ВЫСОКОСКОРОСТНОЕ ШЛИФОВАНИЕ ЖАРОПРОЧНЫХ И ЖАРОСТОЙКИХ СПЛАВОВ

Веселкова Е.В.1, Аверков К.В.2
1Студент;2старший преподаватель кафедры «Технология транспортного машиностроения и ремонт подвижного состава», Омский государственный университет путей сообщения
ВЫСОКОСКОРОСТНОЕ ШЛИФОВАНИЕ ЖАРОПРОЧНЫХ И ЖАРОСТОЙКИХ СПЛАВОВ
Аннотация
В статье рассмотрен метод высокоскоростного шлифования жаропрочных и жаростойких материалов, который позволяет улучшить параметры процесса шлифования. Причем улучшение касается как обрабатываемой поверхности детали, так и инструмента. Также данный метод позволяет обеспечить более высокую производительность по сравнению с традиционными методами.
Ключевые слова: шлифование, абразив, жаропрочный сплав, адгезия, машиностроение.
Veselkova EV1, Averkov KV2
1Student; 2senior Lecturer of "Technology Transport Engineering and repair of rolling stock", Omsk State Transport University.
HEAT-RESISTANT AND HIGH-SPEED GRINDING HEAT-RESISTANT ALLOY
Аbstract
The paper presents a method of high-speed grinding heat-resistant and heat-resistant materials, which helps to improve the parameters of the grinding process. The improvement applies to both the treated surface of the part and the tool. Also, this method allows a better performance compared with conventional methods.
Keywords: grinding, abrasive, superalloy, adhesion, mechanical engineering.
Жаропрочные материалы и сплавы играют большую роль в современном машиностроении. Они являются сложно легированными сплавами, сохраняющими свои механические свойства при температурах 900 – 1200°С. Также, жаропрочные и жаростойкие материалы являются одними из самых труднообрабатываемых, по классификации Гуревича они занимают шестое место из девяти. Наиболее характерными областями применения этих материалов являются газотурбинная техника паротурбостроение, атомная энергетика, печное оборудование и химическая промышленность.
Основной операцией, обеспечивающей геометрическую точность детали и качество поверхности, является шлифование. При этом шлифование сплавов данного типа на традиционных режимах шлифовальными кругами стандартных конструкций не отвечает высоким требованиям, предъявляемым к деталям. В результате на обработанных поверхностях часто наблюдаются прижоги, шлифовочные трещины, процесс сопровождается большим тепловыделением, интенсивным изнашиванием шлифовального круга.
Одним из перспективных методов абразивной обработки жаропрочных и жаростойких материалов является высокоскоростное шлифование. Многие специалисты, занимавшиеся данным вопросом, отмечают, что при высокоскоростном шлифовании изменяются физические процессы, происходящие в зоне резания. Износ абразивных зерен приобретает характер самозатачивания, изменяются температурные условия в зоне резания, повышается производительность процесса.
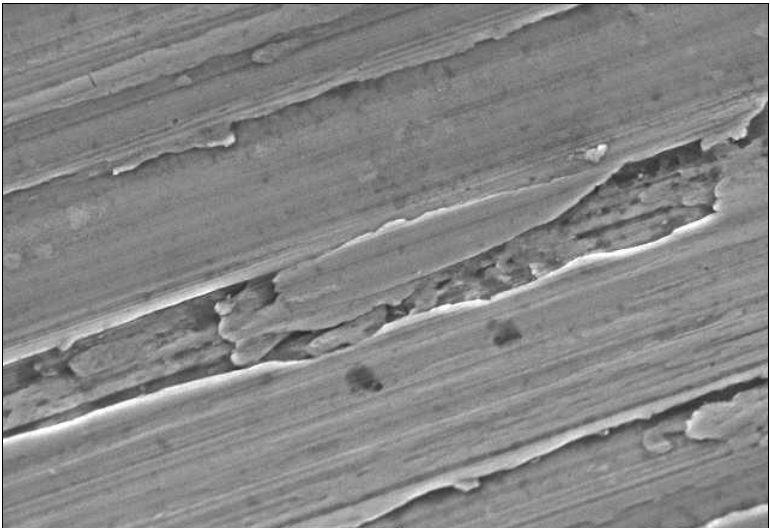
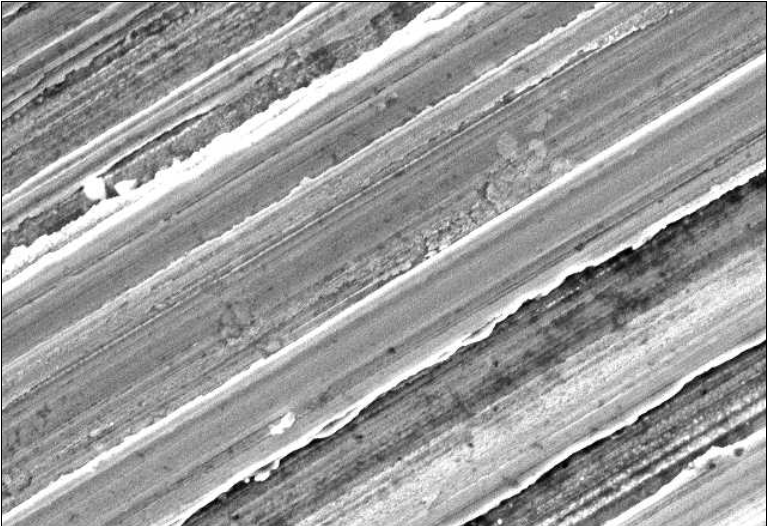
Фотографии шлифованной поверхности, полученные с помощью электронного микроскопа JCM-5700, показывают, что при традиционных скоростях шлифования (20-30 м/сек) обработанная поверхность характеризуется различными дефектами задирами, прижогами (рис.1.а).
При шлифовании со скоростями 140-170 м/сек, этих дефектов не наблюдается (рис. 1.б). На поверхности значительно меньше следов пластической деформации, чем на поверхности, обработанной на традиционных режимах.
 а)
а) 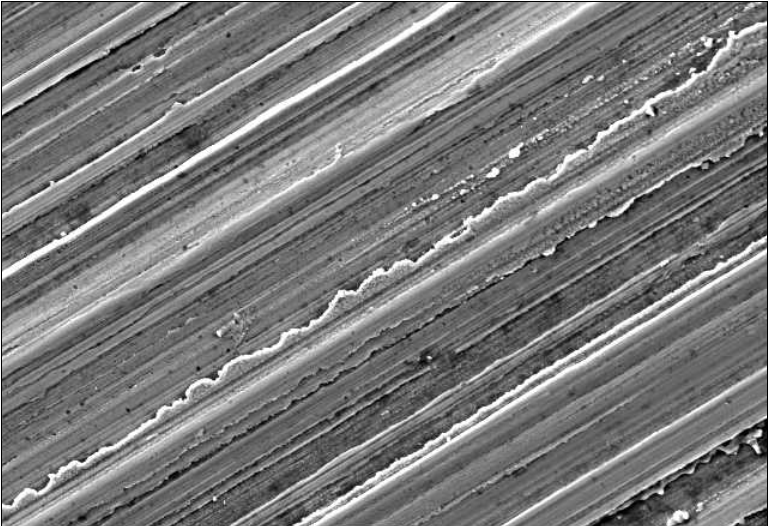 б)
б)
Рис.1- Поверхность, обработанная на традиционных скоростях шлифования 30 м/сек (а); и на скорости 140-170 м/сек (б).
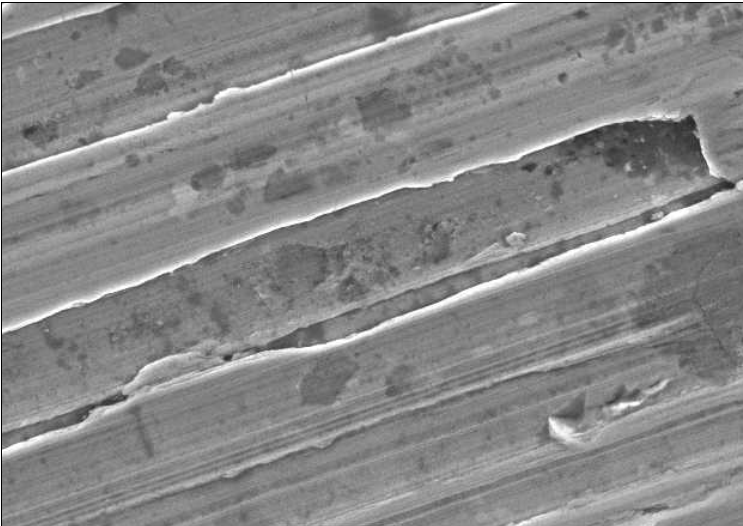
Также на поверхности, обработанной на традиционных режимах, отчетливо видны окислившиеся участки, на многих из которых видны трещины (рис.2,а).Элементное картирование позволило установить, что данные зоны являются сегрегациями титана. Очевидно, что эти зоны обладают иными механическими свойствами и могут являться источниками формирования трещин усталости (рис.2,б).
 а)
а) 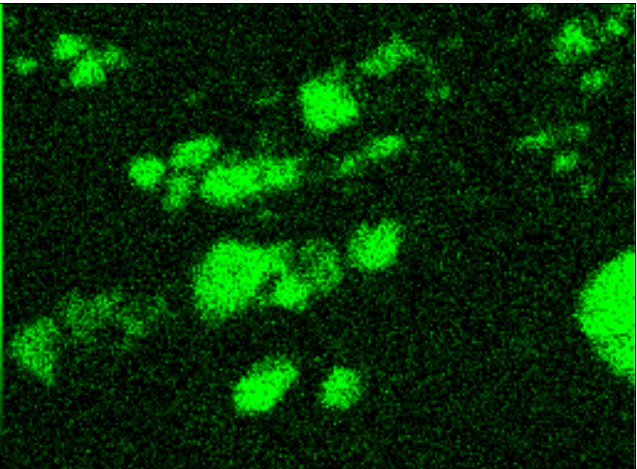 б)
б)
Рис.2 – Элементное картирование Vрез=30м/с :а) Окисленные участки на обработанной поверхности ; б) Сегрегации титана на обработанной поверхности
На поверхности, обработанной на повышенных режимах, подобных участков не наблюдается, хотя элементное картирование выявляет наличие сегрегаций. Известно, что титан и его соединения начинают интенсивно окисляться, при температурах свыше 500° С (рис.3). Эти данные свидетельствуют о том, что при высокоскоростном шлифовании температуры не превышают 500° С.
 а)
а)  б)
б)
Рис.3 - Элементное картирование Vрез=160м/с; а) обработанная поверхность, б) сегрегации титана.
В результате проведенных экспериментов построен график зависимости шероховатости от скорости шлифования. Выявлено, что шероховатость минимальна, при скоростях 110-140 м/сек (рис.4). Увеличение шероховатости при более высокой скорости резания, по-видимому, объясняется колебаниями системы СПИД.
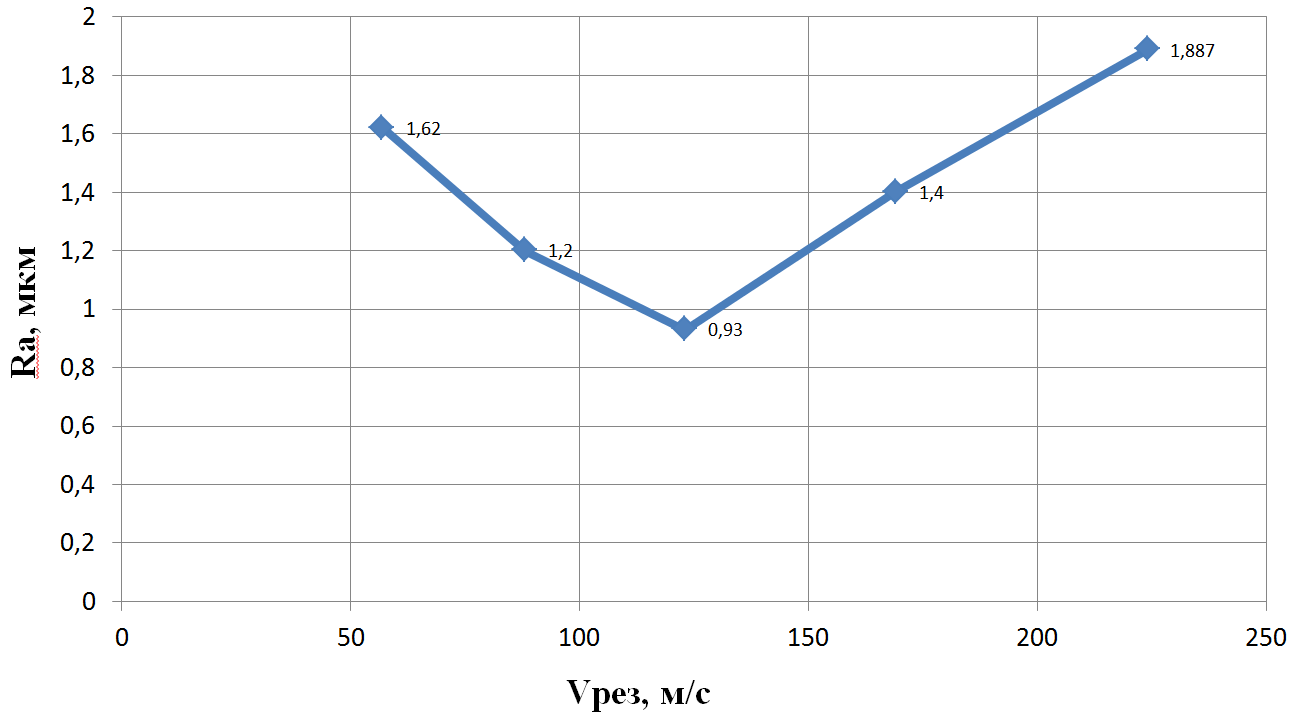
Рис.4 - График зависимости шероховатости от скорости шлифования.
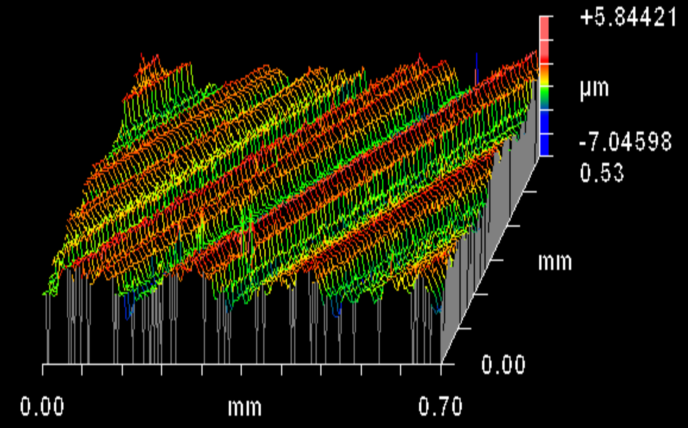
Топографический анализ шлифованной поверхности показал, что на скоростях 160-200 м/сек и наблюдается некоторое увеличение параметра шероховатости, однако рельеф поверхности характеризуется большей равномерностью и большим количеством шлифовочных рисок на единицу площади.
 а)
а) 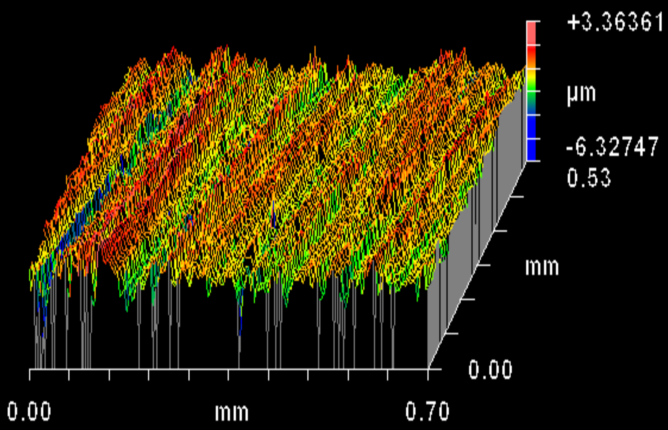 б)
б)
Рис.5 – Топографический анализ параметра шероховатости: а)при скорости 80м/сек; б)при скорости шлифования 230 м/сек.
Очевидно, что если добиться большей виброустойчивости системы СПИД, то можно добиться дальнейшего снижения шероховатости.
Рабочая поверхность круга при шлифовании на скоростях 20-30 м/сек характеризуется сильным засаливанием, рабочей поверхности и полной потерей режущей способности (рис.6,а).

а) б)
Рис.6 – Рабочая поверхность абразивного круга: а)V=30 м/сек; б) V=220 м/сек.
При обработке на скорости свыше 200 м/сек поры на рабочей поверхности ШК остаются практически чистыми (рис.6,б)
Таким образом, метод высокоскоростного шлифования позволяет обеспечить высокое качество и производительность обработки и является наиболее прогрессивным при обработке жаропрочных сталей и сплавов.
Список литературы
Филимонов, Л. Н. Высокоскоростное шлифование / Л. Н. Филимонов. – Л.: Машиностроение, 1979. – 246 с.
Шустер, Л. Ш. Адгезионное взаимодействие режущего инструмента с обрабатываемым материалом / Л. Ш. Шустер. – М.: Машиностроение, 1988. – 96 с.
Список литературы
Филимонов, Л. Н. Высокоскоростное шлифование / Л. Н. Филимонов. – Л.: Машиностроение, 1979. – 246 с.
Шустер, Л. Ш. Адгезионное взаимодействие режущего инструмента с обрабатываемым материалом / Л. Ш. Шустер. – М.: Машиностроение, 1988. – 96 с.