ИССЛЕДОВАНИЕ ФОРМООБРАЗОВАНИЯ ЗЕНКЕРАМИ С МНП

Дерябин И.П.1, Токарев А.С.2
1Доктор технических наук, Южно-Уральский государственный Университет 2ORCID: 0000-0003-3902-5785, Аспирант, Южно-Уральский государственный Университет, старший преподаватель, Трехгорный технологический институт - филиал «Национального исследовательского ядерного университета «МИФИ»
ИССЛЕДОВАНИЕ ФОРМООБРАЗОВАНИЯ ЗЕНКЕРАМИ С МНП
Аннотация
В статье рассмотрено - виды зенкеров с многогранными неперетачиваемыми пластинами. Основные параметры зенкеров с многогранными неперетачиваемыми пластинами. Показаны схемы формообразования и расчетные схемы формообразования обычных зенкеров, зенкеров с многогранными неперетачиваемыми пластинами с разделением и без разделения срезаемого слоя при повороте режущих кромок на угол 1200, 2400, 3600. Объяснено, зачем необходимо исследовать формообразование зенкеров с многогранными неперетачиваемыми пластинами и чем данное исследование отличается от других аналогичных.
Ключевые слова: зенкер, формообразование, режущие пластины.
Deryabin I.P.1 , Tokarev A.S.2
PhD in Engineering, South-Urals state University, 2ORCID: 0000-0003-3902-5785, Postgraduate student, South-Ural state University, senior lecturer, Trekhgorny technological Institute - branch of "National research nuclear University "MEPhI"
THE STUDY OF FORMING A COUNTERSINK BIT WITH MNES
Abstract
The article describes the types of countersink bit with faceted profile plates. The main parameters of the countersink bit with faceted profile plates. Highlights the form and design scheme of forming a conventional countersink bit, countersink bit with faceted profile plates with separation and without separation of the shear layer with the rotation of the cutting edges at an angle of 1200, 2400, 3600. Explain why it is necessary to investigate the forming of a countersink bit with faceted profile plates and how this study differs from other similar.
Keywords: countersink, forming, cutting plate.
Для улучшения чистоты поверхности отверстий, а так же повышения точности, применяют зенкеры, которые предназначены для обработки штампованных, литых и предварительно просверленных отверстий, или к их дальнейшему развертыванию. Этот инструмент применяют для увеличения диаметров отверстий, которое сопровождается повышением их точности и снижением шероховатости. Зенкер - это многолезвийный инструмент.
Зенкерованием можно достигнуть шестой класс точности обработанной поверхности и четвертый класс точности, седьмой класс чистоты достигается при обработке зенкером с твердым сплавом при алмазной заточке.
Этот инструмент используют если необходимо окончательно обработать отверстие с допусками по Н11 или в большинстве случаев для промежуточной обработки между сверлением и развертыванием.
Можно выделить следующие виды зенкеров:
по виду обрабатываемых поверхностей:
- цилиндрические – для увеличения диаметра цилиндрических отверстий
-цилиндрические с направляющей цапфой – для обработки цилиндрических углублений под головки винтов
- конические –для обработки конических отверстий под головки винтов, центровых отверстий и снятия фасок,
- торцовые – для зачистки торцовых поверхностей,
- комбинированные (ступенчатые, фасонные);
по способу крепления зенкера различают:
- хвостовые с коническим или цилиндрическим хвостовиком,
- насадные;
по конструкции:
- цельные;
- сборные;
- с напаянными и со вставными режущими зубьями;
по виду инструментального материала:
- быстрорежущие;
- твердосплавные, в том числе и с неперетачиваемыми пластинами;
по форме стружечных канавок:
- прямозубые;
- с винтовым зубом.
В последние годы очень широкое распространение получили многогранные неперетачиваемые пластины. Режущая часть зенкеров стала оснащаться такими пластинами. Можно выделить два варианта конструкции подобных зенкеров: без деления срезаемого слоя (рис. 1) и с разделением срезаемого слоя (рис.4) [1].
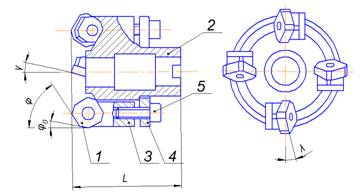
Рис. - 1 Конструкция зенкера, оснащенного МНП, без деления срезаемого слоя
Если сравнивать данную конструкцию с напайным инструментом, то можно выделить следующие преимущества: быстрая замена затупившейся пластинки; повышение производительности за счет применения твердых сплавов; сокращение расходов на заточку и переточку [1].
При обработки отверстий зенкерами исследуется схема формообразования отверстий. Режущая пластинка 1 закрепляется в корпусезенкера 2 с помощью тяги 3, которая перемещается в осевом направлении винтом 5, благодаря упорному диску 4. Где: φ - главный угол в плане; φ0=дополнительный угол; γ - передний угол; α - задний угол; λ -угол наклона главного лезвия.
Из-за различных конструкций данного лезвийного инструмента, соответственно получаются и различные схемы, которые представлены на рисунках 2-4.
На рисунке 2 представлена схема формообразования обычным зенкером, где:
t - припуск; Sz - подача на каждое лезвие; D - диаметр зенкера; d - диаметр обрабатываемого отверстия; а - ширина срезаемого слоя; b - длина срезаемого слоя; Ds - направление подачи; φ - главный угол в плане
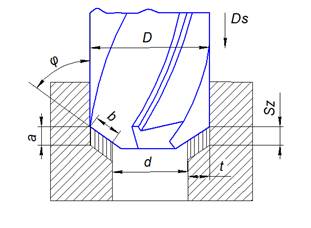
Рис. 2 - Схема формообразования обычным зенкером
На рисунке 3 представлена схема формообразования зенкеров оснащенных МНП, без разделения срезаемого слоя, где: t - припуск; Ds - направление подачи;
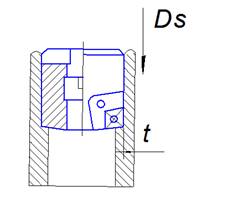
Рис. 3 - Схема формообразования зенкеров оснащенных МНП, без разделения срезаемого слоя
На рисунке 4 представлена схема формообразования зенкеров оснащенных МНП, с разделением срезаемого слоя, где:
t1 и t2 - припуск 1 и 2 лезвия соответственно; Dmax - максимальный диаметр обработанного отверстия; Dисх - исходный диаметр отверстия.
Зенкеры с МНП, которые работают по схеме с разделением срезаемого слоя, обычно оснащаются двумя неперетачиваемыми пластинками. В качестве режущей части зенкеров должны быть пластинки из твердого сплава марок ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т14К8, Т15К6 (ГОСТ 3882-67). Установка пластинки в корпусе создает необходимые задние и передние углы. Чтобы разделить срезаемый припуск по глубине и по диаметру режущие пластинки имеют гарантированное смещение друг относительно друга и в осевом направлении (см. рис. 3). Такие зенкера применимы для черновой и чистовой обработки отверстий. Промышленностью выпускаются зенкеры такой конструкции для обработки отверстий с диаметрами от 30 до 120 мм, и в них можно использовать пластинки практически любой формы.
Максимальный снимаемый припуск t=t1+t2 мм, диаметр исходного отверстия Dисх=Dмах-2t1-2t2.
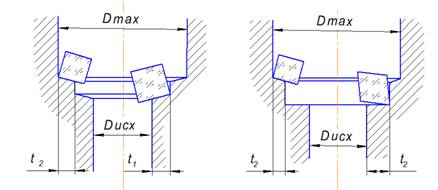
Рис. 4 - Схема формообразования зенкеров оснащенных МНП, с разделением срезаемого слоя
Такие схемы формообразования не дают полного представления об обработке отверстий. Для более точного результата, необходимо учитывать различные погрешности, возникающие при работе лезвийного инструмента.
Так как в них не учитываются погрешности заточки инструментов, главных углов в плане, колебания припуска и колебания осевой подачи, для разработки схем формообразования необходимо определить срезаемые сечения припуска каждым лезвием с учетом выше сказанных погрешностей.
Рассмотрим схемы формообразования у которых в пределах допуска заточены главные углы в плане.
Используя программу КОМПАС–3D, были построены и измерены площади срезаемые слоев 3-х лезвийным обычным зенкером и 2-х и 3-х лезвийным зенкером с МНП с разделением и без разделения срезаемого слоя.
На рисунке 6 показана расчетная схема формообразования обычных зенкеров при повороте зенкера на 1200. Где: 430-450-480 -значения главных углов в плане лезвий зенкера; ρ1, ρ2, ρ3 - положения режущий кромок лезвий в данный момент времени; S- площадь срезаемого слоя; Δ - площадь срезаемого слоя первым, вторым или третьим лезвием. r0φ - радиус окружности.
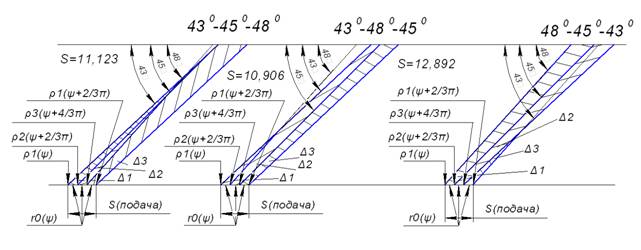
Рис. 5 - расчетная схема формообразования обычных зенкеров (при повороте на 1200)
На Рисунках 6-8 показаны расчетные схемы формообразования зенкером с разделением срезаемого слоя.
На рисунке 6 построение делалось для двух лезвийного зенкера оснащенного пластинами ромбовидной формы с разделением срезаемого слоя.
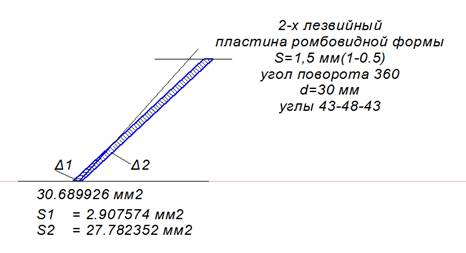
Рис. - 6 Расчетная схема формообразования зенкеров с МНП с разделением срезаемого слоя (при повороте на 3600)
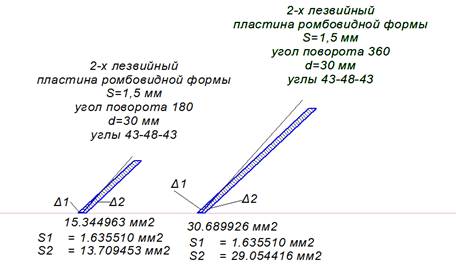
Рис. - 7 Расчетная схема формообразования зенкеров с МНП без разделения срезаемого слоя (при повороте на 3600)
На рисунке 7 показана схема формообразования 2-х лезвийных зенкеров с МНП оснащенного пластинами ромбовидной формы без разделения срезаемого слоя.
На рисунке 8 показана расчетная схема формообразования 3-х лезвийного зенкера оснащенного пластинами ромбовидной формы без разделения срезаемого слоя.
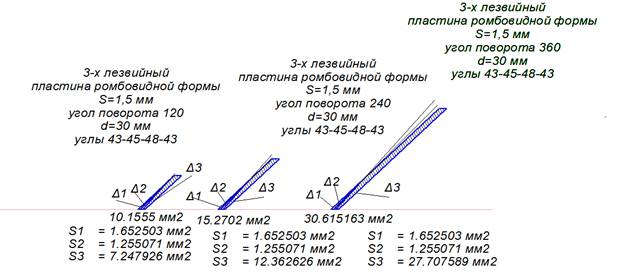
Рис. 8 - Расчетная схема формообразования зенкеров с МНП без разделения срезаемого слоя (при повороте на 3600)
Вывод
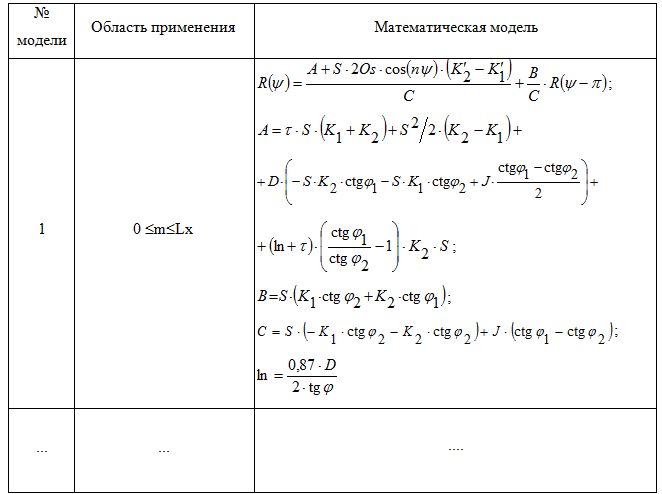
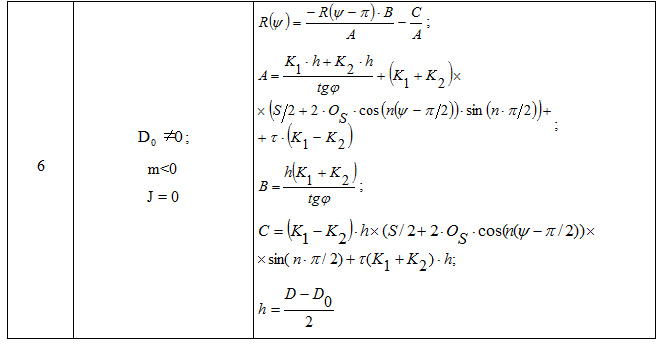
Трудоемкость обработки точных и глубоких отверстий является сложным и достаточно продолжительным технологическим процессом. В данной исследовательской работе была разработана схема формообразования учитывающая погрешности углов. Эти схемы позволяют определить площади срезаемых сечений припуска каждым лезвием и по этим площадям будут определены радиальные силы резания Руi=Δi·ki. Где Δi - площадь срезаемого i слоя, а ki - коэффициент учитывающий какую-то погрешность при обработке (радиальное биение шпинделя и т.п.). На основе этого будут разработаны математические модели, которые учитывают основные виды погрешностей.
Таблица 1 – Сводная таблица математических моделей, которые не учитывают основные погрешности при обработке отверстий.
Литература
- Драгун А.П. Режущий инструмент. – Л.: Лениздат, 1986. – 271 с., ил. – (Для молодых рабочих).
- Петрушин С.И. Основы формообразования резанием лезвийными инструментами. Учебное пособие. Томск: Изд. ТГУ, 2003. – 172с.
- Пестрецов, С.И. Компьютерное моделирование и оптимизация процессов резания: учеб. пособие / С.И. Пестрецов. – Тамбов: Изд-во Тамб. гос. техн. ун-та, 2009 – 104 с. – 100 экз. – ISBN978-5-8265-0795-7.
References
- Dragun, A. P. Cutting tool. – L.: Lenizdat, 1986. – 271 p., ill. (For young workers).
- Petrushin, S. I. the principles of formation cutting blade tools. Training manual. Tomsk: Izd. TSU, 2003. – 172с.
- Pestrecov, S. I., Computer simulation and optimization of cutting processes: proc. textbook / S. I. pestretsov. – Tambov: Publishing house of compromise. state technical. University, 2009 – 104 p – 100 copies – ISBN978-5-8265-0795-7.