РАСЧЕТ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК МЕХАНИЗМА ВРАЩЕНИЯ ЗАГОТОВОК ТРЕХКООРДИНАТНОМ ФРЕЗЕРНОМ СТАНКЕ

Ведрова С. А.
Магистрант, Сибирский Федеральный Университет
РАСЧЕТ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК МЕХАНИЗМА ВРАЩЕНИЯ ЗАГОТОВОК ТРЕХКООРДИНАТНОМ ФРЕЗЕРНОМ СТАНКЕ
Аннотация
В статье рассмотрен расчет жесткости инструмента и механизма вращения заготовки в трехкоординатном деревообрабатывающем станке. Так же расчитаны собственные значения динамической системы четырехкоординатного станка, амплитуды вынужденных колебаний в системе инструмент-заготовка при работе моторшпинделя.
Ключевые слова: s, собственные частоты, амплитуды вынужденных колебаний, механизм вращения заготовки.
Vedrova S.A.
Master degree, Siberian Federal University
CALCULATION OF THE SAMPLE SWINGING MECHANISM DYNAMIC CHARACTERISTICS ON THE THREE-COORDINATE MILLING MACHINE
Abstract
The article considers rigidity calculation of the tool and the sample swinging mechanism in the three-coordinate woodworking. Eigen values of the fourth coordinate machine dynamic system and the amplitude of forced oscillations in the tool-sample system with working motor spindle are calculated.
Keywords: rigidity, Eigen values, amplitude of forced oscillations, sample swinging mechanism.
Создание легких беспилотных летательных аппаратов (БЛА) связано с изготовлением деревянных технологических шаблонов для основных элементов конструкций БЛА. Общий вид одного из таких шаблонов – для фюзеляжа БЛА с размерами: 1790х600х270 мм, приведен на рисунке 1. Допустимые отклонения геометрических размеров изготовленного шаблона от расчетных – не более 0,4 мм.
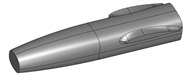
Рис. 1- Шаблон фюзеляжа БЛА
В ходе работ по созданию БЛА для обработки шаблонов был создан деревообрабатывающий станок с ЧПУ. В станке реализованы 3 программно управляемых координаты (X, Y, Z).
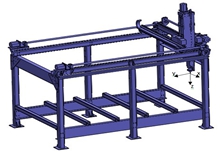
Рис. 2 – Деревообрабатывающий станок
На ползуне станка установлен мотор-шпиндель мощностью 1,5 кВт с максимальной частотой вращения 12000 мин-1. Деревянные шаблоны обрабатываются по программе с приводами от шариковых передач винт-гайка качения и шаговых двигателей твердосплавными концевыми фрезами диаметром 6 мм. Максимальные скорости перемещения рабочего органа по координатам – 5000 мм/мин.
Конструкция механизма вращения заготовок
Механизм вращения заготовки (МВЗ) состоит из основания 1, передней бабки 2 и бабки задней 3.
Рама состоит из продольных и поперечных швеллеров и платиков (приваренных к швеллерам).
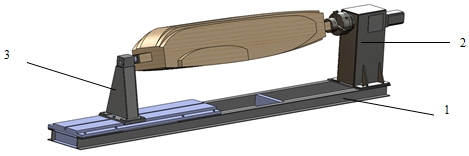
Рис.3 – Механизм вращения заготовки
Основание состоит из рамы и пластины (крепится винтами к раме).
Передняя бабка состоит из корпуса, шпинделя на подшипниках качения, связанного с шаговым электродвигателем, и патрона, в котором крепиться заготовка. Передняя бабка в разрезе представлена на рисунке 4.
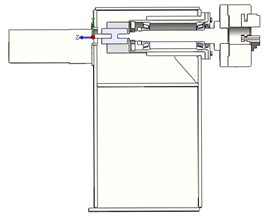
Рис. 4 – Передняя бабка
Задняя бабка состоит из корпуса, крепящегося к основанию и вращающегося центра, который подпирает заготовку.
При разработке конструкции основное внимание уделялось обеспечению требуемой жесткости системы.
Нормы жесткости на станки
Анализ требуемой жесткости для металлорежущих станков показывает, что нормы жесткости, устанавливаемые для металлорежущих станков, выше норм для деревообрабатывающих станков в 5 – 25 раз. Лишь для плоскошлифовальных станков они отличаются в 2 – 3,5 раза [1–4].
Такое отличие объясняется различием характеристик прочности обрабатываемых материалов: на металлорежущих станках обрабатывается сталь с МПа, а прочность древесины лежат в пределах МПа для сосны, МПа для лиственницы и МПа для березы.
Норма жесткости на деревообрабатывающие станки лежит в пределах 3,00 – 3,53 кН/мм [4].
Динамическая модель МВЗ и системы инструмента станка
Разработана динамическая модель четырехкоординатного фрезерного станка для обработки крупногабаритных, деревянных шаблонов, позволяющая расчетным путем определять спектр собственных частот и амплитуды виброперемещений инструмента и изделия в зоне обработки [5].
На основании анализа конструкции трехкоординатного станка в качестве динамической модели привода перемещения инструмента была принята наиболее податливая часть – ползун с установленным мотор-шпинделем (Рисунок 5).
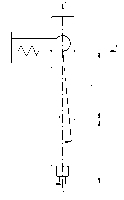
Рис. 5 – Динамическая система привода инструмента
Где, С1 – центр масс, О1 – центр жесткости.
Динамическая модель МВЗ представлена как суппортная группа (Рисунок 6).
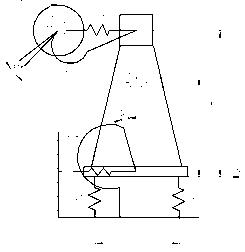
Рис.6 – Динамическая система суппортной группы
Где, С1, С2 – центр масс заготовки и механизма
В результате динамическая система станка была представлена шестью обобщенными координатами. Уравнения движения системы представлены в матричном виде.
Расчет жесткости МВЗ и системы инструмента станка
Инерционная матрица динамической системы инструмента:
![]()
Матрица жесткости динамической системы инструмента:
![]() Инерционная матрица динамической системы суппортной группы:
Инерционная матрица динамической системы суппортной группы:
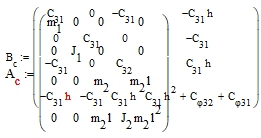
Матрица жесткости динамической системы суппортной группы:
Инерционные динамические параметры системы были получены с помощью программного комплекса SolidWork, упругие – аналитически [6]. Результаты приведены в таблице 1.
Таблица 1 – жесткости полученные аналитически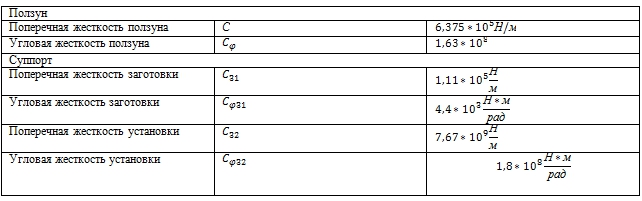
Рассчитаны жесткости передней и задней бабки по трем осям под действием единичной нагрузки в программной среде Ansys (Таблица 2).
Таблица 2 – жесткости передней и задней бабки от единичной нагрузки рассчитанные с помощью программного комплекса solidwork

Определяются собственные частоты и амплитуды вынужденных колебаний системы инструмента и суппортной группы (Рисунок 7) по формуле:
![]()
Где p – частота колебаний, ![]() - реальная составляющая комплексной амплитуды,
- реальная составляющая комплексной амплитуды, ![]() - мнимая составляющая комплексной амплитуды.
- мнимая составляющая комплексной амплитуды.
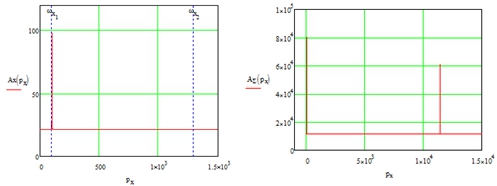
Рис. 7 – Амплитудно-частотная характеристика системы инструмента и суппортной группы
ЗаключениеРазработана конструкция механизма вращения заготовки для трехкоординатнго деревообрабатывающего станка с ЧПУ. Разработаны динамические модели упругих систем станка и механизма. Определены собственные частоты системы и амплитудно-частотнае характеристики. Жесткость механизма вращения заготовок соответствует нормам.
Методика позволяет проанализировать слабое звено и повысить жесткость конструкции.
Литература
- ГОСТ 9726-89 Станки фрезерные вертикальные с крестовым столом. Терминология. Основные размеры. Нормы точности и жесткости. Введ. впервые; дата введ. 01.01.1991. М.: Издательство стандартов, 1991. – С.
- ГОСТ 17734-88 Станки фрезерные консольные. Нормы точности и жесткости. Введ. впервые; дата введ. 01.01.1990. М.: Издательство стандартов, 1990. – С.
- ГОСТ 26-75 Станки долбежные. Нормы точности и жесткости. Введ. впервые; дата введ. 01.01.1977. М.: Издательство стандартов, 1977. – С.
- ГОСТ 69-75 Деревообрабатывающее оборудование. Станки фрезерные с нижним расположением шпинделя. Нормы точности и жесткости. Введ. впервые; дата введ. 01.07.1976. М.: Издательство стандартов, 1976. – С.
- Кудинов В.А. Динамика станков Машиностроение Москва 1967.– С.
- Чернянский П.М. Основы проектирования точных станков Кнорус Москва 2012.– С.