Анализ компоновок станков для циклоидального электрохимического формообразования
Анализ компоновок станков для циклоидального электрохимического формообразования

Аннотация
Циклоидальное электрохимическое формообразование (ЦЭФ) является перспективным методом обработки токопроводящих материалов, обеспечивающим получение регулярных дискретно-щелевых структур. В статье рассмотрены геометрические основы циклоидальных траекторий, показана их способность обеспечивать равномерность съёма материала и устойчивость процесса анодного растворения. Особое внимание уделено векторной модели технологической пары «деталь–инструмент», которая позволяет формализовать движение и оценить влияние кинематики на постоянность межэлектродного зазора (МЭЗ). Подчёркнуто, что постоянная величина МЭЗ является центральным (ключевым) фактором качества и воспроизводимости структур, формируемых методом ЦЭФ.
Проведён сравнительный анализ принципиальных вертикальной и горизонтальной компоновочный схем реализации процесса, выявлены их преимущества и ограничения в зависимости от характера обрабатываемых деталей и условий подвода электролита. Установлено, что общим требованием для обеих схем является наличие двух независимых вращательных движений с контролируемым передаточным отношением. Сделан вывод о том, что наибольший потенциал для практической реализации ЦЭФ имеют бироторные компоновки станков, обеспечивающие синхронизацию вращений заготовки и инструмента и тем самым стабилизирующие межэлектродный зазор.
1. Введение
Циклоидальное электрохимическое формообразование (ЦЭФ) представляет собой перспективный метод обработки токопроводящих материалов, основанный на сочетании циклоидального движения, образованного двумя вращательными и одним поступательным движением, и анодного растворения в токопроводящей среде (электролите). Данным методом предлагается обрабатывать заготовки для формирования постоянных и дискретно-щелевых структур в тех случаях, когда обработки другими методами невозможна или не целесообразна, например обработка сверхтвердых сплавов и тонкостенных заготовок. ЦЭФ актуален для задач, где требуется высокая точность формирования микроструктур, например, при изготовлении фильтров, элементов теплообменных систем или функциональных поверхностей с заданной проницаемостью. Применение циклоидального электрохимического формообразования позволяет повысить однородность параметров дискретно-щелевой структуры (глубина, шаг) и снизить риск возникновения локальных дефектов, возникающих при обработке заготовки механически.
На текущий момент вопрос компоновки и принципиальных схем оборудования для реализации ЦЭФ остаются исследованными лишь частично. В частности, недостаточно изучены требования к выбору оборудования для реализации первичных рабочих образцов прототипов, которые могут обеспечить реализацию всех необходимых условий для ЦЭФ. Цель настоящей работы заключается в проведении принципиального анализа вертикальных и горизонтальных компоновок станков, пригодных для ЦЭФ. Рассматриваются геометрические основы циклоидальной траектории, векторная модель технологической пары и описывается формирование межэлектродного зазора. На основе анализа формулируются выводы о ключевых требованиях к оборудованию и направлениях его развития. В работе решены следующие задачи:
1. Выполнен литературный обзор современных источников по теме работы, с обоснованием актуальности.
2. Выполнен системный сравнительный анализ вертикальных и горизонтальных компоновок в контексте ЦЭФ, с формулированием критериев рационального выбора с учётом параметров заготовок.
3. Предложены классификационные признаки и практические рекомендации по выбору компоновки оборудования для типовых деталей.
Работа формирует теоретические основы структурно-компоновочного синтеза оборудования для циклоидального электрохимического формообразования и определяет направления дальнейшего развития специализированных технологических систем.
2. Литературный обзор современного состояния исследований
Современные исследования электрохимической обработки в машиностроении направлены на повышение точности и воспроизводимости формообразования, что связывается прежде всего со стабилизацией межэлектродного зазора и управлением локализацией анодного растворения. В учебной и научной литературе подчёркивается, что отклонения межэлектродного зазора приводят к изменению распределения плотности тока, вариативности скорости растворения и ухудшению качества поверхности, особенно при обработке сложнопрофильных поверхностей и формировании регулярных структур
, . Значимая группа работ посвящена электрическим режимам процесса. Показано, что форма импульсов напряжения является фактором, влияющим на протекание электрохимической реакции и характеристики съёма материала; оптимизация импульсных воздействий рассматривается как один из ключевых путей повышения управляемости процесса и качества обработки .В обзорных исследованиях по электрохимическим процессам также акцентируется роль локализации электрохимических явлений и пространственного распределения процессов растворения/осаждения в зоне обработки
. Несмотря на различие технологических постановок, методологически эти результаты подтверждают необходимость совмещённого рассмотрения кинематики движения инструмента и электрических режимов, поскольку именно их взаимодействие определяет устойчивость процесса в зоне межэлектродного зазора. В отечественной литературе по станочным системам с циклоидальной схемой формообразования показано, что получение устойчивых циклоидальных траекторий требует наличия двух независимых вращательных движений с управляемым передаточным отношением; предложены подходы к оценке компоновок и технологических возможностей соответствующих станков . Однако указанные исследования ориентированы преимущественно на механическое формообразование и не учитывают специфику электрохимического процесса, где критической становится не только геометрия траектории, но и обеспечение стабильного межэлектродного зазора и условий подвода электролита.В современной литературе детально рассматриваются отдельные аспекты электрохимической обработки — электрические режимы, вопросы локализации процесса, а также компоновочные принципы циклоидального формообразования в целом, но отсутствует комплексный анализ с целью вывода рекомендаций по выбору типа компоновки (вертикальной или горизонтальной) при ЦЭФ. Данная работа направлена на разработку прикладных рекомендаций по выбору компоновки оборудования для циклоидального электрохимического формообразования в зависимости от обрабатываемой заготовки.
3. Геометрия циклоидальной траектории
Формообразование в условиях ЦЭФ основывается на наложении двух вращательных движений (вращательные движения могут выполняться либо инструментом и заготовкой раздельно, либо одновременно инструментом) и осевой подачи станка. При этом тип вращения: однонаправленные и противоположно направленные определяется в зависимости от реализуемой задачи, а именно характер наносимых щелевых структур: шаг, длина и ширина щелей . Помимо этого, существует различные паттерны дискретно-щелевых структур на поверхности детали. Наиболее наглядно оценить их можно на развертке — рис. 1.
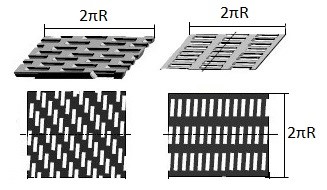
Варианты винтового и прямолинейного расположения ребер на развертке поверхности вала
Одним из свойств циклоидальных траекторий является их способность обеспечивать равномерное покрытие поверхности. При высоких оборотах инструмента и заготовки траектория многократно пересекает одну и ту же область под различными углами. Это приводит к усреднению припуска, выравниванию локальной плотности тока и повышению стабильности процесса электрохимического растворения. На рис. 2 представлены различные типы циклоид формообразования, демонстрирующие вариативность траекторий в зависимости от соотношения угловых скоростей и взаимонаправленности вращений электрода и инструмента. Видно, что именно циклоидальные движения позволяют достичь равномерного распределения элементов структуры и высокой повторяемости профиля, а также реализация как внешней, так и внутренней схемы обработки деталей типа труб, для последующей обработки.
В зависимости от взаимонаправленности движений электрода и инструмента будет меняться траектория формообразования.
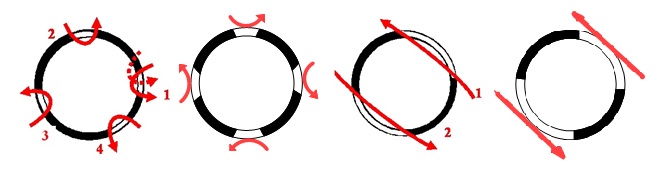
Траектория формообразования
4. Векторная модель формообразования и формирование межэлектродного зазора
Для анализа кинематики формирования межэлектродного зазора, который является частью межцентрового расстояния, (далее МЭЗ) ЦЭФ применяется векторная модель технологической пары «деталь–инструмент». Такое представление позволяет формализовать движение формообразующей точки. Принципиально процесс можно описать следующим образом: при циклоидальном формообразовании траектория движения точки, фиксированной на вращающемся объекте в координатах, связанных с другим вращающимся объектом, представляет собой трохоиду — циклическую кривую, образованную точкой, которая связана с производящей окружностью, перекатываемой с проскальзыванием или без него по другой (направляющей) окружности — рис. 2.
На основе методов векторной алгебры для технологической пары и ее кинематики была формализована система векторов (рис. 3) для описания траектории формообразования S (интегрального параметра) и, на ее основе, охарактеризована конфигурация получаемого профиля изделия для однозначного описания законов формообразования циклоидальных схем обработки.
Формализация технологической компоновки технологических систем с ЦЭСФ
Рассмотрим результирующее циклоидальное движение ФΣ вершины электрода-инструмента (формообразующей точки), которое характеризуется зависимостью ρ=F(φ) в координатах, связанных с центром Од детали 1.
Отклонение центра Ои1 инструментального многоэлектродного блока на определенный угол, определяемое перемещением радиус-вектора межцентрового расстояния А в обращенном движении от начального положения через время t обозначим через τ. Точка пика протекания электрохимической реакции между инструментом и заготовкой за τ переместится из точки пика максимальной плотности тока р в точку пика р1, при этом радиус-вектор Rи+ МЭЗ данной точки повернется на угол θ вокруг центра Ои относительно нулевого положения
.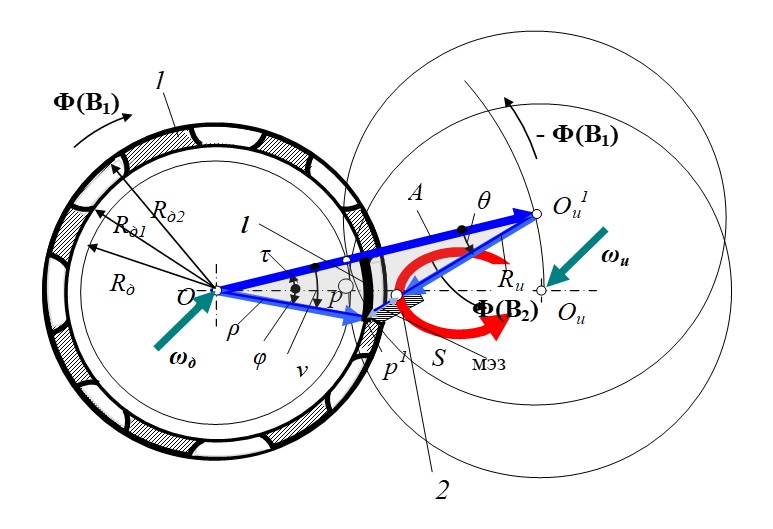
Обобщенная векторная модель формообразования щели
1 – деталь; 2 – инструмент; S – траектория формообразования; l – длина прорези по внутренней поверхности; ρ – радиус формообразования; φ – угол формообразования; МЭЗ – межэлектродный зазор
Текущий радиус — вектор формообразования ρ, являющийся одним из дифференциальных показателей траектории формообразования, направленный из центра детали Од в точку пика протекания реакции р1,определяется в векторном видекак суммой векторов А и (Rи + МЭЗ):
Здесь А — вектор расположения центра многоэлектродного инструментального блока Ои относительно начала координат Од, направленный из Од в Ои и численно равный межцентровому расстоянию А; Rи — радиус-вектор, определяющий положение вершины многоэлектродного инструментального блока + МЭЗ относительно его центра Ои.
При циклоидальных траекториях формообразующая точка многократно пересекает одну и ту же область под разными углами, что способствует усреднению припуска и сглаживанию возможных колебаний МЭЗ. Связь межэлектродного зазора с формой импульса и плотностью тока является центральной задачей для полноценного математического моделирования процесса ЦЭФ, которая будет рассмотрена и решена в дальнейших исследованиях по данной теме. Векторная формализация позволяет учитывать не только кинематику относительных движений, но и геометрические параметры зоны обработки: радиусы вращений, эксцентриситеты и смещения центров. На этой основе можно прогнозировать устойчивость зазора в различных точках траектории. Таким образом, анализ модели показывает, что устойчивость МЭЗ напрямую зависит от согласованности вращательных движений, а оптимизация передаточного отношения является инструментом стабилизации процесса , .
5. Принципиальные вертикальная и горизонтальная компоновки реализации обработки
Анализ кинематических принципов показывает, что реализация ЦЭФ возможна в рамках двух основных схем — вертикальной и горизонтальной. Каждая из них обладает своими преимуществами и ограничениями, которые определяются не только кинематикой движения, но и условиями подвода электролита, жёсткостью системы и стабильностью межэлектродного зазора.
5.1. Вертикальная схема
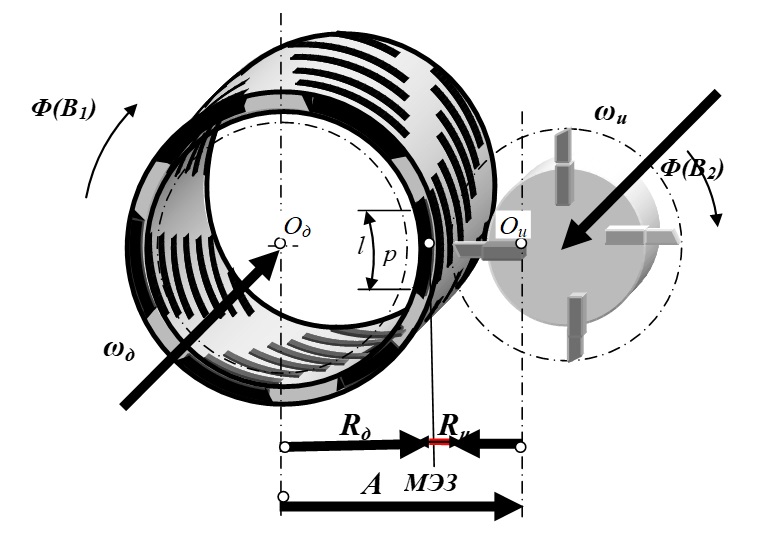
В вертикальной схеме заготовка и инструмент ориентированы вдоль вертикальной оси. В данном случае возможны оба варианта реализации двух вращательных движений: в одном случае оба вращательных движения осуществляется шпинделем и инструментом — многоэлектродным блоком; во втором случае шпиндель и заготовка осуществляются по одному вращательному движению. Следует отметить, что данная компоновка позволяет вести как внешнюю, так и внутреннюю обработку средних и тяжелых заготовок большого диаметра и небольшой длины.
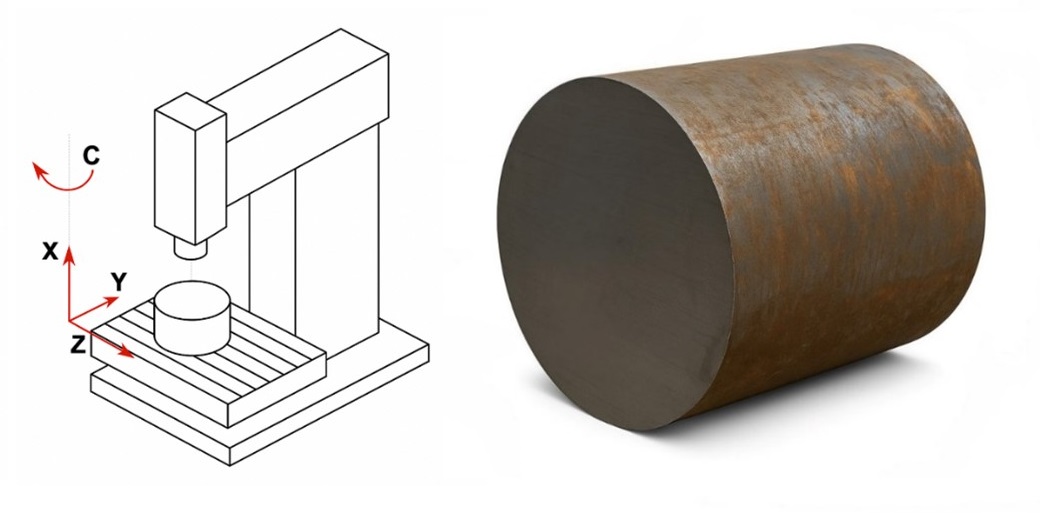
Вертикальная компоновка оборудования и пример заготовки
В горизонтальной схеме ось вращения заготовки ориентирована горизонтально. Инструмент получает вращение в согласованном режиме и подводится вдоль оси заготовки. В данном случае возможна реализация лишь схемы вращения и заготовки, и инструмента для обработки деталей небольшой компоновки, но большой длины.
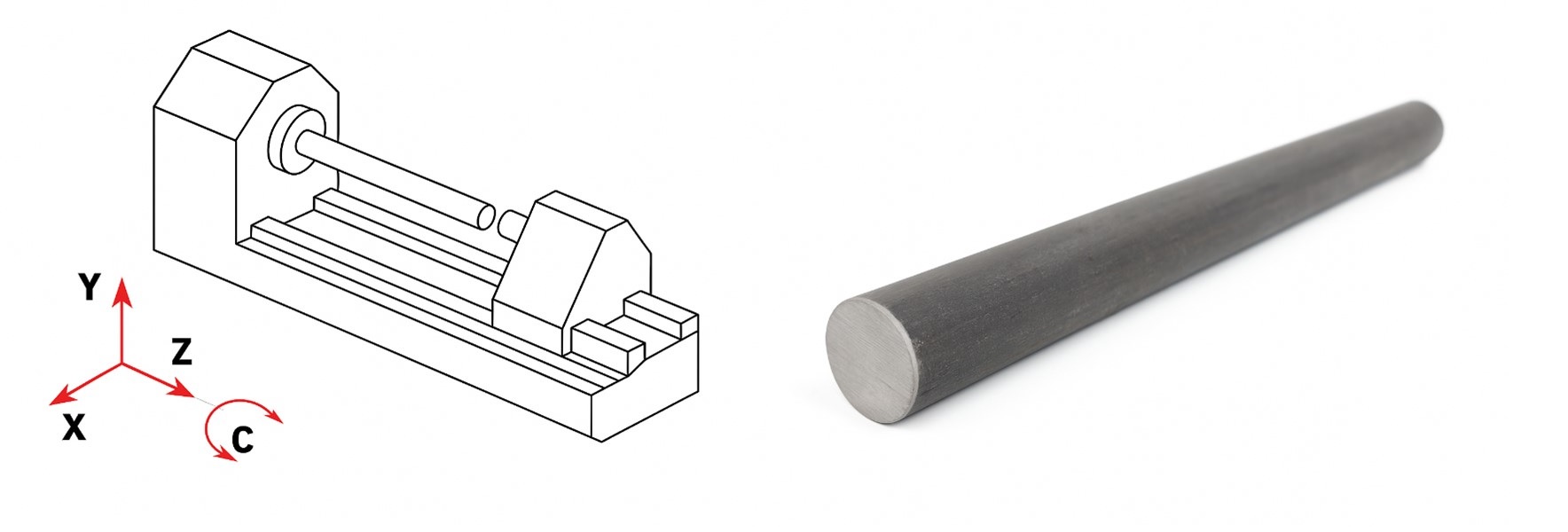
Горизонтальная схема оборудования и пример заготовки
6. Сравнительный анализ компоновок
1. Вертикальная компоновка: рациональна для средних и тяжёлых заготовок небольшой высоты; годится для наружной и внутренней обработки ,
.2. Горизонтальная компоновка: эффективна для длинномерных и «тонкостенных» заготовок; практически — только внешняя обработка при циклоидальной схеме (внутренняя — сильно ограничена по инструменту) .
В таблице 1 приведены основные рекомендации по выбору компоновки оборудования для типовых деталей.
Таблица 1 - Рекомендации по выбору компоновок для типовых деталей
Типовые детали | Характер обрабатываемых поверхностей | Отношение длины к диаметру | Рекомендуемая компоновка |
Кольцо фильтра Ø240×H70, сталь/Al | Наружная дискретно-щелевая поверхность (сквозная) | L/D ≈ 0,3; масса ≥10–20 кг: высокая собственная демпфирующая способность | Вертикальная |
Трубчатый фильтроэлемент Ø60×L1200, нерж. | Внешняя винтовая дискретно-щелевая поверхность | L/D = 20 ⇒ требуются люнеты и задняя бабка | Горизонтальная |
Вал с рифлением под покрытие Ø45×L500, сталь | Нанесение наружной глухой дискретно-щелевой структуры | L/D ≈ 11: средняя гибкость | Горизонтальная |
Короткая втулка Ø900×H40, сталь | Внутренняя поверхность (тонкие щели) | L/D < 0,5 | Вертикальная |
Для наружной циклоидальной обработки выделим следующие общие рекомендации по выбору компоновки для реализации обработки:
– горизонтальная — когда L/D≳3 и/или L > 300 мм (люнеты обязательны);
– вертикальная — когда L/D≲3 и масса заготовки высока (жёсткость и компактность).
Для внутренней циклоидальной обработки: практически всегда будет использоваться вертикальная компоновка, пока H (высота) не ограничивает ход инструмента.
6.1. Выводы
1. Вертикальная компоновка — базовый выбор для средних тяжёлых деталей небольшой высоты и задач, где критичны внутренние поверхности (втулки, кольца, корпуса). Она обеспечивает компактность, стабильность и устойчивые циклоидальные траектории при обработке средних и тяжелых деталей.
2. Горизонтальная компоновка — оптимум для длинномерных заготовок с акцентом на внешние поверхности (трубы, валы, длинные фильтроэлементы). Здесь решающими становятся поддержка по длине.
3. Общее обязательное условие для обеих
— наличие двух независимых вращательных движений с программируемым передаточным отношением и поддержания постоянного межэлектродного зазора.7. Заключение
Проведённый принципиальный анализ показал, что основой ЦЭФ является наложение двух согласованных вращательных движений и осевой подачи, формирующих устойчивые траектории типа эпитрохоид и гипотрохоид. Сравнительное рассмотрение вертикальной и горизонтальной схем показало, что каждая из них имеет свои области рационального применения. Вертикальная схема предпочтительна для обработки наружных и внутренних поверхностей и средних тяжелых деталей, тогда как горизонтальная обеспечивает лучшие условия для обработки длинномерных тонких деталей с обработкой внешней поверхности.
Общим требованием является наличие двух независимых вращательных движений с программируемым передаточным отношением. Исходя из этого делается вывод, что для реализации вертикальной или горизонтальной компоновки в любом случае будет использоваться бироторная станочная система с двумя независимыми приводами вращения инструмента и заготовки. Применение бироторного станка с программируемым передаточным отношением двух вращений и стабильным межэлектродным зазором, позволит добиться равномерности и прогнозируемости процесса.
Основным результатом работы является выполнение системного сравнительного анализа вертикальных и горизонтальных компоновок станков в контексте циклоидального электрохимического формообразования. В ходе анализа рассмотрены особенности реализации циклоидальной траектории, условия подвода электролита, характер формирования межэлектродного зазора и влияние геометрических параметров заготовок на выбор компоновок оборудования. Показано, что вертикальная компоновка является более рациональной для обработки деталей средних габаритных и больших размеров, в том числе при необходимости формообразования как наружных, так и внутренних поверхностей, при ограничениях по габаритам оборудования. Горизонтальная компоновка, в свою очередь, обладает преимуществами при обработке длинномерных заготовок с преобладанием наружных поверхностей, где решающее значение имеет обеспечение устойчивости базирования и равномерности подвода электролита по длине детали. На основе проведённого анализа сформулированы критерии рационального выбора компоновки оборудования для реализации процесса циклоидального электрохимического формообразования. В качестве определяющих факторов выделены геометрические параметры заготовок, характер обрабатываемых поверхностей, требования к устойчивости межэлектродного зазора и компоновочные ограничения станка.
В работе также предложены классификационные признаки компоновочных решений станков для циклоидального электрохимического формообразования, позволяющие систематизировать существующие и проектируемые схемы оборудования. На основе выделенных признаков разработаны практические рекомендации по выбору компоновки оборудования для типовых деталей, что повышает прикладную ценность полученных результатов и позволяет использовать их на ранних стадиях проектирования специализированных станков.
Научная новизна и оригинальность работы заключаются в целенаправленном рассмотрении вопросов компоновочного построения оборудования именно в контексте циклоидального электрохимического формообразования. В отличие от существующих исследований, ориентированных преимущественно на электрические режимы процесса или на общие вопросы проектирования металлорежущих станков. В данной работе компоновочные решения анализируются с позиций их влияния на реализацию циклоидальной траектории и устойчивость электрохимического формообразования. Предложенный подход позволяет рассматривать компоновку оборудования как один из ключевых факторов, определяющих технологические возможности процесса ЦЭФ, и формирует основу для дальнейшего развития и совершенствования станочных систем данного класса.