ОЦЕНКА ВЛИЯНИЯ ПАРАМЕТРОВ РЕЖИМА КОМБИНИРОВАННОЙ ЛАЗЕРНО-УЛЬТРАЗВУКОВОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НА КАЧЕСТВО ПОВЕРХНОСТИ И ПОВЕРХНОСТНОГО СЛОЯ СТАЛЬНЫХ ДЕТАЛЕЙ (ОБЗОР)
ОЦЕНКА ВЛИЯНИЯ ПАРАМЕТРОВ РЕЖИМА КОМБИНИРОВАННОЙ ЛАЗЕРНО-УЛЬТРАЗВУКОВОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НА КАЧЕСТВО ПОВЕРХНОСТИ И ПОВЕРХНОСТНОГО СЛОЯ СТАЛЬНЫХ ДЕТАЛЕЙ (ОБЗОР)
Аннотация
В данном обзоре приведена оценка влияния параметров режима комбинированной лазерно-ультразвуковой упрочняющей обработки на качество поверхности и поверхностного слоя. Представлено как температура нагрева поверхности и скорость обработки при осуществлении лазерной закалки, амплитуда колебаний ультразвукового инструмента и время ультразвуковой обработки, а также последовательность операций влияют на шероховатость, твердость и износостойкость поверхности, глубину упрочненного слоя, остаточные напряжения в поверхностном слое. Сделано заключение в виде рекомендаций по подбору параметров режима лазерно-ультразвуковой обработки для получения заданных качества поверхности и поверхностного слоя стальных деталей.
1. Введение
Одной из основных тенденций современного машиностроения является растущая потребность в улучшении качества, повышения надежности и долговечности выпускаемых изделий. Для машин и механизмов технологического назначения, к которым относятся и различные приводы подач винт-гайка скольжения и качения, линейные направляющие, червячные передачи металлорежущих станков и другого оборудования, требования к качеству связаны с необходимостью повышения точности и производительности, характеризуемые эксплуатационными свойствами их деталей и сопряжений. Низкие показатели качества и эксплуатационных свойств поверхности и поверхностных слоев деталей винтовых передач, линейных направляющих, как правило, не обеспечивают их высокую точность, плавность перемещений рабочего органа, жесткость, надежность и долговечность работы.
Характерной особенностью, определяющей работу данных передач, является неравномерность изнашивания вдоль образующих винтовых поверхностей контактирующих деталей, которая вызывается неравномерностью нагрузки на витки резьбы и скорости перемещения, многократными смещениями контактирующих поверхностей друг относительно друга, повторными нагрузками, попаданием в зону контакта посторонних частиц, что приводит к дополнительным пластическим деформациям, усталостному разрушению сопрягаемых поверхностей и возникновению процессов микрорезания, задирам. Указанное вызывает достаточно быструю потерю работоспособности передач.
Анализ возможностей в обеспечении износостойкости и других эксплуатационных свойств показал, что существенный эффект может достигаться за счет использования методов поверхностного пластического деформирования (ППД). Наиболее перспективным из них являются: вибронакатывание (ВН), вибровыглаживание (ВВГ), ультразвуковая обработка (УЗО), позволяющие изменять характеристики поверхностных тонких слоев металла для достижения благоприятной совокупности свойств и оптимальной структуры
Благодаря своим преимуществам эти способы получили широкое распространение, а механизм и процессы формирования параметров качества и эксплуатационных свойств поверхностного слоя подвергаются глубоким исследованиям. Однако возможности их, особенно для упрочнения поверхностей сложнофасонного профиля (витков резьбы ходовых винтов и других деталей), далеко не исчерпаны и мало изучены. В связи с чем очевидна необходимость создания и исследования новых, более эффективных способов обработки.
Помимо методов ППД используются и традиционные методы термической обработки материалов – закалка токами высокой частоты и лазерная закалка (ЛЗ), которые в сочетании с ППД способны в значительной степени улучшить эксплуатационные свойства пар трения. Такая обработка уже относится к разряду комбинированных видов обработки. А лазерная закалка в сочетании с ультразвуковой обработкой получила название лазерно-ультразвуковой упрочняющей обработки.
Оптимальные режимы лазерно-ультразвуковой упрочняющей обработки должны обеспечить заданные значения твердости, шероховатости, износостойкости, глубины упрочненного слоя, минимальных значений деформации готовых изделий.
Лазерно-ультразвуковая упрочняющая обработка является комбинированной и обе технологических операции обработки могут быть проведены как отдельные, но последовательно проводимые операции, или быть объединены в совмещенную операцию.
Огромное количество работ посвящено как ЛЗ, так и УЗО. Публикаций, посвященных комбинированной лазерно-ультразвуковой упрочняющей обработке не так много, а в отношении сталей, применяемых при производстве линейных направляющих и ходовых винтов для станков с ЧПУ, практически не встречаются вовсе. В данном обзоре будет представлен анализ публикаций, посвященных параметрам режима комбинированной лазерно-ультразвуковой обработки.
2. Анализ публикаций, посвященных комбинированной лазерно-ультразвуковой упрочняющей обработке
Основные результаты исследований, посвященные комбинированной лазерно-ультразвуковой упрочняющей обработке отражены в работах
, , , .Влияние параметров режима комбинированной лазерно-ультразвуковой упрочняющей обработки на шероховатость поверхности рассмотрено в работе
.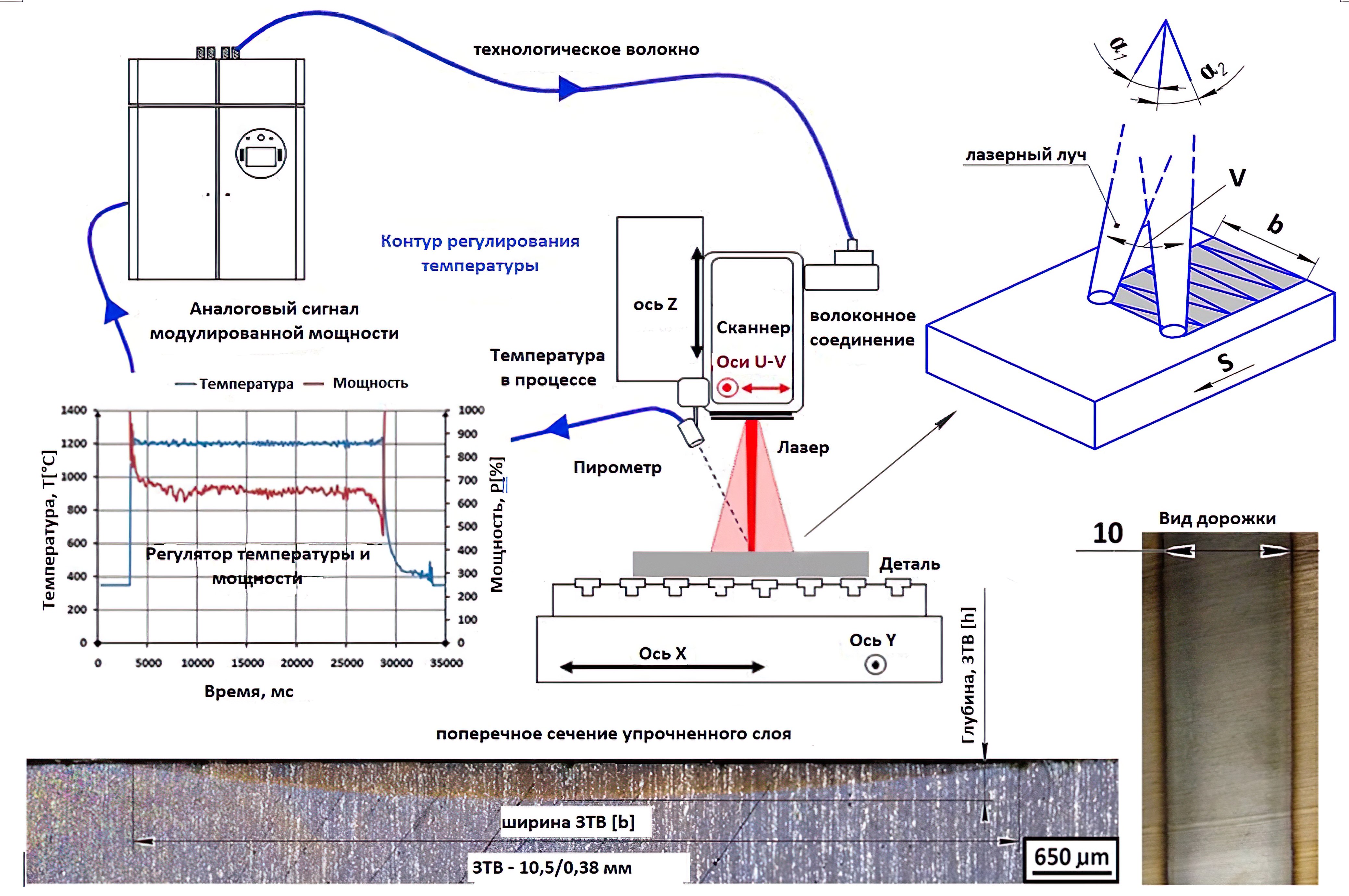
Рисунок 1 - Схема лазерной закалки
Таблица 1 - Режимы лазерной закалки
№ режима | ЛЗ1-6 | ЛЗ7 | ЛЗ8 | ЛЗ9 | ЛЗ10 | ЛЗ 11 | ЛЗ12 | ЛЗ13 | ЛЗ14 | ЛЗ15 |
Параметр | Значение параметров режима | |||||||||
T, °C | 900/1050 | 1200 | 1270 | 1340 | ||||||
S, мм/мин | 40/90/140 | 40 | 90 | 140 | 40 | 90 | 140 | 40 | 90 | 140 |
Разновидность УЗО – ультразвуковая ударная обработка (УУО) проводилась с частотой колебаний инструмента f = 21,6 кГц, амплитудой колебаний А от 15 мкм до 18 мкм, статической силой прижима Pст = 50 Н, скоростью движения заготовки S = 600 мм/мин. Длительность УУО варьировалась в пределах τ = 60 – 240 сек. В качестве инструмента применялась головка с семью цилиндрическими наконечниками диаметром 5 мм каждый. Схема обработки представлена на рис. 2. Режимы УУО приведены в таблице 2. Полученные результаты эксперимента приведены на рис. 3.
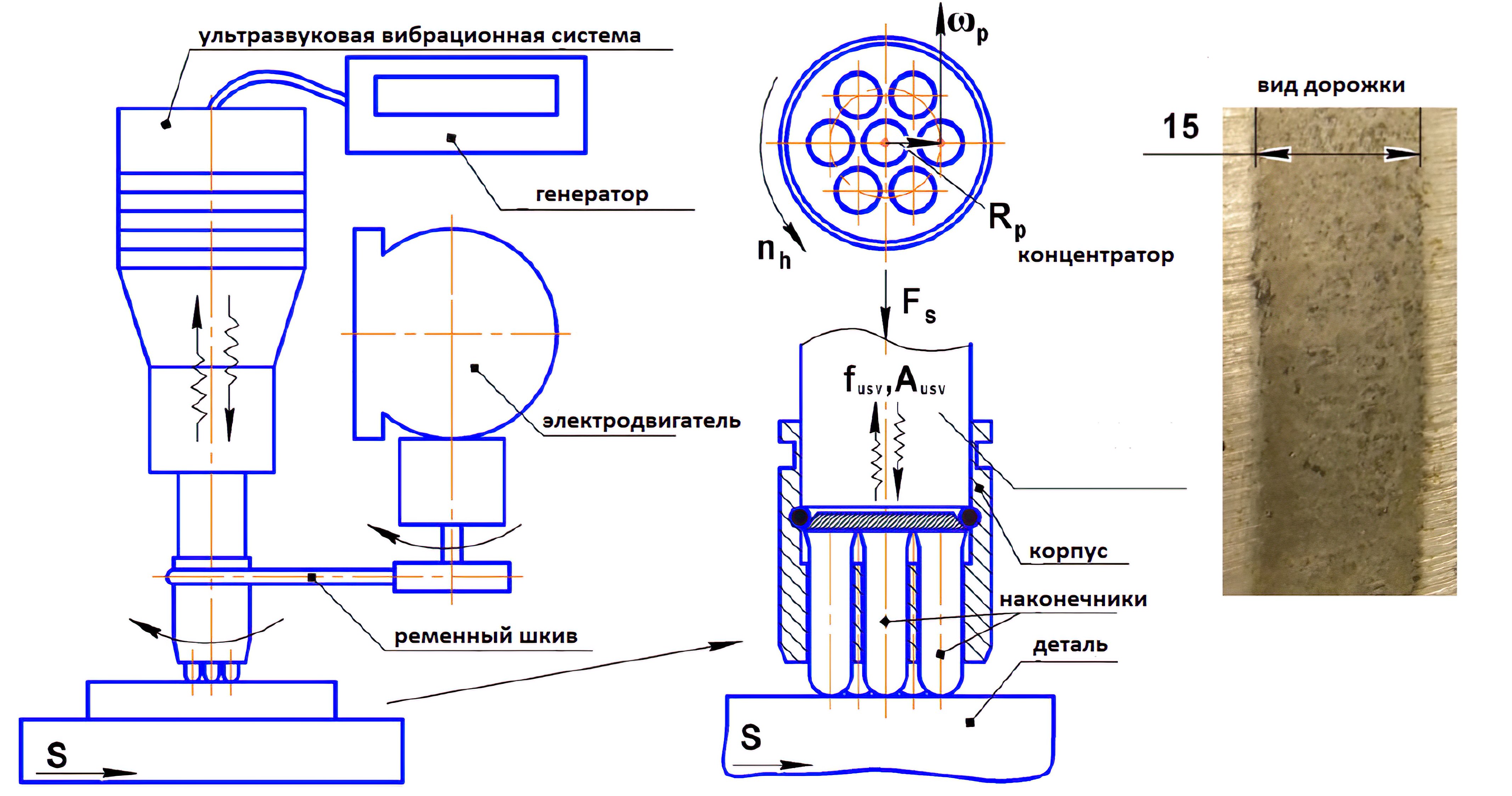
Рисунок 2 - Схема ультразвуковой ударной обработки
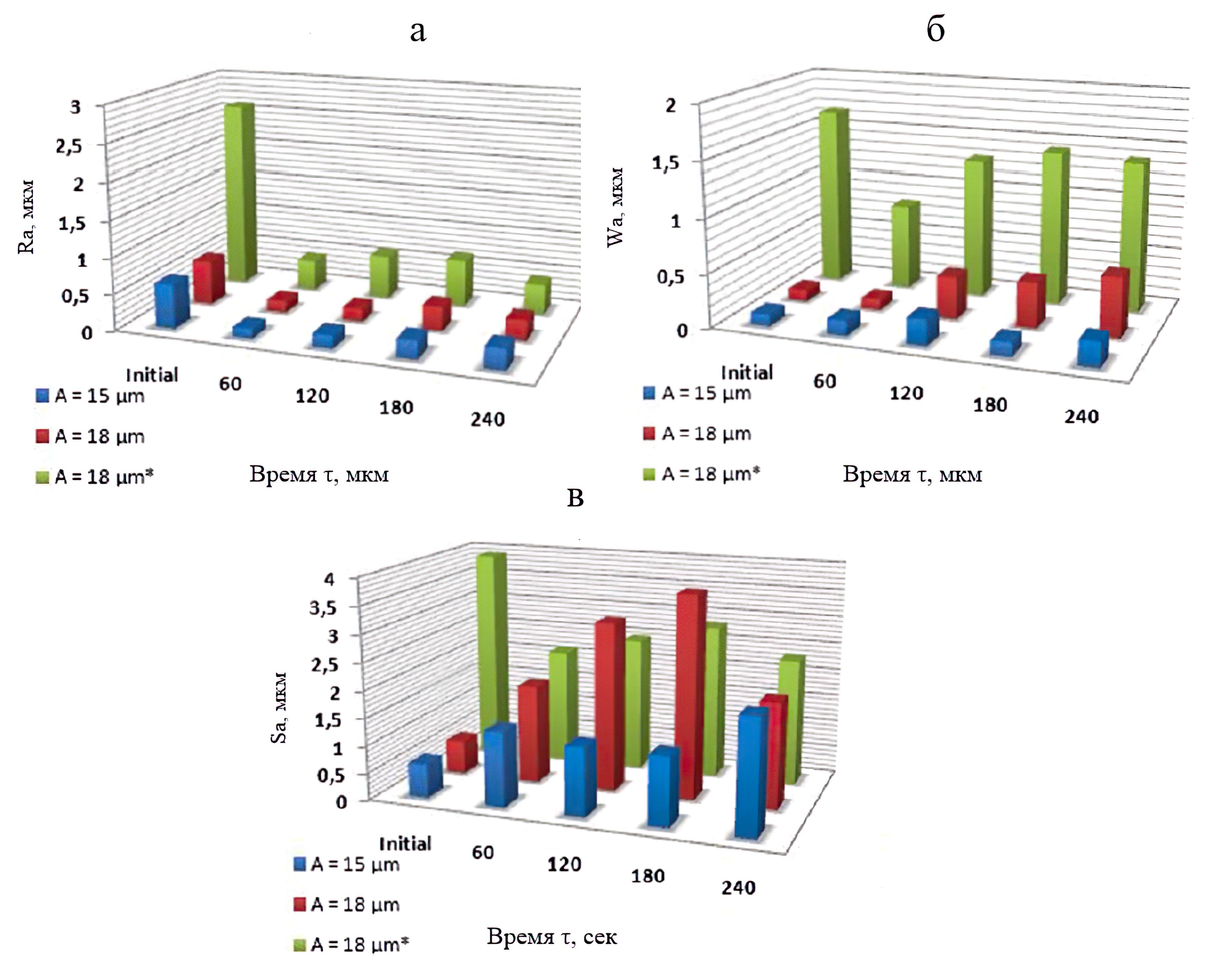
Рисунок 3 - Влияние УУО на изменение параметров микрорельефа:
а – шероховатость поверхности Ra; б – волнистость поверхности Wa ; в – средняя высота неровностей Sa; * – нешлифованная исходная поверхность
Таблица 2 - Режимы ультразвуковой ударной обработки
№ режима | УУО1 | УУО2 | УУО3 | УУО4 | УУО5 | УУО6 | УУО7 | УУО8 | |
Параметр | Значение параметров режима | ||||||||
А, мкм | 15 | 18 | |||||||
τ, сек | 60 | 120 | 180 | 240 | 60 | 120 | 180 | 240 | |
Сильное пластическое деформирование, вызванное УУО, способствует формированию правильного микрорельефа на обработанной поверхности. По сравнению с исходным состоянием процесс УУО приводит к уменьшению параметра шероховатости Ra (рис. 3, а) и увеличению параметров волнистости поверхности Wa (рис. 3, б) и средней высоты неровностей Sa (рис. 3, в). Наиболее заметное снижение параметра шероховатости (Ra = 0,13 – 0,18 мкм) было зарегистрировано после УУО в течение 60 и 120 с (рис. 3, а). Процесс УУО предварительно шлифованной поверхности (рис. 3, а) позволил снизить параметр шероховатости Ra в 3,5 раза. Но в то же время можно отметить увеличение параметров волнистости Wa (в 3,5 раза) и средней высоты неровностей Sa (в 5 раз) по сравнению с исходным состоянием. И наоборот, нешлифованная поверхность, которая характеризуется гораздо большими исходными параметрами поверхности, претерпевает заметные изменения (рис. 3, а – в, задние столбцы). Все геометрические параметры шероховатости профиля микрорельефа были значительно снижены после процесса УУО, в частности Ra, Wa и Sa были уменьшены в 9,5, 1,8 и 2,3 раза соответственно.
Обобщенные результаты после проведения эксперимента сведены в таблицу 3.
Таблица 3 - Геометрические параметры поверхности после ЛЗ, УУО, ЛЗ+УУО
Вид обработки | Параметры шероховатости | |||||
Ra | Отклонение от первоначального значения | Wa | Отклонение от первоначального значения | Sa | Отклонение от первоначального значения | |
мкм | % | мкм | % | мкм | % | |
исходная заготовка | 2,6 | - | 1,66 | - | 3,91 | - |
ЛЗ11 | 2,56 | 1,5 | 1,56 | 6,0 | 3,83 | 2,0 |
УУО6 | 0,42 | 83,8 | 0,8 | 51,8 | 2,46 | 37,0 |
ЛЗ11+УУО6 | 0,3 | 88,5 | 0,54 | 67,5 | 1,98 | 49,3 |
Как видно из таблицы, при параметрах, соответствующих режимам ЛЗ11 и УУО6, снижение параметра шероховатости Ra относительно первоначального значения достигает 88,5%.
Из-за разницы в скорости обработки авторами работы
не было рассмотрено совмещение ЛЗ и УУО в единый технологический процесс обработки, т.к. ЛЗ в отличие от УЗО проводится со скоростью, как правило, на порядок меньше, что требует подборов параметров режимов ЛЗ и УЗО. Хотя, как показывают исследования, ЛЗ вполне может проводиться с большими скоростями обработки.Результаты исследования влияния на шероховатость поверхности тех или иных сочетаний упрочняющей обработки поверхностей представлены в работе
. В данной работе представлены результаты исследований влияния ЛЗ, УУО, сочетаний ЛЗ+УУО (в виде последовательных операций), ЛЗ+УУО (в виде совмещенной операции). Из рис. 4 можно увидеть результаты такой обработки.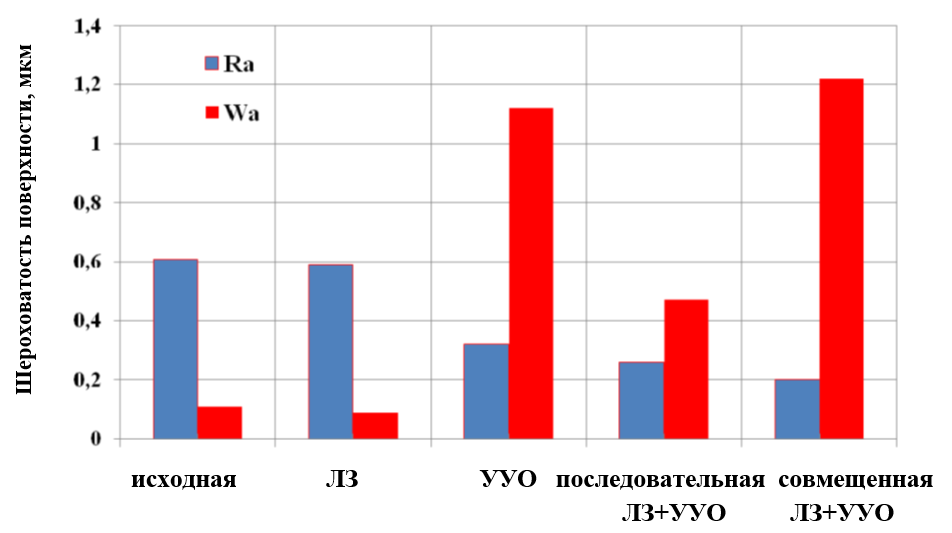
Рисунок 4 - Шероховатость поверхности и длина волны для обработанной стали марки AISI 1045 в исходном состоянии и после ЛЗ, УУО, ЛЗ+УУО (в виде последовательных операций), ЛЗ+УУО (в виде совмещенной операции)
В работе
авторами были получены уравнения регрессии, описывающие зависимости параметра шероховатости (Ra), параметра волнистости (Wa), средней высоты неровностей (Sa) от амплитуды колебаний и времени обработки после УУО, а также построены контурные кривые поверхностей равного отклика (формулы 1 – 3 и рис. 5).где A – амплитуда колебаний ультразвукового инструмента, мкм;
t – время обработки, с
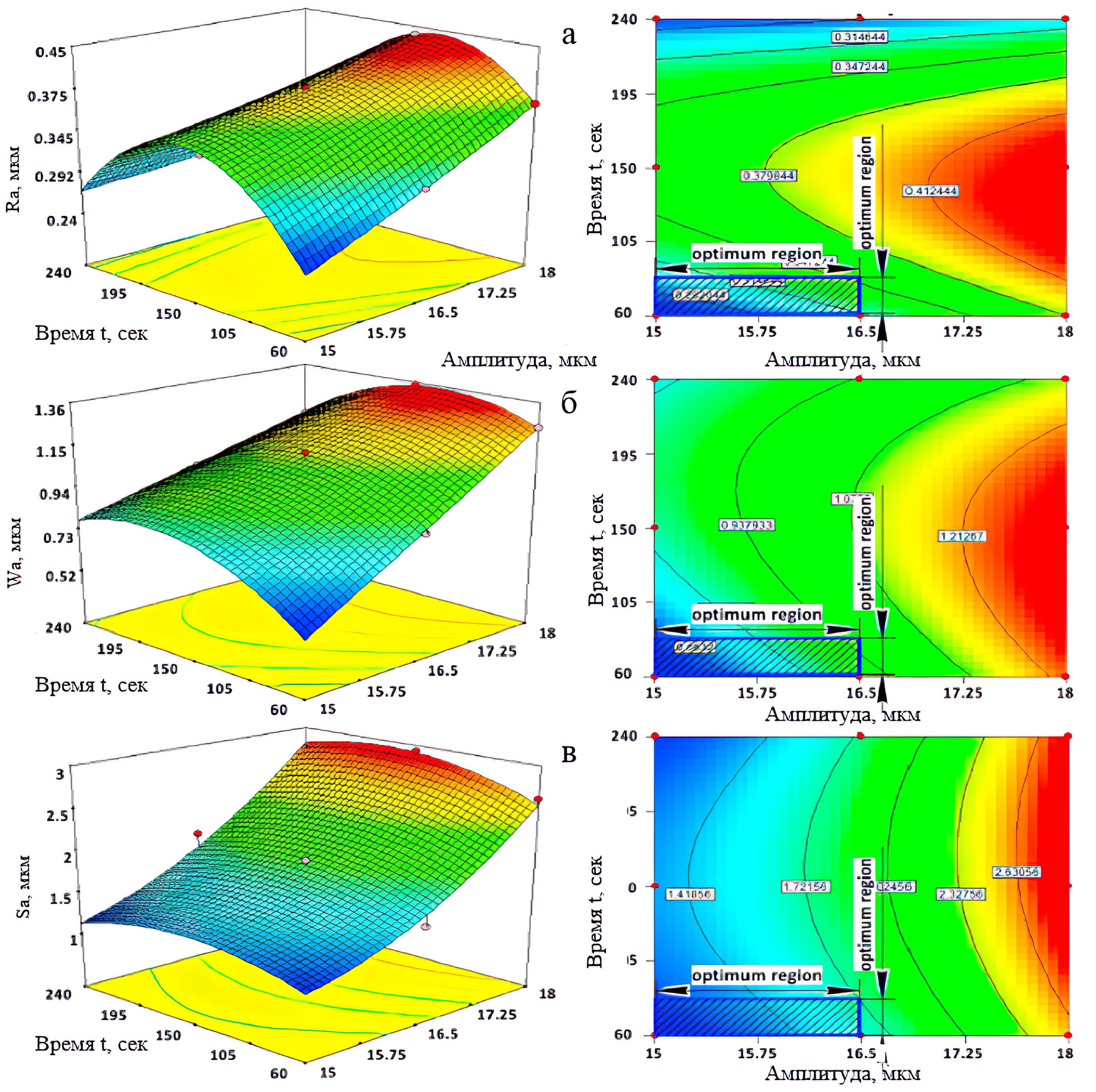
Рисунок 5 - Контурные кривые поверхностей равного отклика для:
а – параметра шероховатости (Ra); б – параметра волнистости (Wa); в – средней высоты неровностей (Sa) в зависимости от амплитуды колебаний и времени обработки после УУО
В то же время, полученные уравнения регрессии позволяют подобрать оптимальные параметры режима УУО, проводимой после ЛЗ для достижения заданной шероховатости поверхности.
Однако авторами работ
, , не было оценено как влияют на шероховатость обработанной поверхности статическая сила прижима инструмента и скорость движения заготовки при УУО.Результаты исследований влияния параметров режима комбинированной лазерно-ультразвуковой обработки на твердость поверхности и глубину упрочненного слоя приведены в работах
, .Влияние скорости обработки на твердость приведено на рис. 6
.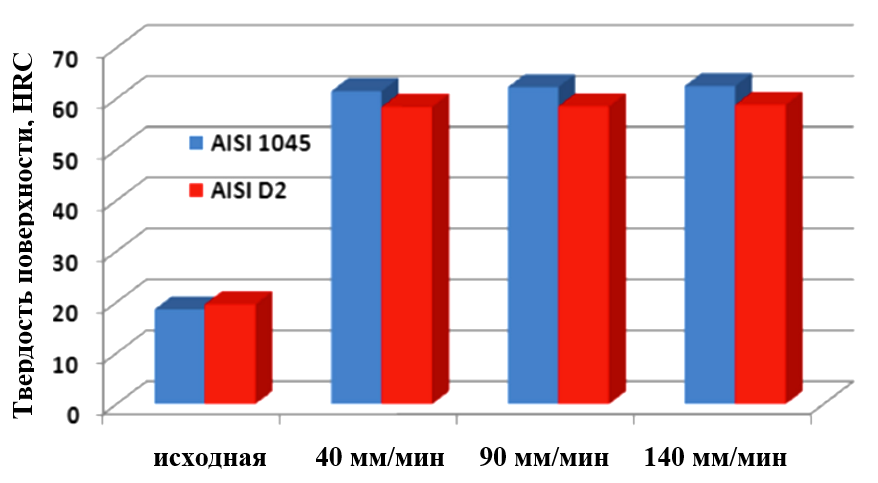
Рисунок 6 - Влияние скорости обработки на твердость поверхности после УУО
В работе
авторы получили уравнения регрессии, описывающие зависимость твердости поверхности от температуры закалки и скорости обработки (формула 4); от амплитуды колебаний и времени обработки после последующей УУО (формула 5), а также построены контурные кривые поверхностей равного отклика (рис. 7).где T – температура закалки, °С,
S – скорость обработки, мм/мин,
A – амплитуда колебаний ультразвукового инструмента, мкм,
t – время обработки, сек.
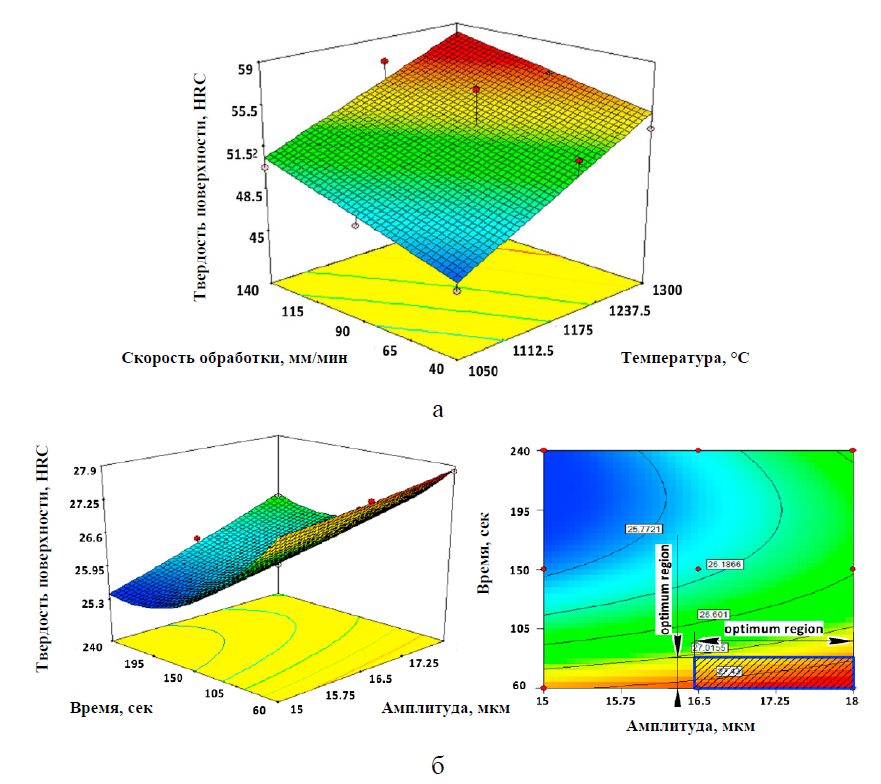
Рисунок 7 - Контурные кривые поверхностей равного отклика для твёрдости в зависимости:
а – от температуры и скорости обработки после ЛЗ; б – от амплитуды колебаний и времени обработки после последующей УУО
В работе
показаны очевидные плюсы совмещенной в одну операцию ЛЗ+УУО (рис. 8).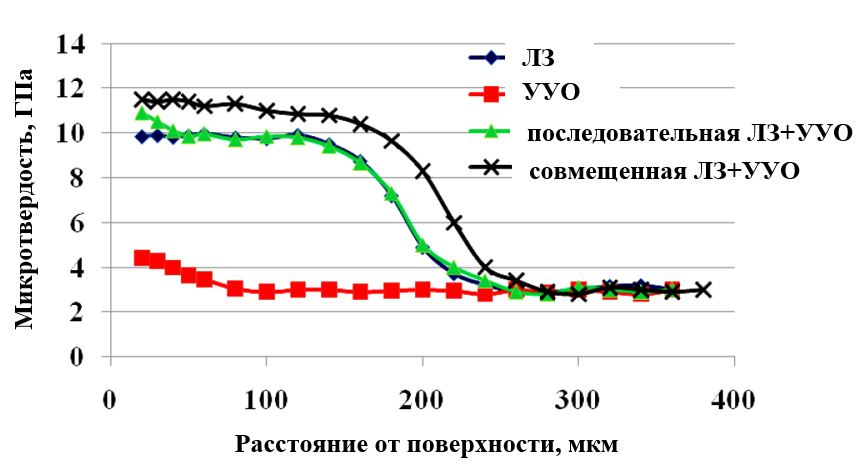
Рисунок 8 - Глубина упрочненного слоя для стали AISI 1045 обработанной различными способами
Возвращаясь к работе
, можно оценить знак, величину и глубину остаточных напряжений (рис. 9). Глубина сжатых областей, образованных ЛЗ, составляет около 350 мкм, что намного больше, чем глубина, вызванная сильным деформированием в процессе УУО (приблизительно 100 мкм). В обоих случаях на больших глубинах остаточные напряжения сжатия уравновешиваются остаточными напряжениями растяжения. Профиль глубины остаточных напряжений, сформированный после комбинированного процесса ЛЗ+УУО, является более сложным – он колеблется на глубине примерно 50 – 60 мкм.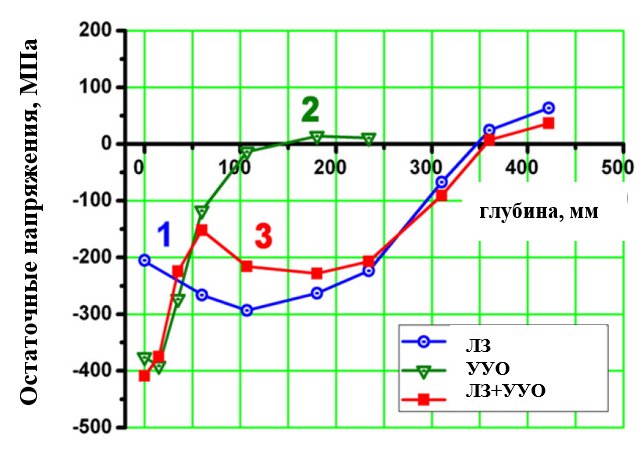
Рисунок 9 - Остаточные напряжения, сформированные после ЛЗ, УУО, ЛЗ+УУО для инструментальной стали марки AISI D2
Экспериментально зарегистрированные потери на износ после квазистатических и динамических испытаний, продолжавшихся 15 и 45 мин, приведены на рис. 10.
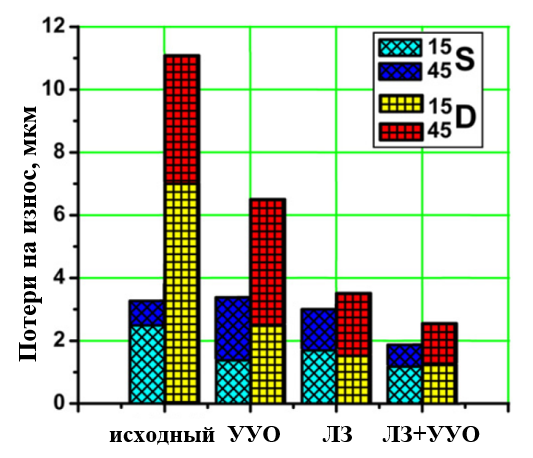
Рисунок 10 - Потери на износ исходного образца из инструментальной стали AISI D2 и образцов после ЛЗ, УУО, ЛЗ+УУО, зарегистрированные в квазистатических (S) и динамических (D) условиях испытаний
Также интересно изменение силы трения образцов после соответствующих сочетаний комбинированной обработки (рис. 11).
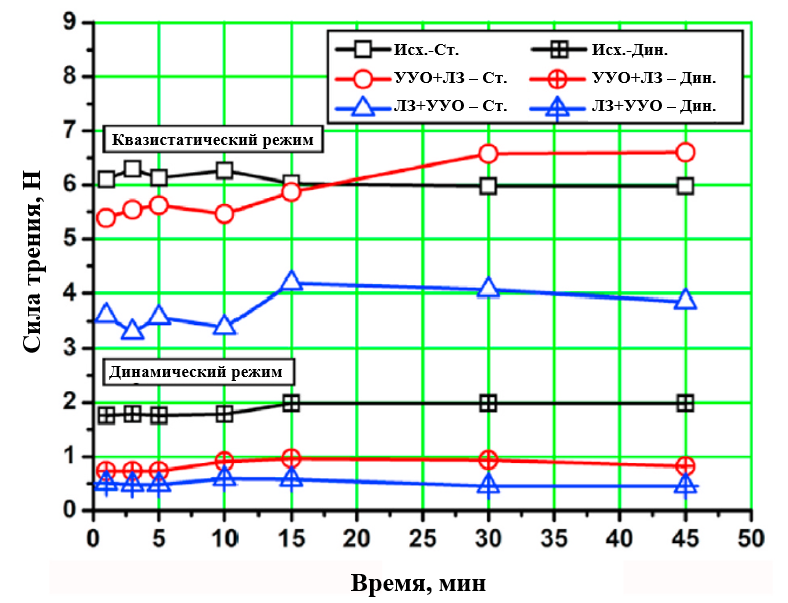
Рисунок 11 - Зависимость силы трения от времени после проведенных испытаний на износ, выполненных в квазистатических (Ст.) и динамических (Дин.) условиях для исходных образцов из стали AISI 1045, обработанных УУО и комбинированных УУО+ЛЗ и ЛЗ+УУО
3. Заключение
Параметры режима лазерно-ультразвуковой упрочняющей обработки оказывают значительное влияние на состояние поверхности и поверхностного слоя после данного вида упрочняющей обработки. В значительной степени на качество поверхности и поверхностного слоя оказывают влияние параметры режима ультразвуковой обработки – как окончательного вида обработки после лазерной закалки.
Так, для получения минимальных знаний шероховатости необходимо:
- проводить лазерную закалку на режимах, обеспечивающих шероховатость поверхности не хуже, чем у исходной заготовки;
- ультразвуковую обработку вести на режимах с меньшей амплитудой колебаний ультразвукового инструмента и временем проработки поверхности;
- по возможности проводить совмещение лазерной закалки и ультразвуковой обработки в одну операцию.
Для повышения твердости и глубины упрочненного слоя необходимо:
- проводить лазерную закалку с большими скоростями обработки и температурой нагрева поверхности, избегая при этом ее оплавления;
- ультразвуковую обработку вести при повышенных значениях амплитуды колебания ультразвукового инструмента (при этом стараясь не приводить к ухудшению шероховатости поверхности) и меньших значениях времени проработки обрабатываемой поверхности;
- по возможности проводить совмещение лазерной закалки и ультразвуковой обработки в одну операцию, что способствует увеличению глубины упрочненного слоя.
Повышение износостойкости, формирование значительных величин напряжений сжатия в поверхностном слое, снижение силы трения связано в первую очередь с самим характером упрочняющей обработки.