РЕАЛИЗАЦИЯ ВИЗУАЛЬНЫХ ИНСТРУМЕНТОВ КОНТРОЛЯ КАЧЕСТВА В СРЕДЕ MATLAB

Власов А.И.1, Маркелов В.В. 2, Сергеева Н.А.3, Зотьева Д.Е.4
1,2 Кандидат технических наук, доцент, 3 ассистент кафедры «Проектирование и технология производства электронной аппаратуры» 4 студент, Московский государственный технический университет им. Н.Э.Баумана
РЕАЛИЗАЦИЯ ВИЗУАЛЬНЫХ ИНСТРУМЕНТОВ КОНТРОЛЯ КАЧЕСТВА В СРЕДЕ MATLAB
Аннотация
В работе проанализированы возможности методов системного анализа при управлении качеством изделий электронной техники. Приведена классификация инструментов системного анализа. Даны рекомендации по применению отдельных инструментов управления качеством на различных этапах жизненного цикла изделий электронной техники с использованием средств автоматизации. Основное внимание уделено реализации инструментов управления качеством в среде MatLab и табличном процессоре Excel.
Ключевые слова: системный анализ, инструменты управления качеством, визуальное моделирование, жизненный цикл, управление качеством, электронная аппаратура.
Vlasov A. I.1, Markelov V. V.2 , Sergeeva N.A.3, Zotieva D.E.4
1,2PhD in Engineering, 3 assistant of department "Design and Production Technology of the Electronic Equipment", 4student, Bauman MSTU
IMPLEMENTATION OF QUALITY CONTROL VISUAL INSTRUMENTS IN MATLAB
Abstract
In work possibilities of methods of the system analysis at quality management of products of electronic equipment are analysed. Classification of tools of the system analysis is given. Recommendations about use of separate instruments of quality management at various stages of life cycle of products of electronic equipment with use of an automation equipment are made. The main attention is paid to realization of instruments of quality management in the environment of MatLab and the tabular Excel processor.
Keywords: system analysis, instruments of quality management, visual modeling, life cycle, quality management, electronic equipment.
Введение
Основополагающим критерием жизнеспособности любого предприятия на рынке является качество его продукции. Без реализации сквозного контроля и управления качеством невозможно обеспечения высоких технико-экономических показателей деятельности предприятия [1]. Авторами в [2] приведена подробная классификация основных инструментов системного анализа при управлении качеством изделий электронной техники (ИЭТ), проанализированы семь основных инструментов управления качеством (СИУК). В работах [3-7] основное внимание уделено автоматизации методов входного статистического контроля качества в среде MatLab. Особенности автоматизации СИУК ИЭТ в среде MatLab и табличном процессоре Excel будут проанализированы в данной статье.
Жизненный цикл изделия носит циклический характер в соответствии с циклом Деминга. При переходе от одного этапа жизненного цикла к последующему затраты на корректировку могут изменяться на порядок. В классической литературе такое изменение затрат получило название «правило 10-кратных затрат» [8-13].
Можно сформулировать основные задачи исследований как: исследование решений по формализации и автоматизации СИУК и формулировка рекомендаций по их применению в условиях синхронных технологий производства ИЭТ.
По итогам исследований даны рекомендации по использованию СИУК для автоматизированного решения задач управления качеством изделий электронной техники (ИЭТ) в среде MatLab и табличном процессоре Excel [2, 13].
1 Классификация инструментов контроля качества
Главный принцип управления качеством - в основе принятия решений должны быть только факты [14]. Поэтому сбор и обработка фактов – важнейший процесс управления качеством. Реализация этого процесса во многом определяется используемыми инструментами, поэтому именно их автоматизации уделяется наибольшее внимание. Понятие СИУК включает семь основных элементов (рисунок 1) [2, 9 - 11]:
1) контрольный листок;
2) гистограмма;
3) диаграмма разброса;
4) диаграмма Парето;
5) расслоение (стратификация);
6) причинно-следственная диаграмма;
7) контрольная карта.
Данные инструменты реализуют презентационный, а не управляющий слой. Основная их задача – мониторинг протекающего процесса (фиксация данных, хранение данных, обработка данных).
При развертывании системы контроля на первый план выходит вопрос их дальнейшей обработки, без использования развитых инструментов визуализации и аналитической обработки даже самые подробные наборы данных становятся бесполезными. Обрабатываемые данные можно классифицировать следующим образом:
- контроль параметров входных компонентов процесса;
- контроль и регулирование процесса;
- анализ отклонений от требований;
- контроль выходных показателей процесса.
Сбор данных должны быть организован исходя из требований их дальнейшей автоматизированной обработки:
- с учетом характеристик регламента (день недели, время и т.п.);
- с учетом характера источника (генератора) (оборудование, рабочий, партия используемых материалов и т. п.);
- с учетом вида формального представления (формат представления данных и вид документа, способ его регистрации).

Рис. 1 – Семь основных инструментов контроля качества
Рассмотрим особенности регистрации и обработки фактов с использованием СИУК в условиях синхронных технологий и комплексной сквозной автоматизации подробнее.
2 Особенности реализации основных инструментов контроля качества в среде MATLAB
2.1 Контрольный листок
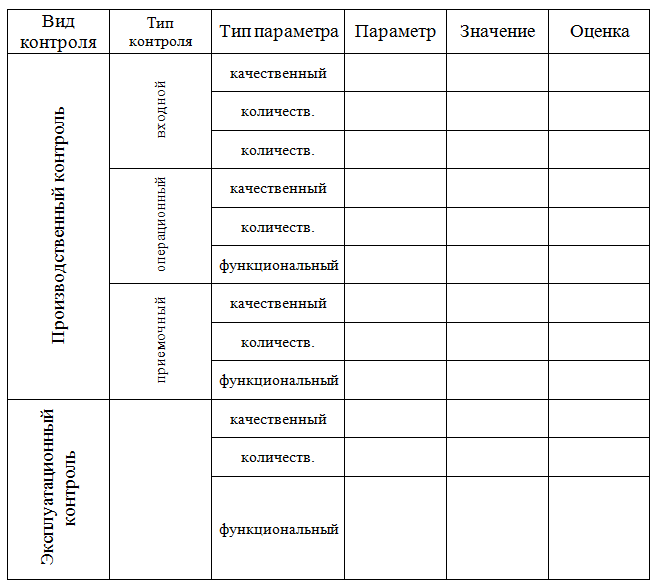
Контрольный листок – это инструмент для сбора данных и их последующей формализации. Контрольный листок – это бланк, на котором определенным образом упорядочены обрабатываемые данные (рисунок 2) [3-6].
(а)
(б)
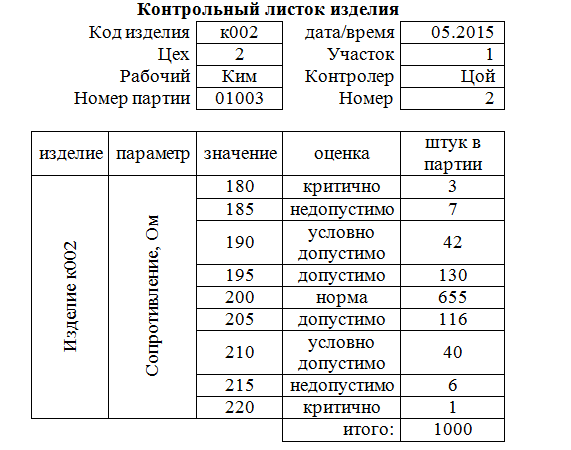
Рис. 2 – Общий вид документа "Контрольный листок формализации исходных данных" (а) и "Контрольный листок изделия" (б)
Контрольный листок является начальным этапом формализации при внедрении автоматизации процедур управления качеством. Он является неотъемлемым компонентом при начальном аудите и картировании бизнес процессов. В начале анализа определяют перечень и допустимые диапазоны значимых параметров компонентов по рассматриваемому изделию для каждого видов контролей (рис.2, а), а потом для каждого из параметров компонентов составляют индивидуальные контрольные листки (рисунок 2, б). После проведения необходимых измерений данные заносятся в соответствующие графы контрольных листков, тем самым формируя исходный набор показателей для дальнейшего применения СИУК. Для автоматизированной обработки контрольных листков используются, как правило, возможности табличного процессора Excel.
2.2 Гистограмма
Гистограмма – это инструмент, позволяющий зрительно оценить закон распределения статистических данных [3-6]. Зафиксированные в контрольных листках результаты обеспечивают исходный набор данных, который в общем случае представляют совокупность дискретных значений случайной величины. Для визуализации данных такого типа часто используют полигоны (рисунке 3). В случае анализа экспериментального распределения случайной величины и проверки его, соответствует ли оно нормальному закону, строят кумулятивную кривую (рисунок 4) [4-7, 10].
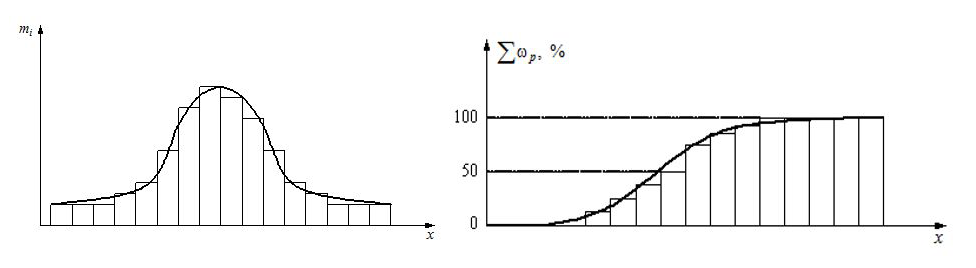
Рис. 3 – Общий вид гистограммы (а) и комулятивной кривой (б)
По мере увеличения количества измерений уменьшается ширина класса и полигон превращается в кривую плотности вероятностей. Ограниченная полигоном и осью x площадь (если по оси mi отложены относительные частоты) стремится к 1 [10].
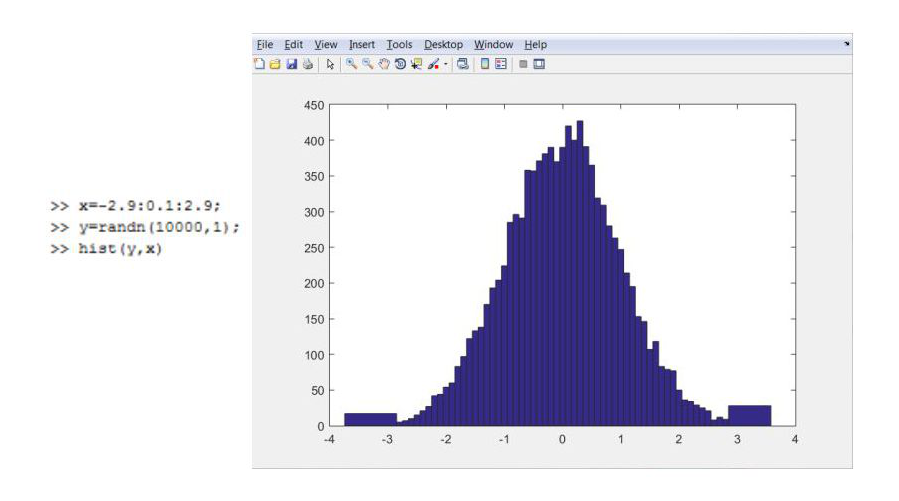
На рисунке 4а представлен листинг программы построения гистограммы случайных чисел, распределенных по нормальному закону. Результатом выполнения скрипта является график, представленный на рисунке 4б.
а) б)
Рис. 4 — Листинг построения гистограммы в среде MatLab (а) и гистограмма распределения, построенная в среде MatLab (б)
Для реализации указанных инструментов в среде MatLab можно использовать функцию hist(...) (рисунок 5а).
2.3 Диаграмма разброса
Диаграмма разброса – инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных [3-6].
Может быть установлена следующая корреляция:
- факторов и характеристик качества;
- двумя разными характеристиками качества;
- двумя факторами, связанными с одной характеристикой качества.
Алгоритм создания диаграммы (рисунок 6) следующий [3-6]:
- Формирование исходного набора парных данных (не менее 25) в таблице.
- Определение MAX() и MIN() для парных данных. Проведение тарировки горизонтальной и вертикальной шкалы так, чтобы приращения Dx и Dy были примерно равны (это облегчает чтение диаграммы), а по каждой оси умещалось от 3 до 10 отсчетов (лучше целые).
- Для оценки влияния фактора на показатель качества, фактор расположить по оси абсцисс, а показатель – по оси ординат.
- Нанести на график необходимые данные:
- наименование диаграммы;
- диапазон времени;
- количество пар данных;
- информацию о создателе диаграммы.
- Используя табличный процессор MS Excel по данным из таблицы парных значений построить диаграмму разброса (см. рисунке 5).
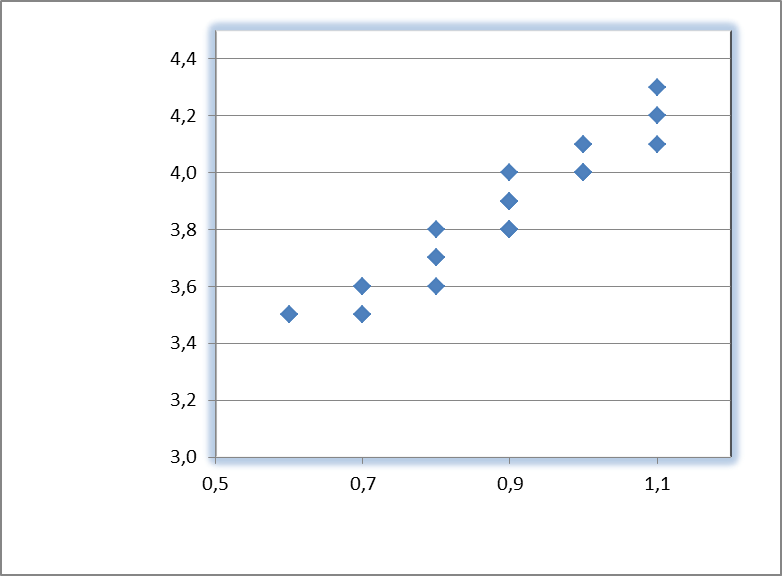
Рис. 5 – Общий вид диаграммы разброса
Если диаграммы разброса отражают характер изменения параметров качества во времени при воздействии различных факторов, то по оси X откладывают начальные значения параметра качества, а по оси Y – значения того же параметра в конечный момент времени. Это отражает динамику изменения параметра во времени (рисунок 6). При отсутствии корреляции получаем график, приведенный на рисунке 7.
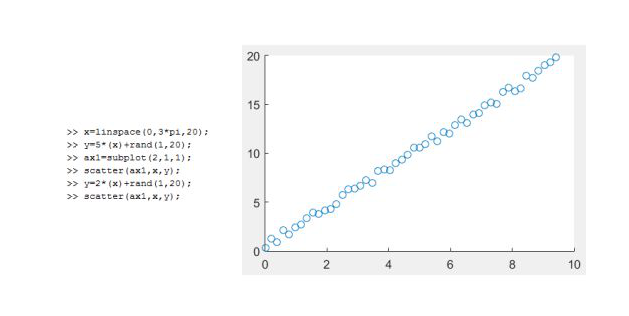
а) б)
Рис. 6 – Листинг обработки данных в программе MatLab, в результате которого происходит построение диаграммы прямой корреляции (а), диаграмма прямой корреляции, построенная в среде MatLab (б)
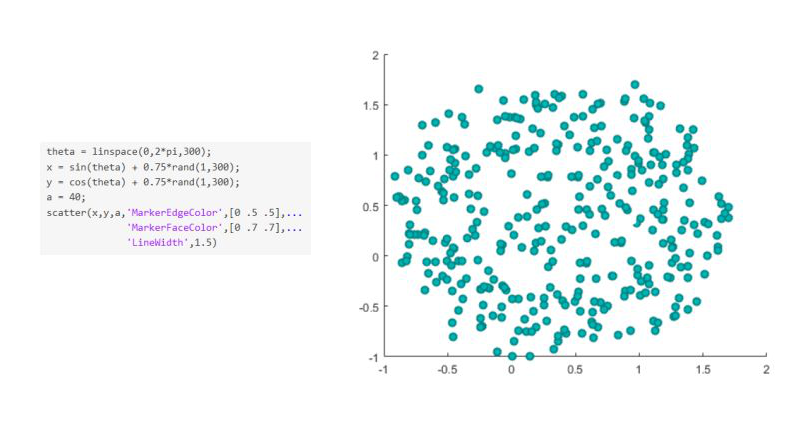
Рис. 7 – Листинг обработки данных в программе MatLab, в результате которого происходит построение диаграммы отсутствия корреляции (а) и диаграмма отсутствия корреляции, построенная в среде MatLab (б)
Если все характеристические точки графика будут расположены на в в пределах допуска на, то рассматриваемый процесс можно считать стационарным. Если точки преимущественно будут расположены над биссектрисой, то показатели параметра выросли. Если – ниже биссектрисы, то снизились.
2.4 Метод расслаивания статистических данных
Метод расслаивания статистических данных – это инструмент, позволяющий произвести селекцию (кластеризацию) данных, отражающую требуемую информацию о процессе. Выделяют функциональные группы данных (слои - страты). В производственных процессах такая группировка получила название "5M": человек (man), машина (mashine), материал (material), метод (method), измерения (measurement) [2, 10 - 12].
Реализация диаграмм, в которых отличия значений случайных величин, принадлежащих одному кластеру минимальны, может быть реализована с применений встроенных инструментов по кластеризации векторов библиотеки NNTolls MatLab.
При расслаивании (кластеризации) каждый объект характеризуется набором признаков (x1, x2, ... ,xM), образующих вектор x. Для анализа данных предполагается заданной выборка x(p), p=![]() , где p - номер выборочного примера (рис.8). Выборочные данные образуют несколько кластеров, каждый соотносится со своим прототипом (‘o’). Знание прототипов и переход с их помощью к кластерам данных существенно сокращает размерность решаемой задачи и облегчает исследование.
, где p - номер выборочного примера (рис.8). Выборочные данные образуют несколько кластеров, каждый соотносится со своим прототипом (‘o’). Знание прототипов и переход с их помощью к кластерам данных существенно сокращает размерность решаемой задачи и облегчает исследование.
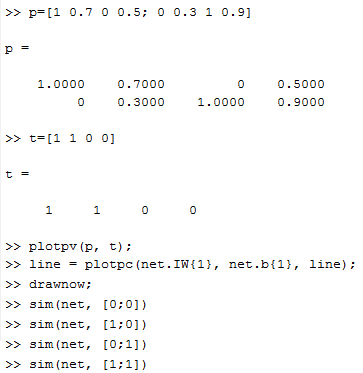
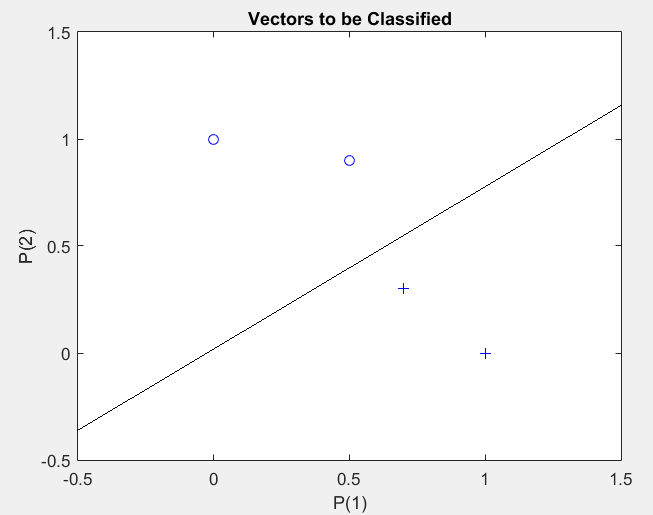
Рис. 8 - Примеры листинга кода и графика кластеризации в проекции на плоскость X1X2
На рисунке 8 представлены результаты кластеризации в проекции на плоскость X1X2, полученные с помощью нейронной сети из пакета NNTools MatLab [14].
2.5 Диаграмма Парето
Диаграмма Парето – это инструмент, позволяющий выявить основные причины проблем и продумать план по их разрешению [3-6].
На первом этапе определяются характерные проблемы предметной области. Следующим этапом формируются статистические выборки по каждому фактору. После оценки значимости факторов основные усилия направляют на наиболее весомые факторы.
Построение диаграммы осуществляют в прямоугольной системе координат. Ось абсцисс - факторы в порядке их убывания, ось ординат – показатель вклада фактора в рассматриваемую проблему (см. рис. 9) [2].
Рис. 9 - Общий вид диаграммы Парето
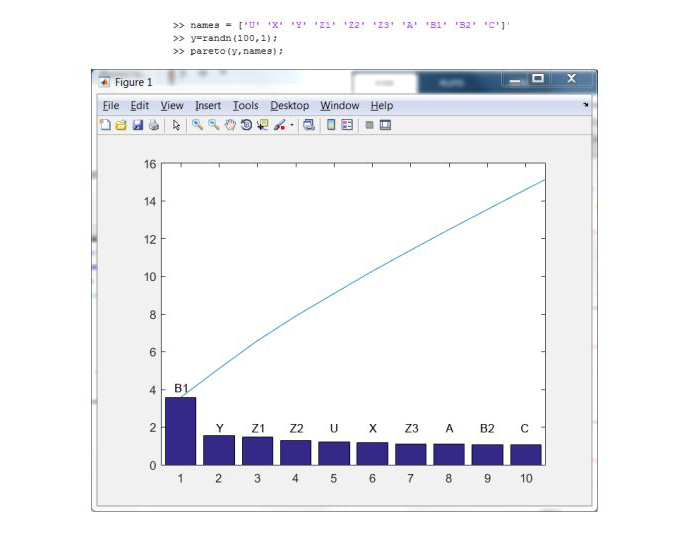
Рис. 10 – Листинг для построения диаграммы Парето и диаграмма Парето, построенная в среде MatLab
Листинг MatLab, осуществляющий создание диаграммы Парето из 10 фактов по нормальному закону (каждому факту соответствует переменная из массива «names»).
2.6 Причинно-следственная диаграмма
Причинно-следственная диаграмма («Рыбий скелет» - схема Исикавы-Сибирякова) – позволяет эффективно находить решения в сложных ситуациях и вырабатывать новые идеи, находить существенные факторы, влияющие на конечный результат [2, 15 - 20].
Главная проблема записывается в «голове» рыбы. Далее каждая возникающая идея записывается у «боковых косточек», которые отходят от «хребта» с каждой стороны. «Ребра» можно дополнять дополнительными идеями в виде мелких косточек.
Рис. 11 – Пример диаграммы Исикавы-Сибирякова
Эта диаграмма относится к классу визуальных инструментов, не предполагает явную обработку статистических исходных данных и сроится средствами классических визуальных редакторов [1, 2, 16-21].
2.7 Контрольные карты
Контрольные карты (КК) – это инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей отрицательной обратной связи), предупреждая его отклонения от предъявляемых к процессу требований. Впервые КК были предложены В. Шухартом в 1924 г. [1, 2, 7].
Выделяют интегральные КК, контролирующие количественные характеристики (размеры, масса и т. д.). Дифференциальные КК, отражают контроль качественных альтернативных дискретных параметров (есть дефект – нет дефекта). Типы КК показаны на рисунке 12.
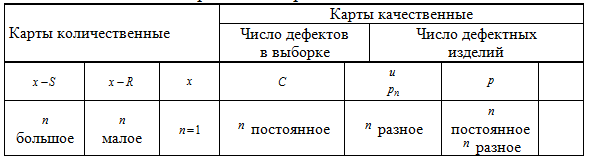
Рис. 12 - Типы КК
КК отражают стабильность технологического процесса [22, 23]. С использованием данных карт возможна реализации аналитики с позиции динамического предсказания оценки достижения границ допуска и необходимости упреждающих действий [21-23]. На рисунках 13 и 14 показаны задание массива карт Шухарта и S-контрольная карта Шухарта в среде MatLab.
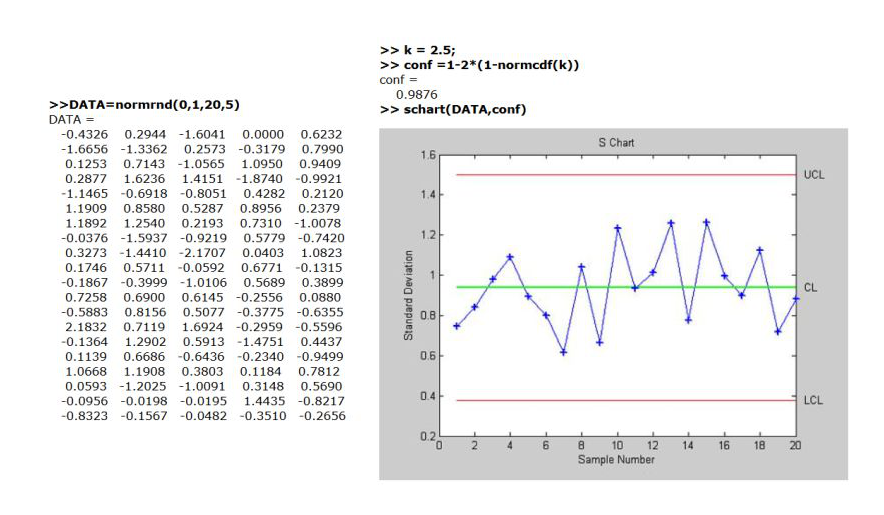
Рис. 13 – Пример массива данных для построения карт Шухарта (а) и пример листинга программы MatLab и карта Шухарта, построенная в среде MatLab
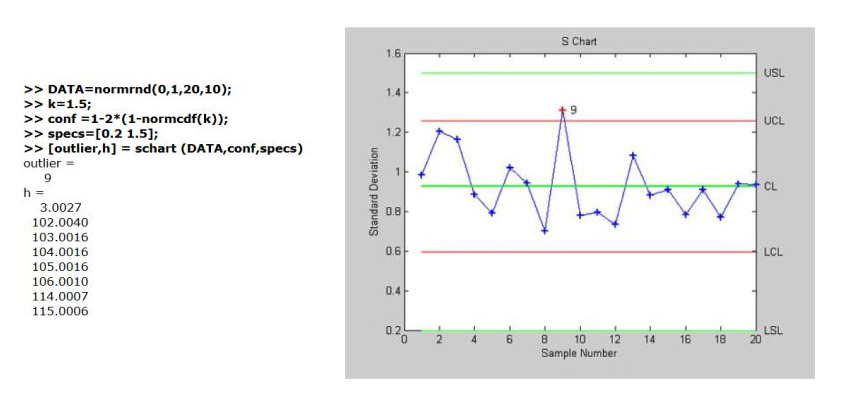
Рис. 14 – Пример листинга программы MatLab и S-контрольная карта Шухарта для контрольных границ равных ±1,5σs и границами допусков LSL=0,2; USL=1,5
(где: outlier - вектор номеров выборок, вышедших за контрольные границы, h - вектор указателей на объекты графика)
На основе сравнительного анализа применения СИУК для решения задач управления качеством составим экспертную карту (рис. 15), содержащую основные рекомендации по использованию предложенных в работе IP модулей СИУК, реализованных в среде MatLab.

Рис. 15 – Сравнительный анализ инструментов системного анализа для контроля качества ЭА [1-7]
Применение инструментария среды Matlab и табличного процессора Excel обеспечивает наглядность, простоту и доступность обработки и анализа результатов. Диаграммы и гистограммы позволяют визуализировать проблемы и подходы к их решению. Контрольные карты и листки позволяют осуществлять непосредственно контроль процессов, по заданным параметрам в режиме реального времени.
Заключение
В работе предложены методы автоматизации контроля качества средствами программ MatLab и табличного процессора MS Excel. Представлены примеры исполняемого кода для реализации семи основных инструментов контроля качества. В совокупности основные инструменты контроля качества позволяют осуществлять контроль и управление процессами, выявляя прежде всего причину возникновения рисков появления ненадлежащего качества продукции.
Литература
- В. В. Маркелов, А. С. Кабаева УПРАВЛЕНИЕ КАЧЕСТВОМ ЭЛЕКТРОННЫХ СРЕДСТВ: учеб. пособие. – М.: Изд-во МГТУ им. Н. Э. Баумана, 2014. – 272 с. : ил. (Библиотека «КЭВС» : в 25 кн. Кн. 2).
- В.В.Маркелов, А.И.Власов, Д.Е.Зотьева УПРАВЛЕНИЕ И КОНТРОЛЬ КАЧЕСТВА ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ. СЕМЬ ОСНОВНЫХ ИНСТРУМЕНТОВ СИСТЕМНОГО АНАЛИЗА ПРИ УПРАВЛЕНИИ КАЧЕСТВОМ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ // Датчики и системы. - 2014. - №8. - С.55-67.
- Маркелов В.В., Камышная Э.Н., Зотьева Д.Е. МЕТОДЫ АВТОМАТИЗАЦИИ ВХОДНОГО СТАТИСТИЧЕСКОГО КОНТРОЛЯ ПРИ УПРАВЛЕНИИ КАЧЕСТВОМ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ // Информационные технологии в проектировании и производстве. 2014. № 3 (155). С. 68-84.
- Маркелов В.В., Власов А.И., Зотьева Д.Е. АВТОМАТИЗАЦИЯ МЕТОДОВ ВХОДНОГО СТАТИСТИЧЕСКОГО КОНТРОЛЯ ПРИ УПРАВЛЕНИИ КАЧЕСТВОМ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ В СРЕДЕ МАТНLАВ // Надежность и качество сложных систем. 2014. № 3 (7). С. 38-43.
- Маркелов В.В., Власов А.И., Зотьева Д.Е. АВТОМАТИЗАЦИЯ ОДНОСТУПЕНЧАТОГО КОНТРОЛЯ КАЧЕСТВА В СРЕДЕ МАТLАВ // Надежность и качество сложных систем. 2015. № 2 (10). С. 34-41.
- Маркелов В.В., Власов А.И., Зотьева Д.Е. АВТОМАТИЗАЦИЯ МНОГОСТУПЕНЧАТОГО КОНТРОЛЯ КАЧЕСТВА В СРЕДЕ МАТLАВ// Надежность и качество сложных систем. 2015. № 1 (9). С. 58-62.
- А.В.Еланцев, В.В.Маркелов АВТОМАТИЗИРОВАННЫЙ КОНТРОЛЬ И ИСПЫТАНИЯ ЭЛЕКТРОННОЙ АППАРАТУРЫ – М.: Изд-во МГТУ, 1990. – 51 с., ил.
- Власов А.И., Михненко А.Е. ИНФОРМАЦИОННО-УПРАВЛЯЮЩИЕ СИСТЕМЫ ДЛЯ ПРОИЗВОДИТЕЛЕЙ ЭЛЕКТРОНИКИ // Производство электроники. 2006. № 3. С. 15-21.
- Власов А.И., Михненко А.Е. ПРИНЦИПЫ ПОСТРОЕНИЯ И РАЗВЕРТЫВАНИЯ ИНФОРМАЦИОННОЙ СИСТЕМЫ ПРЕДПРИЯТИЯ ЭЛЕКТРОННОЙ ОТРАСЛИ // Производство электроники. 2006. № 4. С. 5-12.
- Л. Ноулер и др. СТАТИСТИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ. Пер. с англ. – М.: Издательство стандартов, 1989. – 96 с.
- УПРАВЛЕНИЕ КАЧЕСТВОМ ЭЛЕКТРОННЫХ СРЕДСТВ: Учебник для вузов. О.П. Глудкин и д.р. – М.: Высшая школа, 199 – 414 с.
- О.П. Глудкин. ВСЕОБЩЕЕ УПРАВЛЕНИЕ КАЧЕСТВОМ: Учебник для вузов. – М.: Радио и связь, 1999.
- Адамов А.П., Адамова А.А., Сенькина М.А., Исмаилова И.Т. СИСТЕМНЫЙ АНАЛИЗ В УПРАВЛЕНИИ ПРЕДПРИНИМАТЕЛЬСКИМИ ОРГАНИЗАЦИЯМИ. Под общей редакцией А.П. Адамова – Санкт-Петербург, Изд.:“Политехника”, 2002. 251 с.
- Грешилов А. А. МАТЕМАТИЧЕСКИЕ МЕТОДЫ ПРИНЯТИЯ РЕШЕНИЙ : учеб. пособие. — 2-е изд., испр. и доп. — М. : Изд-во МГТУ им. Н. Э. Баумана, 2014.— 647, [1] с. : ил.
- Потемкин В.Г., Медведев В.С. НЕЙРОННЫЕ СЕТИ - MatLab 6.0 - М.: Диалог-МИФИ. 496.
- Маркелов В.В., Власов А.И., Камышная Э.Н. СИСТЕМНЫЙ АНАЛИЗ ПРОЦЕССА УПРАВЛЕНИЯ КАЧЕСТВОМ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ // Надежность и качество сложных систем. - 2014. - №1. - С.35-43
- Власов А.И., Иванов А.M. ВИЗУАЛЬНЫЕ МОДЕЛИ УПРАВЛЕНИЯ КАЧЕСТВОМ НА ПРЕДПРИЯТИЯХ ЭЛЕКТРОНИКИ // Наука и образование: электронное научно-техническое издание. 2011. № 11. С. 34.
- Дудко В.Г., Верейнов К.Д., Власов А.И., Тимошкин А.Г. СОВРЕМЕННЫЕ МЕТОДЫ И СРЕДСТВА ОБЕСПЕЧЕНИЯ КАЧЕСТВА В УСЛОВИЯХ КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ // Вопросы Радиоэлектроники, Сер. АСУПР, 1996, №2, С.54-72.
- Власов А.И. СИСТЕМНЫЙ АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРОИЗВОДСТВА СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ С ИСПОЛЬЗОВАНИЕМ ВИЗУАЛЬНЫХ МОДЕЛЕЙ// Международный научно-исследовательский журнал – 2013. – №10. Часть 2. – С.17-26.
- Власов А.И., Журавлева Л.В., Тимофеев Г.Г. МЕТОДЫ ГЕНЕРАЦИОННОГО ВИЗУАЛЬНОГО СИНТЕЗА ТЕХНИЧЕСКИХ РЕШЕНИЙ В ОБЛАСТИ МИКРО- НАНОСИСТЕМ // Научное обозрение. 2013. №1. - С.107-111.
- А.И.Власов ПРОСТРАНСТВЕННАЯ МОДЕЛЬ ОЦЕНКИ ЭВОЛЮЦИИ МЕТОДОВ ВИЗУАЛЬНОГО ПРОЕКТИРОВАНИЯ СЛОЖНЫХ СИСТЕМ // Датчики и Системы. - 2013. - №9. - С.10-28.
- Камышная Э.Н., Маркелов В.В., Соловьев В.А. КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ЭЛЕКТРОННОЙ АППАРАТУРЫ - М.: Изд-во МГТУ им.Н.Э.Баумана. 2014. 165 с.
- Еланцев А.В., Курбанмагомедов К.Д., Маркелов В.В., Набиуллин А.Н. МЕТОДЫ И СРЕДСТВА АВТОМАТИЗИРОВАННОГО КОНТРОЛЯ И ИСПЫТАНИЙ ЭЛЕКТРОННОЙ АППАРАТУРЫ. Часть 2: Анализ и обеспечение контроле- и тестопригодности ЭA - М.: Изд-во МГТУ им.Н.Э.Баумана, 1992. 78 с.
References
- V. V. Markelov, A. S. Kabaeva Upravlenie kachestvom jelektronnyh sredstv: ucheb. posobie. – M.: Izd-vo MGTU im. N. Je. Baumana, 2014. – 272 s. : il. (Biblioteka «KEVS» : v 25 kn. Kn. 2).
- V.V.Markelov, A.I.Vlasov, D.E.Zot'eva Upravlenie i kontrol' kachestva izdelij jelektronnoj tehniki. Sem' osnovnyh instrumentov sistemnogo analiza pri upravlenii kachestvom izdelij jelektronnoj tehniki // Datchiki i sistemy. - 2014. - №8. - S.55-67.
- Markelov V.V., Kamyshnaja Je.N., Zot'eva D.E. METODY AVTOMATIZACII VHODNOGO STATISTIChESKOGO KONTROLJa PRI UPRAVLENII KAChESTVOM IZDELIJ JeLEKTRONNOJ TEHNIKI // Informacionnye tehnologii v proektirovanii i proizvodstve. 2014. № 3 (155). S. 68-84.
- Markelov V.V., Vlasov A.I., Zot'eva D.E. AVTOMATIZACIJa METODOV VHODNOGO STATISTIChESKOGO KONTROLJa PRI UPRAVLENII KAChESTVOM IZDELIJ JeLEKTRONNOJ TEHNIKI V SREDE MATNLAV // Nadezhnost' i kachestvo slozhnyh sistem. 2014. № 3 (7). S. 38-43.
- Markelov V.V., Vlasov A.I., Zot'eva D.E. AVTOMATIZACIJa ODNOSTUPENChATOGO KONTROLJa KAChESTVA V SREDE MATLAV // Nadezhnost' i kachestvo slozhnyh sistem. 2015. № 2 (10). S. 34-41.
- Markelov V.V., Vlasov A.I., Zot'eva D.E. AVTOMATIZACIJa MNOGOSTUPENChATOGO KONTROLJa KAChESTVA V SREDE MATLAV// Nadezhnost' i kachestvo slozhnyh sistem. 2015. № 1 (9). S. 58-62.
- A.V.Elancev, V.V.Markelov Avtomatizirovannyj kontrol' i ispytanija jelektronnoj apparatury – M.: Izd-vo MGTU, 1990. – 51 s., il.
- Vlasov A.I., Mihnenko A.E. INFORMACIONNO-UPRAVLJaJuShhIE SISTEMY DLJa PROIZVODITELEJ JeLEKTRONIKI // Proizvodstvo jelektroniki. 2006. № 3. S. 15-21.
- Vlasov A.I., Mihnenko A.E. PRINCIPY POSTROENIJa I RAZVERTYVANIJa INFORMACIONNOJ SISTEMY PREDPRIJaTIJa JeLEKTRONNOJ OTRASLI // Proizvodstvo jelektroniki. 2006. № 4. S. 5-12.
- L. Nouler i dr. Statisticheskie metody kontrolja kachestva produkcii. Per. s angl. – M.: Izdatel'stvo standartov, 1989. – 96 s.
- Upravlenie kachestvom jelektronnyh sredstv: Uchebnik dlja vuzov. O.P. Gludkin i d.r. – M.: Vysshaja shkola, 199 – 414 s.
- O.P. Gludkin. Vseobshhee upravlenie kachestvom: Uchebnik dlja vuzov. – M.: Radio i svjaz', 1999.
- Adamov A.P., Adamova A.A., Sen'kina M.A., Ismailova I.T. SISTEMNYJ ANALIZ V UPRAVLENII PREDPRINIMATEL''SKIMI ORGANIZACIJaMI. Pod obshhej redakciej A.P. Adamova – Sankt-Peterburg, Izd.:“Politehnika”, 2002. 251 s.
- Greshilov A. A. Matematicheskie metody prinjatija reshenij : ucheb. posobie. — 2-e izd., ispr. i dop. — M. : Izd-vo MGTU im. N. Je. Baumana, 2014.— 647, [1] s. : il.
- Potemkin V.G., Medvedev V.S. Nejronnye seti - MatLab 6.0 - M.: Dialog-MIFI. 2002. 496.
- Markelov V.V., Vlasov A.I., Kamyshnaja Je.N. Sistemnyj analiz processa upravlenija kachestvom izdelij jelektronnoj tehniki // Nadezhnost' i kachestvo slozhnyh sistem. - 2014. - №1. - S.35-43
- Vlasov A.I., Ivanov A.M. Vizual'nye modeli upravlenija kachestvom na predprijatijah jelektroniki// Nauka i obrazovanie: jelektronnoe nauchno-tehnicheskoe izdanie. 2011. № 11. S. 34-3
- Dudko V.G., Verejnov K.D., Vlasov A.I., Timoshkin A.G. Sovremennye metody i sredstva obespechenija kachestva v uslovijah kompleksnoj avtomatizacii // Voprosy Radiojelektroniki, Ser. ASUPR, 1996, №2, S.54-72.
- Vlasov A.I. Sistemnyj analiz tehnologicheskih processov proizvodstva slozhnyh tehnicheskih sistem s ispol'zovaniem vizual'nyh modelej// Mezhdunarodnyj nauchno-issledovatel'skij zhurnal – 2013. – №10. Chast' 2. – S.17-26.
- Vlasov A.I., Zhuravleva L.V., Timofeev G.G. Metody generacionnogo vizual'nogo sinteza tehnicheskih reshenij v oblasti mikro- nanosistem // Nauchnoe obozrenie. 2013. №1. - S.107-111.
- A.I.Vlasov Prostranstvennaja model' ocenki jevoljucii metodov vizual'nogo proektirovanija slozhnyh sistem//Datchiki i Sistemy. - 2013. - №9. - S.10-28.
- Kamyshnaja Je.N., Markelov V.V., Solov'ev V.A. KONSTRUKTORSKO-TEHNOLOGIChESKIE RASChETY JeLEKTRONNOJ APPARATURY - M.: Izd-vo MGTU im.N.Je.Baumana. 2014. 165 s.
- Elancev A.V., Kurbanmagomedov K.D., Markelov V.V., Nabiullin A.N. METODY I SREDSTVA AVTOMATIZIROVANNOGO KONTROLJa I ISPYTANIJ JeLEKTRONNOJ APPARATURY. Chast' 2: Analiz i obespechenie kontrole- i testoprigodnosti JeA - M.: Izd-vo MGTU im.N.Je.Baumana, 1992. 78 s.