ИССЛЕДОВАНИЕ КИНЕТИКИ ПРОЦЕССА МОДИФИКАЦИИ ХЛОРСОДЕРЖАЩЕЙ ЭПОКСИДНОЙ СМОЛЫ С ИСПОЛЬЗОВАНИЕМ КАЛОРИМЕТРИИ ТЕПЛОВОГО ПОТОКА

Шариков Ф.Ю.1, Шариков Ю.В.2
1Ведущий научный сотрудник, кандидат химических наук; 2Профессор, доктор технических наук; Национальный минерально-сырьевой университет «горный» (горный университет)
ИССЛЕДОВАНИЕ КИНЕТИКИ ПРОЦЕССА МОДИФИКАЦИИ ХЛОРСОДЕРЖАЩЕЙ ЭПОКСИДНОЙ СМОЛЫ С ИСПОЛЬЗОВАНИЕМ КАЛОРИМЕТРИИ ТЕПЛОВОГО ПОТОКА
Аннотация
Приведены результаты исследования процесса каталитического модифицирования хлорсодержащих эпоксидных смол типа «Оксилин» бутандиолом-1,4 с применением калориметрии теплового потока. Проведено исследование кинетики процесса при различных температурах и начальных соотношениях реагентов. Разработана математическая модель процесса и определены ее параметры при решении обратной задачи. Модель использована для определения оптимальных условий проведения процесса.
Ключевые слова: эпоксидные смолы, модификация, кинетика, калориметрия, математическое моделирование.
F.I. Sharikov1, I.V. Sharikov2
1Leading research scientist, PhD (Chemistry); 2Professor, Doctor of Science (Chem.Engng.); National Mineral Resources University "Mining university”.
KINETIC STUDY OF MODIFICATION OF CHLORINE CONTAINING EPOXXY RESINS WITH USING HEAT FLUX CALORIMETRY
Abstract
The results of a kinetic calorimetric study for the catalytic modification of chlorine-containing epoxy resins “Oksilin” with butanediol-1,4 are presented. Experimental data were obtained at various temperatures and initial reagent concentrations. The process kinetic model has been developed and its parameters have been obtained through solving an inverse task. The model was used for further analysis of the process and searching its optimal running conditions.
Keywords: epoxy resins, modification, kinetics, calorrimetry, mathematical modeling.
Important industrial process that has been studied and simulated with using heat flux calorimetry by proposed way is modification of epoxy resins with a bifunctional alcohol - butanediol-1,4. In order to develop a kinetic model of the process of epoxy oligomers modification we performed a kinetic study of the reaction with applying Calvet calorimeter C80 of SETARAM Instrumentation. Two commercially important makes of epoxy oligomers - "ED-20" and "OKSILIN-6" - were selected for the study. The homogeneous catalyst used was NaOH solution of a known concentration or butanediol-1,4 alcoxide solution in the same butanediol-1,4.
Special cylindrical high-pressure ampoules made of stainless steel were used for the kinetic experiments. Ampoules had special stirrers inside to additionally mix the viscous “liquid-liquid” reaction mixture via reversing the calorimetric block. O-ring gaskets were made of teflon, and the ampoules were made of the same stainless steel that is proposed to be used for an industrial reactor unit.
Kinetic experiments on modifying epoxy resins "ED-20" and "OKSILIN-6" were run in a wide range of experimental conditions (molar ratio of the reagents "epoxy group - alcohol": 1:20 ¸ 1:1; catalyst concentration: 0.1¸0.4 mas.%; temperature mode: linear heating in the range 35¸195ºC at heating rates 0.5 and 0,2ºC/min and isothermal modes at 110,120,130 and 150ºC. Kinetic curves of heat production rate for the given experimental conditions were obtained, overall heat effect value of the complex reaction was measured and the reaction products were analyzed to get an independent information on the degree of conversion for the epoxy groups. Viscosity measurements for the products were also performed.
The proposed kinetic model of epoxy oligomers modification was developed in accordance with the reaction mechanism concepts for epoxy groups discussed, e.g., in [1-4]. It includes five stages (see (3)) and takes into account epoxy groups concentration and catalyst concentration in the reaction system. The central stage mainly responsible for heat generation is opening the epoxy cycle in the result of a nucleophilic attack of the alkoxide ion of alcohol upon a carbon atom of the epoxy ring (stage 2). This stage is the rate-limiting stage as well. Alkoxide ion of butanediol-1,4, in turn, is formed via quick proton exchange equilibrium between the alcohol molecules and hydroxide ions of an inorganic base (NaOH).
The side polymerization reaction of epoxy oligomers consists in reacting an oligomeric epoxy group with epoxy group of another oligomer or with an ion of the modified oligomer. The result is appearing large branched oligomers of high molecular mass with a bridging oxygen bond in the molecule. The presence of even a small fraction of these oligomers with high molecular mass alters the physico-chemical properties of the final composition. This reaction is similar for the mechanism to the main reaction and it should be avoided as it increases viscosity and diminishes drastically the final product quality.
It has been found that epoxy resins with chlorine (OKSILIN family) have a limited solubility in butanediol-1,4, and this solubility depends upon temperature. OKSILIN-6 resin has a noticeably less solubility that ED-20 due to its chemical composition. At high excess of butanediol-1,4 the reaction system becomes totally homogeneous from the very beginning. At technologically approved concentrations the reaction system with OKSILIN oligomers is obviously not homogeneous (a “liquid-liquid” two-phase system). And the main reactions take part within the alcohol phase where the reaction products are more soluble than initial non-modified epoxy resin.
To take this into account we have developed an improved model that takes into account a limited solubility of epoxy resins in the alcohol phase and running the modification reactions (7) within the alcohol phase volume that is being constantly increased due to the reaction products that remain there. The following kinetic scheme has been implemented:
1) an equilibrium (reversible) stage of butanediol-1,4 alcoholate-ion generation;
2) an irreversible stage of alcoholate-ion interaction with an epoxy group with the formation of a charged fragment of the opening of accession in the molecule of as a reaction product;
3) an equilibrium (reversible) stage of proton exchange between the charged fragment and butanediol -1,4 with alcoholate-ion regeneration and formation of a neutral fragment of modified epoxy oligomer molecule;
4) an irreversible mass transfer stage between epoxy resin phase and butanediol-1,4 phase in accordance with the solubility value of one phase in another;
5) a non-catalytic irreversible stage of butanediol-1,4 molecule interaction with epoxy group and formation of a neutral fragment of modified epoxy oligomer molecule.
 (1)
(1)
The differential equations system that implements this model is as follows:
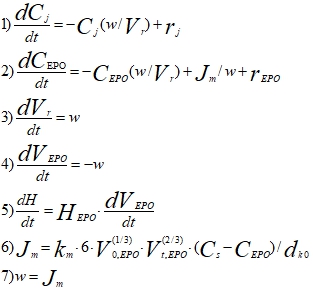 (2)
(2)
Where:
Cj - concentration of all components of the scheme (1) in the reaction zone except for the concentration of epoxy groups, kmol/m3 ;
CEPO - concentration of epoxy groups in the reaction zone, kmol/m3 ;
Vr - volume of the reaction zone, m3 ;
VEPO - volume epoxy resin in the reactor, m3;
Jm - mole flow epoxy groups in the reaction zone kmol/m3 ;
W - flow rate to the reaction zone m3/sec ;
dk ,0 - volume droplets dissolving phase at the initial time, m ;
dEPO - molar density of epoxy groups , kmol/m3 .
The model parameters were determined using the same procedure as described above in ReactOp software meduim. Figure 1 shows a comparison of the calculated and experimental values of heat production rate at end of kinetic analysis procedure for both kinds of epoxy resin. Kinetic parameters found are given in Tables 1, 2, 3 and 4, respectively. It can be concluded that the improved model fits the experimental data good enough, and it can be used for further modeling and optimization procedures to search the optimum conditions of fulfilling this technological process in reactors of various kind and size.
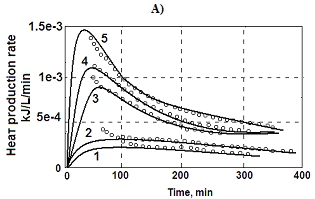
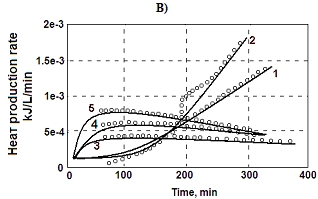
Fig. 1 - Comparison of experimental and calculated heat production rate curves at the end of searching the model kinetic parameters for the process of epoxy oligomer OKSILIN-6 (12%) modification with the use of a five stage model discussed above. Limited solubility and mass transfer process between epoxy resin phase and modifying agent phase were taken into account. Discreet points - experimental data; solid lines – calculated curves with the kinetic constants found (Tables 1, 2)
Initial conditions of the kinetic runs were taken close to the proposed technological conditions.
A) Catalyst is sodium alcoholate NaO-R-OHMole ratio “epoxy group –butanediol-1,4”: ~1 : 1;
Catalyst concentration – ~0.34–0.38 mass. % (that corresponds to ~0.10–0.12 mass.% NaOH);
Isothermal modes:
5 – 138°С (O12-14AA, 0.34% wt. NaO-R-OH)
4 – 128°С (O12-11AA, 0.34% wt. NaO-R-OH); 2 – 128ºC (O12-11Х , 0% wt. NaO-R-OH)
3 – 118°С (O12-12AA, 0.38% wt. NaO-R-OH); 1 – 118ºC (O12-12Z , 0% wt. NaO-R-OH)
B) Catalyst is sodium hydroxide NaOHMole relationship “epoxy group –butane diol:~1:1.0;
Catalyst concentration – ~0.10–0.12% wt.
Linear heating mode:
1 – 75-165°С; b = 0.30°С/min (O12-10t, 0.12% wt. NaOH)
2 – 85-165°С; b = 0.50°С/min (O12-8t, 0.10% wt. NaOH)
Isothermal mode:
4 – 118°С (O12-12t , 0.13% NaOH)
5 – 128°С (O12-11t , 0.12% NaOH); 3 – 128ºC (O12-11Х , 0% NaOH)
Table 6 - Heat effect values, activation energy values and logarithms of rate constant pre-exponential factors found in the result of kinetic analysis for the process of OKSILIN-6 (12% wt. epoxy groups) epoxy resin modification (molar ratio of the reagents 1:1; catalyst - NaOH solution in the alcohol)
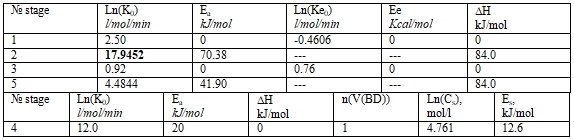
Table 7. Heat effect values, activation energy values and logarithms of rate constant pre-exponential factors found in the result of kinetic analysis for the process of OKSILIN-6 (12% wt. epoxy groups) epoxy resin modification (molar ratio of the reagents 1:1; catalyst - NaO-R-OH solution in the alcohol)
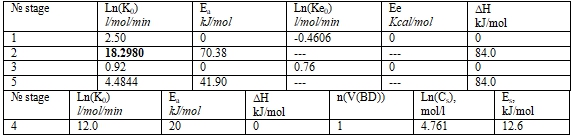
Kinetic constants for the non-catalytic stage 5 were determined from special experiments without adding the catalyst and with applying a simplified 1-stage model. These parameters were fixed at performing the main analysis of experimental data from the runs with the catalyst.
The improved kinetic model applied made it possible to construct reliable and logical kinetic descriptions of the experimental data for modification of oligomeric compositions ED-20, OKSILIN-6 (12%) and OKSILIN-6 (18%) – with the same values of activation energy for the key stages 2, 4, 5. This point supports similarity of modification reaction mechanism for various epoxy resin oligomeric compositions and validity of the model proposed. Activation energy value is noticeably higher for the catalytic stage (70.38 kJ/mol vs. 41.90 kJ/mol, respectively) – in accordance with the concepts on the mechanism of ionic reactions and nucleophilic reactivity of anions and neutral polar molecules.
Conclusion
The resulting kinetic models of epoxy resins modification developed with applying Calvet calorimetry technique and product analysis describe experimental data in the practically important range of initial conditions. They can be used for simulating the modification process for various the epoxy resin oligomeric compositions. One can select the optimum conditions for running these processes in an industrial scale – kind of oligomeric composition, initial concentration of the catalyst, temperature, time of exposure, final conversion of the epoxy groups. A more accurate prediction and process optimization are also possible if we develop a mathematical model of the particular reactor unit in terms of its kind, material, geometric characteristics, mixing device, conditions of heat and mass transfer. This reactor model should be based upon kinetic models of the corresponding reactions that should be run in this particular reactor.
References
- А.М. Пакин, Эпоксидные соединения и эпоксидные смолы/ М., Госхимиздат, 1962 г.
- А.А. Благонравова, А.И. Непомнящий, Лаковые эпоксидные смолы/ - М., Химия, 1970 г.
- Дж.Фурукава, Т.Саегуса. Полимеризация альдегидов и окисей/ М., Мир, 1965, 478с.
- Н.Шенфельд. Поверхностно-активные вещества на основе оксида этилена/М., Химия, 1982, 748с.