значений предела текучести σт и предела прочности σв сварного шва, наплавленного электродами №1-5
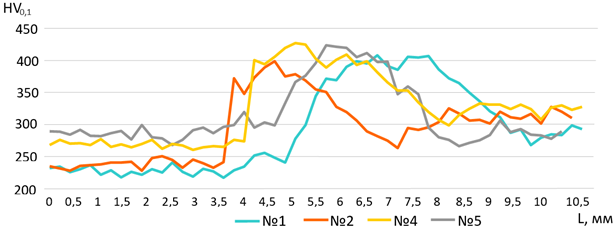
Рис. 4 – Распределение твердости в металле переходной зоны
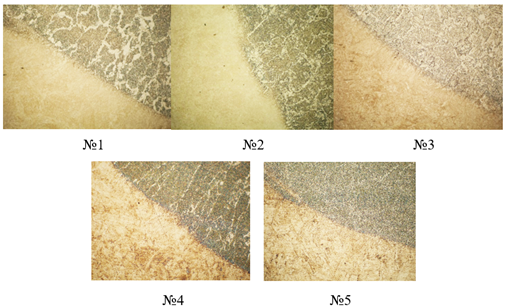
Рис. 5 – Микроструктуры металла переходных зон сварных соединений при увеличении х200, выполненных с использованием электродов №1-5 (табл. 1)
Исследование топологии твердости (рис. 4) и структуры металла сварных соединений (рис. 5) показывает, что неоднородность его свойств в переходной зоне термического влияния довольно высокая. Так же наблюдается резкое изменение твердости металла у образцов позиции 1 и 2 Это характерно почти для всех типов сварных образцов, что обусловливает необходимость проведения после сварки термической обработки в виде отпуска для выравнивания свойств металла в зоне термического влияния [2, 3].
Анализируя результаты металлографических исследований, можно констатировать, что по механическим свойствам металла сварных швов отечественные аналоги лишь в некоторых случаях (поз. 3 и 4, табл. 1, 2) уступают свойствам металла электродов фирмы ESAB. Некоторое уменьшение относительного удлинения металла шва, полученного сваркой электродом поз. 1 можно объяснить повышенным содержанием неметаллических соединений алюмосиликатного происхождения. Однако, они мелкодисперсные и распределены однородно, что не влияет на величину ударной вязкости при отрицательной температуре. Снижение работы удара при -70◦С для металлов (поз. 3 и 4) обусловлено наличием крупных неметаллических соединений кубоидной формы (поз. 3) и повышенного (до 0,4 масс. %) содержания вольфрама (поз. 4).
Заключение
Промышленные испытания на технологической базе ФНПЦ «Титан-Баррикады» (г. Волгоград) сварочно-технологических свойств, сваренных образцов экспериментальными электродами и электродами, которые массово применяются в машиностроении РФ показали, что качество и механические свойства сварных соединений не уступают и находятся на одном уровне с образцами отечественных и зарубежных аналогов.
Список литературы / References
- Электроды для сварки низколегированных термообрабатываемых сталей, эксплуатируемых при отрицательных температурах / Ю. М. Нягай, О. С. Каковкин, Д. В. Витман, Ю. В. Сванидзе // Сварочное производство. – 1991. №6. – С. 23-25.
- Кривононосова Е. А. Структура и хладостойкость низкоуглеродистых сварных швов / Е.А. Кривоносова // Сварка и диагностика. – 2014. – №4. – С. 11-13.
- Лившиц Л. С. Металловедение и термическая обработка сварных соединений / Л. С. Лившиц, А. Н. Хакимов – М. : Машиностроение. – 1989. – 336 с.
Список литературы на английском языке / References in English
- Jelektrody dlja svarki nizkolegirovannyh termoobrabatyvaemyh stalej, jekspluatiruemyh pri otricatel'nyh temperaturah [Electrodes for welding low-alloy heat-treated steels operated at negative temperatures] / Ju. M. Njagaj, O. S. Kakovkin, D. V. Vitman, Ju. V. Svanidze // Welding production. – 1991. №6. – p. 23-25. [In Russian]
- Krivononosova E. A. Struktura i hladostojkost' nizkouglerodi-styh svarnyh shvov [The structure and cold resistance of low-carbon welded joints]/ E.A. Krivonosova // Welding and diagnostics. – 2014. – №4. – S. 11-13. [In Russian]
- Livshic L.S. Metallovedenie svarki i termicheskaja obrabotka svarnyh soedinenij [Metallurgy of welding and heat treatment of welded joints] / L.S. Livshic, A.N. Hakimov – M. : Mechanical engineering, – 1989 – 336 p. [In Russian]