ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА КОНТРОЛЯ КАЧЕСТВА НА ОСНОВЕ НЕЙРОННЫХ СЕТЕЙ ДЛЯ ПРОВОЛОЧНОГО АДДИТИВНОГО ПРОИЗВОДСТВА
ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА КОНТРОЛЯ КАЧЕСТВА НА ОСНОВЕ НЕЙРОННЫХ СЕТЕЙ ДЛЯ ПРОВОЛОЧНОГО АДДИТИВНОГО ПРОИЗВОДСТВА

Аннотация
Рассматривается интеллектуальная система контроля качества для проволочного аддитивного производства (WAAM). Представлена разработка программно-аппаратного комплекса для высокоточного мониторинга поверхности выращиваемых изделий, интегрированного с промышленным манипулятором KUKA. Комплекс обеспечивает автоматизированный сбор и анализ мультимодальных данных (видео, лазерное сканирование, телеметрия) с использованием методов компьютерного зрения и машинного обучения. Описаны архитектура системы, методы синхронизации данных, применяемые нейросетевые модели (YOLOv8, Wide ResNet-50) и стратегии активного обучения для детекции дефектов. Реализованный подход демонстрирует потенциал для интеграции в замкнутый контур управления с целью оперативной коррекции технологических параметров.
1. Введение
Технология проволочной наплавки (WAAM) набирает популярность благодаря возможности изготовления крупногабаритных деталей с высоким коэффициентом использования материала , . Однако нестабильность процесса дуговой сварки и сложные термомеханические процессы приводят к двум основным классам проблем: образованию поверхностных и внутренних дефектов (пористость, непровары) и геометрическим искажениям (короблению) изделия из-за циклического нагрева и охлаждения , .
Традиционные методы послеоперационного контроля не позволяют оперативно влиять на процесс . В связи с этим актуальной является задача создания интеллектуальных систем, способных в реальном времени анализировать мультимодальные данные (видео, ток, напряжение) для выявления дефектов , , , и одновременно прогнозировать термомеханическое поведение изделия для предотвращения брака по геометрии , .
Целью данной работы является разработка и апробация комплексного подхода, объединяющего:
– аппаратно-программный комплекс для in-situ мониторинга качества поверхности с использованием методов компьютерного зрения;
– математическую модель и численную методику для прогнозирования НДС и коробления наплавляемого изделия, позволяющую корректировать управляющую программу (слайсер) для компенсации деформаций.
2. Методы и материалы
2.1. Программно-аппаратный комплекс для мониторинга качества
Для обеспечения сбора данных в условиях высоких температур и задымленности был разработан защитный корпус (рис. 1). Корпус спроектирован в Autodesk Fusion 360 для крепления на манипуляторе KUKA и включает:
Интегрированную систему вентиляции для охлаждения электроники.
Систему продува воздуха («воздушный нож»), создающую барьерный поток перед защитным стеклом для предотвращения оседания пыли и брызг.
Сменное термостойкое защитное стекло. Материал корпуса — алюминиевый сплав, рассчитанный на тепловые нагрузки до 200°C. Вес конструкции не превышает 2.5 кг, что не влияет на точность позиционирования манипулятора.
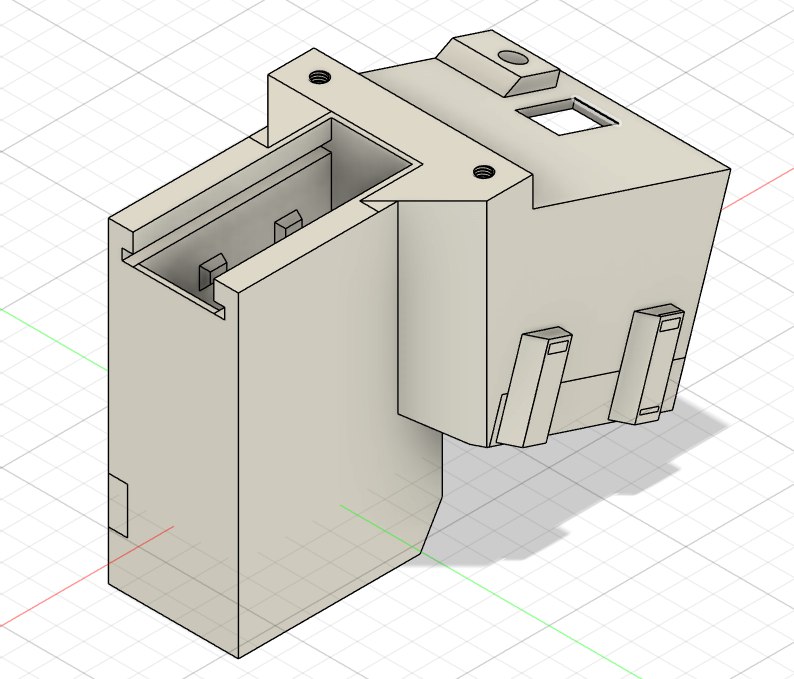
3D-модель защитного корпуса с системами вентиляции и продува
1. Синхронный сбор данных: видеопоток (25 fps), данные лазерного сканирования (профиль поверхности) и текущие координаты манипулятора.
2. Пространственно-временную синхронизацию всех каналов на основе единой временной метки.
3. Автоматическое переключение инструмента и повтор траектории наплавки для сканирования каждого слоя.
2.2. Нейросетевая модель детекции дефектов
Для анализа видеоданных в реальном времени выбрана архитектура YOLOv8 Extra Large, предобученная на наборах данных общего назначения и дообученная на размеченной выборке, включающей 5000 изображений сварочной ванны и наплавленных валиков с дефектами трех классов: «пора», «трещина», «наплыв». Разметка выполнена полуавтоматическим методом с последующей экспертной валидацией. Оценка качества детектора проводилась на тестовой выборке (20% от общего набора) с использованием метрик mAP50, precision и recall. Параллельно для извлечения признаков используется сверточная сеть Wide ResNet-50.
2.3. Математическое моделирование термомеханических процессов
Для прогнозирования НДС и коробления изделия разработана конечно-элементная модель в среде ANSYS Mechanical APDL.
Постановка задачи. Решается связанная термомеханическая задача. Температурное поле рассчитывается из решения нестационарной задачи теплопроводности с подвижным источником тепла, моделирующим сварочную дугу. Напряженно-деформированное состояние определяется на основе рассчитанных температурных полей.
Модель материала. Для описания упругопластического поведения материала при высоких температурах и скоростях деформации, характерных для WAAM, использована модель Джонсона-Кука (JC), имплантированная в ANSYS с помощью пользовательской процедуры USERCREEP (UPF). Константы модели для сплава Inconel718 взяты из литературных источников и верифицированы путем сравнения с расчетами по стандартной модели мультилинейной изотропной пластичности (MISO) на тестовой задаче о внедрении индентора.
Моделирование процесса наплавки. Реализован метод «активации элементов» (element birth and death). Для учета коробления ранее наплавленных слоев предложен оригинальный алгоритм: перед активацией очередной зоны все узлы этой зоны смещаются на величину перемещений, полученных для ближайшего узла предыдущей зоны. Это моделирует адаптивную коррекцию траектории слайсера в условиях реального производства. Формула для смещения:
где
Объекты моделирования. Выполнено моделирование наплавки двух деталей кольцевой формы: конфузора и фланца из сплава Inconel718. Материал технологической оснастки — конструкционная сталь.
3. Результаты и обсуждение
3.1. Результаты мониторинга качества
Разработанный аппаратный комплекс продемонстрировал стабильную работу в тестовых наплавках. Система продува эффективно защищает оптику в течение 4 часов непрерывной работы без очистки. Модель YOLOv8 достигла следующих показателей на тестовой выборке:
– mAP50 = 59%. Относительно невысокий показатель объясняется сложностью задачи (высокая засветка от дуги, блики от металла) и ограниченным размером обучающей выборки;
– точность (Precision): 82% для класса «пора», 78% для «трещина», 95% для «наплыв»;
– полнота (Recall): 70% для класса «пора», 65% для «трещина», 88% для «наплыв». Низкая полнота для трещин и пор указывает на необходимость дальнейшего увеличения и балансировки датасета. Планируется использование методов аугментации данных и активного обучения для повышения полноты до 85–90%.
3.2. Верификация модели материала
На тестовой задаче о внедрении стального индентора в полупространство проведено сравнение имплантированной модели Джонсона-Кука и стандартной модели MISO. Результаты (рис. 2) показали, что в динамической постановке различия в остаточных напряжениях достигают 20%. Модель MISO, не учитывающая релаксационные эффекты, дает завышенные значения напряжений в зоне контакта. Это подтверждает необходимость использования модели JC для адекватного прогнозирования НДС при WAAM, где высокая температура и циклическое нагружение играют ключевую роль.

Пример интерфейса сбора и визуализации данных
Моделирование процесса наплавки конфузора показало, что наибольшие осевые перемещения (до 2.5 мм) возникают после наплавки периферийных зон. Предложенный алгоритм коррекции позволяет «заложить» эти перемещения в исходную геометрию, изменяя положение узлов следующих зон (рис. 3). Это компенсирует искажение формы и обеспечивает попадание дуги в расчетное положение.
Архитектура системы с потоками данных и управляющей логикой
Пример тепловой карты с зоной перегрева (красный цвет)
Снятие с оснастки: является критическим этапом. После освобождения детали происходит перераспределение напряжений и значительное изменение формы (осевые перемещения увеличиваются на 30-40% по сравнению с состоянием на оснастке). Полученные численные значения перемещений могут быть использованы для назначения припусков на последующую механическую обработку.
4. Заключение
В ходе работы был разработан и апробирован комплексный подход к контролю качества и прогнозированию геометрических параметров в проволочном аддитивном производстве.
Научная новизна заключается в создании численной методики прогнозирования НДС при WAAM, включающей:
– имплантацию и верификацию модели Джонсона-Кука в ANSYS для неявного анализа, что повышает точность расчета остаточных напряжений по сравнению со стандартными моделями;
– алгоритм учета коробления ранее наплавленных зон, позволяющий моделировать адаптивную коррекцию траектории слайсера.
Практическая значимость:
– создан программно-аппаратный комплекс для автоматизированного сбора мультимодальных данных с системы КАМА, защищенный от внешних воздействий;
– реализован нейросетевой детектор дефектов поверхности на базе YOLOv8, достигший точности 78-95% для различных классов дефектов;
– получены количественные оценки остаточных напряжений и деформаций для типовых деталей (конфузор, фланец), которые могут быть использованы для оптимизации технологических режимов и проектирования.
Дальнейшие исследования будут направлены на увеличение репрезентативности датасета для обучения нейросети, калибровку модели Джонсона-Кука по данным натурных экспериментов и интеграцию замкнутого контура управления, где прогноз деформаций будет использоваться для автоматической коррекции траектории в реальном времени.